
 商标分类
商标分类  商标转让
商标转让 
一种超临界二氧化碳发泡材料及其制备方法和应用与流程
 2021-02-02 07:02:25|
2021-02-02 07:02:25| 268|
268| 起点商标网
起点商标网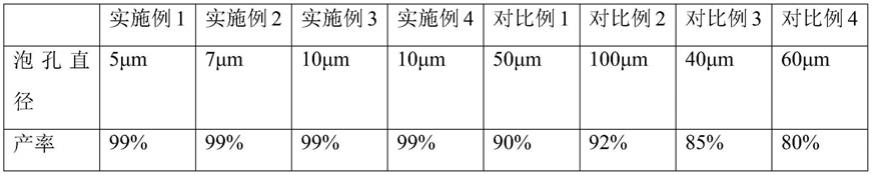
260℃,十二区温度为230℃-260℃。
[0014]
在本发明的一具体实施方式中,双螺杆挤出时,模具温度为220℃-280℃,螺杆转速 30r/min-100r/min。
[0015]
本发明的超临界二氧化碳发泡材料可以用于军工、医疗、航空、船舶、电子、汽车、仪器、电源等领域。比如可以作为军工材料、医疗材料、航空材料、船舶材料、电子材料、汽车材料。
[0016]
本发明的超临界二氧化碳发泡材料的制备方法的工艺流程短、能耗低、产量高,产品直接通过双螺杆挤出机一步成型,比现有技术省了造粒改性的环节。而且经过该制备方法得到的产品质量稳定可靠,具有较高的强度和模量,整个过程只有一次加热成型,产品降解风险小,物理性能得到保障。
具体实施方式
[0017]
实施例1
[0018]
本实施例提供了一种超临界二氧化碳发泡材料,其是通过以下步骤制备得到的。
[0019]
称取80份的pet、1份的超临界二氧化碳发泡剂、0.1份的扩链剂、0.1份的成核剂干燥后投入双螺杆挤出机挤出;
[0020]
待原辅材料塑化后,在双螺杆挤出机套筒上,通过注压设备将二氧化碳发泡剂注入套筒内,随后通过模具制得成品。
[0021]
其中,双螺杆挤出机包括顺次排布的12个温度区,一区温度50℃,二区温度250℃,三区温度260℃,四区温度265℃,五区温度245℃,六区温度270℃,七区温度240℃,八区温度250℃,九区温度255℃,十区温度245℃,十一区温度255℃,十二区温度260℃,模具温度220,螺杆转速60r/min。
[0022]
实施例2
[0023]
本实施例与实施例1基本相同,区别在于:
[0024]
称取100份的pet、10份的超临界二氧化碳发泡剂、4份的扩链剂、10份的成核剂干燥后投入双螺杆挤出机挤出。
[0025]
实施例3
[0026]
本实施例与实施例1基本相同,区别在于:
[0027]
称取90份的pet、5份的超临界二氧化碳发泡剂、2份的扩链剂、5份的成核剂干燥后投入双螺杆挤出机挤出。
[0028]
实施例4
[0029]
本实施例与实施例1基本相同,区别在于:
[0030]
双螺杆挤出机包括顺次排布的12个温度区,一区温度30℃,二区温度240℃,三区温度 260℃,四区温度265℃,五区温度245℃,六区温度270℃,七区温度240℃,八区温度250℃,九区温度255℃,十区温度245℃,十一区温度255℃,十二区温度260℃,模具温度220,螺杆转速100r/min。
[0031]
对比例1
[0032]
本对比例与实施例1基本相同,区别在于:
[0033]
采用环戊烷为发泡剂。
[0034]
对比例2
[0035]
本对比例与实施例1基本相同,区别在于:
[0036]
称取50份的pet、20份的超临界二氧化碳发泡剂、4份的扩链剂、20份的成核剂干燥后投入双螺杆挤出机挤出。
[0037]
对比例3
[0038]
本对比例与实施例1基本相同,区别在于:
[0039]
双螺杆挤出机的温度恒定为260℃。
[0040]
对比例4
[0041]
本对比例与实施例1基本相同,区别在于:
[0042]
双螺杆挤出机的双螺杆挤出机包括顺次排布的12个温度区,一区温度20℃,二区温度 100℃,三区温度300℃,四区温度300℃,五区温度245℃,六区温度290℃,七区温度150℃,八区温度250℃,九区温度300℃,十区温度100℃,十一区温度255℃,十二区温度260℃。
[0043]
将实施例1-实施例4与对比例1-对比例4中的发泡材料进行以下测试。结果如表1所示。
[0044]
表1
[0045][0046]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips