
 商标分类
商标分类  商标转让
商标转让 
一种阻燃亚克力板材及其制备方法与流程
 2021-02-02 07:02:54|
2021-02-02 07:02:54| 372|
372| 起点商标网
起点商标网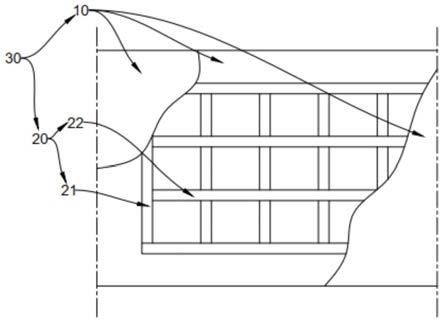
[0001]
本发明属于亚克力板材领域,更具体的说涉及一种阻燃亚克力板材及其制备方法。
背景技术:
[0002]
亚克力板,属聚丙烯酸酯类,俗称经过特殊处理的有机玻璃,在应用行业亚克力的原材料一般以颗粒、板材、管材等形式出现。亚克力又称特殊处理的有机玻璃,系有机玻璃换代产品,亚克力板材与铝塑板型材、高级丝网印等可以完美结合,满足商家的需求,亚克力吸塑是提高营业店面档次,统一企业形象最好的户外广告形式,此外,亚克力也用来制作的灯箱等。亚克力板材作为一种新型的板材逐渐在人们的日常生活中扮演重要的角色。市场上,一般的亚克力板材色彩丰富,种类繁多,但其强度韧性不高,板材容易变形,且表面易产生划痕。同时,这些亚克力板材为易燃产品。现有的亚克力板材容易变形和断裂,因此,寻求一种亚克力板材硬度高,不易变形,能够适应更多的应用领域,且阻燃性能良好的亚克力板材很有必要。
技术实现要素:
[0003]
本发明的目的在于提供一种阻燃亚克力板材及其制备方法,本亚克力板强度高,不易产生变形和断裂;且在加工中一体成型,内部不会产生气孔或断层,性能良好。
[0004]
本发明技术方案一种阻燃亚克力板材,包括加强芯板和包裹加强芯板的亚克力板,所述亚克力板和加强芯板一体成型。
[0005]
优选地,所述加强芯板材质为钢板。
[0006]
优选地,所述钢板包括组成网格状的横向筋板和纵向筋板,所述横向筋板和纵向筋板焊接连接。
[0007]
优选地,所述加强芯板尺寸小于亚克力板材尺寸,所述加强芯板四周和两侧均一体包裹有亚克力板。
[0008]
一种阻燃亚克力板材的制备方法,包括以以下步骤:
[0009]
(1)备料,按照阻燃亚克力板原料配比进行备料;
[0010]
(2)原料预热和加热;
[0011]
(3)成型,采用成型机和成型模具对亚克力板和加强芯板一体成型。
[0012]
优选地,所述成型模具包括串接的一级模具和二级模具,所述一级模具包括第一成型腔,所述第一成型腔厚度小于亚克力板材厚度,且第一成型腔的中轴线与加强芯板中轴线重合,所述第一成型腔一端设置有加强芯板进口,第一成型腔顶部连接有第一进料口;
[0013]
所述二级模具包括与第一成型腔中轴线重合的第二成型腔,所述第二成型腔厚度与亚力克板材厚度相适应,所述第二成型腔一端与所述第一成型腔连通,另一端为亚克力板材出口,所述第二成型腔的上表面和下表面上分别设置有第二进料口和第三进料口。
[0014]
优选地,所述加强芯板进口外部设置有加强芯板输送装置,所述亚克力板材出口
外部设置有亚克力板材输送装置。
[0015]
优选地,所述第一成型腔后部设置有一级冷却水套,所述一级冷却水套包裹在第一进料口后部的第一成型腔外部;所述第二成型腔后部设置有二级冷却水套,所述二级冷却水套包裹在所述第二进料口后部的第二成型腔外部。
[0016]
优选地,所述第二进料口前部的第二成型腔上表面和下表面上分别设置有压槽,所述压槽上设置压辊,所述压辊由驱动机构驱动实现对进入所述第二成型腔内的亚克力板材半成品进行上下挤压,消除所述加强芯板与所述亚克力板之间因冷却变形的余量。
[0017]
优选地,所述第二进料口和所述第三进料口上分别设置有进料管,两所述进料管一端均分别设置有进料螺杆,所述进料管外部包括有保温套,所述保温套与进料管之间设置有加热丝。
[0018]
本发明技术方案的一种阻燃亚克力板材的有益效果是:结构简单,一体成型,强度好,不易变形,不易断裂,能够适应更多的应用环境和领域,利于亚克力板的推广和应用,能够取代木板材和金属板材,节省能源,保护环境。
[0019]
本发明技术方案的一种阻燃亚克力板材的制备方法有益效果是:制备简单,一体成型,能够消除加强芯板与亚克力板结合部位产生的变形。
附图说明
[0020]
图1为本发明技术方案的一种阻燃亚克力板材截面示意图,
[0021]
图2为本发明技术方案的一种阻燃亚克力板材的俯视图,
[0022]
图3为成型模具结构示意图,
[0023]
图4为进料管结构示意图。
具体实施方式
[0024]
下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
[0025]
如图1和图2所示,本发明技术方案一种阻燃亚克力板材,包括加强芯板20和包裹加强芯板20的亚克力板10,亚克力板10和加强芯板20一体成型。加强芯板20材质为钢板。加强芯板20尺寸小于亚克力板材30尺寸,加强芯板20四周和两侧均一体包裹有亚克力板10。钢板20包括组成网格状的横向筋板21和纵向筋板22,横向筋板21和纵向筋板22焊接连接。
[0026]
基于上述技术方案,提出的亚力克板材具有强度好、不易变形、不易弯曲、不易断裂等优点,改变现有技术中亚克力板仅仅多作为装饰或广告板的作用。本发明中的亚力克板材30能够代替木板材作为建筑材料,能够代替钢板使用,使用范围广。
[0027]
一种阻燃亚克力板材的制备方法,包括以以下步骤:
[0028]
(1)备料,按照阻燃亚克力板原料配比进行备料;阻燃亚克力板原料包括有:甲基丙烯酸甲酯50-60份、碳化硅纤维10-12份、矾土6-8份、氢氧化镁3-5份、聚亚苯基硫醚2-4份、三氧化二锑1-3份、十二硫醇2-4份、硼酸锌1-3份、硬酯酸5-7份、马来酸酐9-11份、磷酸
三(2-氯丙基)酯2-4份、二苯甲酮1-3份、偶氮二异丁腈3-5份、二甲基硅油4-6份环氧大豆油5-7份。
[0029]
(2)原料预热和加热;首先将上述颗粒状原料置于研磨机中进行制粉,然后混合原料甲基丙烯酸甲酯、碳化硅纤维等置于加热箱中进行均匀加热,获得混合浆料,将混合浆料置于挤出成型机中。
[0030]
(3)成型,采用挤出成型机和成型模具对亚克力板和加强芯板一体成型。
[0031]
如图3所示,成型模具包括串接的一级模具和二级模具。一级模具包括第一成型腔1,第一成型腔1厚度小于亚克力板材30厚度,且第一成型腔1的中轴线与加强芯板20中轴线重合。第一成型腔1一端设置有加强芯板进口4,第一成型腔1顶部连接有第一进料口2。浆料由第一进料口2挤入第一成型腔1,通过网格状的加强芯板20,实现对加强芯板20进行包裹,实现亚克力板材半成品的成型。在第一成型腔1中成型的亚克力板材本成品后度小于亚克力板材成品厚度。
[0032]
二级模具设置在第一成型腔1后部,实现对本成品的亚克力板材进行再次成型。二级模具包括与第一成型腔1中轴线重合的第二成型腔6,第二成型腔6厚度与亚力克板材30厚度相适应。第二成型腔6一端与第一成型腔1连通,另一端为亚克力板材出口11。第二成型腔6的上表面和下表面上分别设置有第二进料口7和第三进料口8。
[0033]
第二进料口7前部的第二成型腔6上表面和下表面上分别设置有压槽,压槽上设置压辊9,压辊9由驱动机构驱动实现对进入第二成型腔6内的亚克力板材半成品进行上下挤压,消除加强芯板20与亚克力板10之间因冷却变形的余量。两相对设置的压辊9实现对亚克力板材半成品进行上下挤压,消除亚克力板10在成型经过一级模具成型时,加强芯板20与亚克力板10时间城市的间隙或空气或气孔,提高成型后的亚克力板材30整体的强度,避免亚克力板材30出现变形、断裂等问题。
[0034]
如图3和图4,第二进料口7和第三进料口8上分别设置有进料管12,两进料管12一端均分别设置有进料螺杆15,进料管12外部包括有保温套13,保温套13与进料管12之间设置有加热丝14。加热丝实现对进料管12内的浆料进行加热和保温,避免进料管12内的浆料出现因冷却硬化等问题。经过压辊9挤压的半成品表面会出现一些凹痕等,用过第二进料口7和第三进料口8向第二成型腔6内挤入浆料,在半成品的两表面添加亚力克板,获得亚克力板材。
[0035]
如图3,加强芯板进口4外部设置有加强芯板输送装置5,亚克力板材出口11外部设置有亚克力板材输送装置。第一成型腔1后部设置有一级冷却水套3,一级冷却水套3包裹在第一进料口2后部的第一成型腔1外部。一级冷却水套3实现对亚克力板进行冷却,获得半成品的亚克力板材,此时,亚克力板包裹在加强芯板外部,形成半成品,经过一级冷却水套3进行冷却,获得半成品。第二成型腔6后部设置有二级冷却水套10,二级冷却水套10包裹在第二进料口7后部的第二成型腔6外部。二级冷却水套10对亚克力板材进行冷却,获得最终的亚克力板材。
[0036]
显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips