
 商标分类
商标分类  商标转让
商标转让 
一种聚丙烯抗菌复合材料及其制备方法与流程
 2021-02-02 08:02:16|
2021-02-02 08:02:16| 304|
304| 起点商标网
起点商标网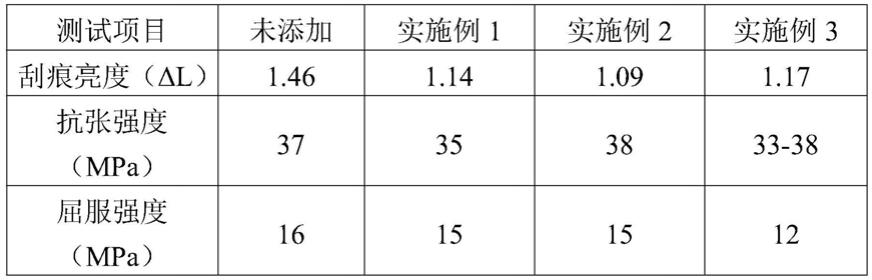
[0001]
本发明涉及复合材料技术领域,具体涉及一种聚丙烯抗菌复合材料及其制备方法。
背景技术:
[0002]
新冠病毒疫情之后,人们开始更加重视用品健康、物质健康带来的身体健康。塑料制品表面肉眼可见光滑,易于清洗,但表面细菌仍可长期存活,日常人们身体分泌的油脂汗液等容易附着在塑料表面,给致病微生物提供滋生繁殖的土壤。由此,塑料容易成为多种疾病传染的途径。尤其是婴幼儿及青少年,身体发育尚未完善,免疫屏障薄弱,日常接触的各类塑料制品成为威胁他们身体健康的。因此,对在教玩具行业中应用较广的聚丙烯塑料基材进行抗菌改性,可以极大预防病毒、病菌的接触感染,有效保障婴幼儿及青少年的身体健康。而聚丙烯材料自身质地较软,耐磨性能不佳,使得教玩具容易断裂,不但降低了教玩具的使用寿命,也断裂的碎片可能造成婴幼儿误食,造成人身安全事故。
技术实现要素:
[0003]
本发明的目的在于克服现有技术的缺陷,提供一种强聚丙烯韧性及耐刮擦性能的同时,赋予其改性材料抗菌的性能,有助于延长教玩具聚丙烯材料的使用寿命的聚丙烯抗菌复合材料及其制备方法。
[0004]
为实现上述目的,本发明采用的技术方案如下所述。
[0005]
本发明提供一种聚丙烯抗菌复合材料制备方法,所述制备方法包括:
[0006]
(1)木质素-二氧化硅混合物的制备:使用20-50份木质素与80-100份二氧化硅混合初步粉碎成末,将粉末放入装有研磨材料的球磨机中,球磨机以设定的时间间隔运转,旋转方向每隔15-20min改变一次,研磨时长为12小时;研磨完成后,用45目的筛网进行筛分,得到木质素-二氧化硅混合物;
[0007]
(2)第一阶段共混:在室温环境下,将20%-50%聚丙烯树脂颗粒送入粉碎机粉碎成小片状聚丙烯树脂。将小片状聚丙烯树脂和木质素-二氧化硅混合物、偶联剂、抗菌剂在高速混合机中混合5-10min;高速混合器的转速为40-60rpm,混炼操作结束后,所述初步混炼料在80℃的烘箱中烘干12小时得初步烘干料;
[0008]
(3)第二阶段共混:将步骤2制备的初步烘干料与剩余聚丙烯树脂颗粒及抗菌剂、抗氧化剂、润滑剂等助剂在高混机中混合5-10min,转速为80-100rpm,所有材料在80℃的烘箱中烘干12小时得到烘干料;
[0009]
(4)原料挤出造粒:将步骤3制备的烘干料用双螺杆挤出机进行挤出造粒;
[0010]
其中,所述聚丙烯抗菌复合材料的原材料配方为,其中各组分用量以质量百分数为单位:
[0011]
聚丙烯树脂:65%~80%
[0012]
木质素-二氧化硅:2.5%~15%
[0013]
偶联剂:0.5%~0.8%
[0014]
抗菌剂:0.1~4%
[0015]
抗氧化剂:0.05~0.1%
[0016]
抗氧化剂168:0.05~0.1%
[0017]
增韧剂:0.05~0.2%
[0018]
爽滑剂:3.0%。
[0019]
本发明进一步设置为,木质素为硫酸盐木质素。
[0020]
本发明进一步设置为,偶联剂为马来酸酐接枝聚乙烯或硅烷偶联剂中的一种或多种混合物。
[0021]
本发明进一步设置为,所述抗菌剂为聚六亚甲基双胍。
[0022]
本发明进一步设置为,所述抗氧化剂为四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯。
[0023]
本发明进一步设置为,所述爽滑剂为硬脂酰胺、油酸酰胺或芥酸酰胺中的一种或多种混合物。
[0024]
本发明进一步设置为,所述研磨材料为直径0.1-20mm的玛瑙球。
[0025]
本发明进一步设置为,所述增韧剂为锐塑晶503、锐塑晶3401或poe的一种或多种混合物。
[0026]
本发明进一步设置为,双螺杆挤出机的主机转速的160-180转/秒,原料加工各工段所需的温度为一区160-180℃、二区180-200℃、三区180-200℃、四区180-200℃、五区200-220℃、六区200-220℃、七区(机头)220-240℃。
[0027]
一种聚丙烯抗菌复合材料,所述复合材料的配方为,其中各组分用量以质量百分数为单位:
[0028]
聚丙烯树脂:65%~80%
[0029]
木质素-二氧化硅:2.5%~15%
[0030]
偶联剂:0.5%~0.8%
[0031]
抗菌剂:0.1~4%
[0032]
抗氧化剂:0.05~0.1%
[0033]
抗氧化剂168:0.05~0.1%
[0034]
增韧剂:0.05~0.2%
[0035]
爽滑剂:3.0%。
[0036]
并且,所述复合材料采用上述聚丙烯抗菌复合材料制备方法制备。
[0037]
本发明具有如下有益效果:
[0038]
1、本发明二氧化硅和木质素都可以单独作为高分子材料的填充剂甚至补强剂。二氧化硅粒子表面含有大量羟基,表现出强极性,易于团聚,与非极性聚丙烯不相容,难于分散均匀。而木质素分子表面富含大量活性羟基,容易经化学改性在聚合物中稳定分散。通过球磨机使二氧化硅受摩擦力和撞击力导致其破碎而具有更高的比表面积,并与木质素表面的大量羟基形成氢键,由于物理和化学作用使得两者混合均匀,使其能更好的与聚丙烯树脂基体混炼。
[0039]
2、本发明通过调整木质素-二氧化硅混合物、聚丙烯树脂、抗菌剂及共混工艺,使
抗菌剂、木质素-二氧化硅混合物能够借助偶联剂使得木质素-二氧化硅混合物最终均匀地分散在聚丙烯树脂基体中传递载荷,提高聚丙烯树脂基体的应力水平,进而阻止基体微裂纹扩展,起到增强耐刮擦性能的效果。
[0040]
3、通过在复合材料中添加聚六亚甲基双胍,能够有效的赋予其表面抗菌性能。聚六亚甲基双胍是一种高效、广谱、低毒的抗菌剂,化学稳定,水溶性好,价格合理,可保护纤维素纤维,该聚合物的阳离子部分允许它与木质素相互作用,不仅通过氢键,而且通过离子相互作用,带正电荷的聚合物能够与带负电荷的木质素纤维结合,能够在不影响复合材料力学性能和耐刮擦性能的前提下有效的提高抗菌能力。
附图说明
[0041]
图1是本发明实施例一种聚丙烯抗菌复合材料的通过抑菌圈法定性衡量杀菌防霉剂效果。
具体实施方式
[0042]
下面结合具体实施例子对本发明进一步阐述,但本发明的保护范围不限于此:
[0043]
实施例1:
[0044]
称取均聚丙烯树脂80份,木质素2.5份,二氧化硅11.5份,偶联剂0.6份,抗菌剂2份,抗氧剂0.2份,增韧剂0.2份,爽滑剂3份。
[0045]
使用2.5份木质素重量比11.5份二氧化硅通过球磨机研磨12小时;在室温下将前处理好的木质素-二氧化硅混合物与30份聚丙烯树脂、偶联剂、抗菌剂放入高混机混合,以40rpm混合10分钟。再将50份聚丙烯树脂、抗菌剂、抗氧剂、增韧剂、爽滑剂等加入高混机,100rpm混合10分钟。
[0046]
将原料置于双螺杆挤出机的喂料料斗中再次混合均匀后加入料筒挤出造粒,主机转速在250~300rpm之间。造粒加工温度为:一区160-180℃、二区180-200℃、三区180-200℃、四区180-200℃、五区200-220℃、六区00-220℃、七区(机头)220-240℃。造粒后样品烘干处理,干燥时间100min,温度为90-110℃。
[0047]
实施例2:
[0048]
称取均聚丙烯树脂78.8份,木质素3份,二氧化硅12份,偶联剂0.8份,抗菌剂2份,抗氧剂0.2份,增韧剂0.2份,爽滑剂3份。
[0049]
使用3份木质素重量比12份二氧化硅通过球磨机研磨12小时;在室温下将前处理好的木质素-二氧化硅混合物与35份聚丙烯树脂、偶联剂、抗菌剂放入高混机混合,以40rpm混合10分钟。再将43.8份聚丙烯树脂、抗菌剂、抗氧剂、增韧剂、爽滑剂等加入高混机,100rpm混合10分钟。
[0050]
将原料置于双螺杆挤出机的喂料料斗中再次混合均匀后加入料筒挤出造粒,主机转速在250~300rpm之间。造粒加工温度为:一区160-180℃、二区180-200℃、三区180-200℃、四区180-200℃、五区200-220℃、六区00-220℃、七区(机头)220-240℃。造粒后样品烘干处理,干燥时间100min,温度为90-110℃。
[0051]
实施例3:
[0052]
称取均聚聚丙烯树脂60份,共聚聚丙烯树脂20份,木质素2.5份,二氧化硅11.5份,
偶联剂0.6份,抗菌剂2份,抗氧剂0.2份,增韧剂0.2份,爽滑剂3份。
[0053]
使用2.5份木质素重量比11.5份二氧化硅通过球磨混合12小时;在室温下将前处理好的木质素-二氧化硅与20份均聚聚丙烯树脂、10份共聚聚丙烯树脂及偶联剂放入高混机混合,以40rpm混合10分钟。再将40份均聚聚丙烯树脂和10份共聚聚丙烯树脂、抗菌剂、抗氧剂、增韧剂、爽滑剂等加入高混机,100rpm混合10分钟。
[0054]
将原料置于双螺杆挤出机的喂料料斗中再次混合均匀后加入料筒挤出造粒,主机转速在250~300rpm之间。造粒加工温度为:一区160-180℃、二区180-200℃、三区180-200℃、四区180-200℃、五区200-220℃、六区00-220℃、七区(机头)220-240℃。造粒后样品烘干处理,干燥时间100min,温度为90-110℃。
[0055]
对照例1:
[0056]
称取均聚丙烯树脂65份,偶联剂0.5份,抗氧剂0.2份,增韧剂0.2份,爽滑剂3份。
[0057]
将65份聚丙烯树脂、抗菌剂、偶联剂、抗氧剂、增韧剂、爽滑剂等加入高混机,100rpm混合10min。
[0058]
将原料置于双螺杆挤出机的喂料料斗中再次混合均匀后加入料筒挤出造粒,主机转速在250~300rpm之间。造粒加工温度为:一区160-180℃、二区180-200℃、三区180-200℃、四区180-200℃、五区200-220℃、六区00-220℃、七区(机头)220-240℃。造粒后样品烘干处理,干燥时间100min,温度为90-110℃。
[0059]
性能检测:
[0060]
为验证本发明的效果,将上述实施例1-3以及对照例1制得的试样进行以下对比试验,检测结果如表一所示:
[0061]
本发明通过在木质素-二氧化硅-聚丙烯复合材料中添加适量的复配抗菌剂,有效的赋予其表面抗菌性能,由于本发明结果是用于教玩具行业,与人体接触较多,因此,抑菌测试方法参照了gb/t31713-2015《抗菌纺织品安全性卫生要求》,通过抑菌圈法定性衡量杀菌防霉剂效果。如图1所示,用致病菌金黄色葡萄球菌测试,发现添加抗菌剂2%的情况下已能产生明显的抑菌圈,说明材料表面已能释放抑菌因子抑制微生物生长繁殖。随后,按照qb t 2591-2003《抗菌塑料抗菌性能试验方法和抗菌效果》进行抑菌率定量测试。
[0062]
刮擦试验是使用15n的力通过五指刮擦磨耗仪进行测试,其刮痕亮度变化(δl)值用色差仪进行处理,耐刮擦性能与δl值有很大的关系,材料的刮痕轻说明其值越小。
[0063]
力学试验为在室温下使用instron 4481万能试验机,以50mm/min的十字头速度测定拉伸性能(屈服强度、拉伸强度、伸长率和模量)。试验按照标准pn en iso 527-1-2012进行。
[0064]
[0065][0066]
表一
[0067]
经过对本发明所述的木质素-二氧化硅-聚丙烯复合抗菌材料的力学性能和表面刮擦性能进行测试,发现添加少量的抗菌剂并不影响该复合材料的力学性能和表面耐刮擦性能。
[0068]
本发明具有如下有益效果:
[0069]
1、通过添加抗菌剂,赋予复合材料有效的抗菌性能,能有效抑制微生物在材料表面生长繁殖。高能效的抗菌性能和防霉除臭功效兼具高能效的抗菌性能和防霉除臭功效,对大肠杆菌、金黄色葡萄球菌、白色念珠菌、肺炎杆菌、绿脓杆菌等都具有较好的抑杀菌效果。
[0070]
2、抗菌剂的添加不影响木质素-二氧化硅-聚丙烯材料的力学性能和耐刮擦性能。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips