
 商标分类
商标分类  商标转让
商标转让 
一种无卤阻燃材料及其制备方法和应用与流程
 2021-02-02 07:02:04|
2021-02-02 07:02:04| 223|
223| 起点商标网
起点商标网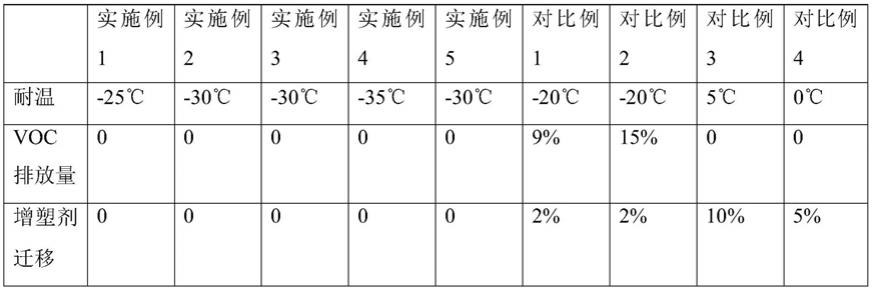
[0001]
本发明涉及一种阻燃材料,尤其涉及一种无卤阻燃材料,属于高分子材料技术领域。
背景技术:
[0002]
近年来全球塑胶地板市场非常火热,在学校、办公楼、工厂、医院、商超、体育馆等场合都可见其身影。其中pvc地板又占据塑胶市场的主导地位,近20多年pvc地板的更新换代,导致目前大量pvc废旧地板等待回收,但由于其回收价值低,污染严重等问题,导致目前大部分老旧pvc地板采取掩埋的方式进行处理,因而造成严重的环境污染问题。
[0003]
现有的pvc地板材料主要有以下几个方法的不足:
[0004]
1.pvc本身含有氯,且配方中有大量的增塑剂。加工过程中有二噁英,极易污染环境,且增塑剂对人体危害案例屡见不鲜。制造流程复杂,工艺流程如下:原料高速搅拌-冷却搅拌-挤出-压延定型,搅拌过程中粉尘污染严重;
[0005]
3.成品增塑剂易迁移,极易造成污染;
[0006]
4.voc排放高;
[0007]
5.低温状态极易破碎,不适合严寒地区使用。
技术实现要素:
[0008]
为了解决上述技术问题,本发明的一个目的在于提供一种无污染、耐低温的可100%回收的地板材料。
[0009]
本发明的另一目的在于提供一种无污染、耐低温的可100%回收的地板材料的制备方法。
[0010]
为了实现上述任一目的,本发明首先提供了一种无卤阻燃材料,该无卤阻燃材料的原料组成包括以下重量份组成:
[0011]
弹性体10份-25份;pe 5份-20份;聚丙烯0.5份-15份;填充料20份-100份;抗氧剂0.3份-1.0份;光稳定剂0.3份-1.0份;色母2份-5份。
[0012]
在本发明的一具体实施方式中,采用的弹性体为poe、epdm、eva、tpe中一种或几种的组合。
[0013]
在本发明的一具体实施方式中,采用的填充料可以为碳酸钙、滑石粉、白炭黑、硫酸钡、氢氧化镁、氢氧化铝中的一种或几种的组合。
[0014]
在本发明的一具体实施方式中,采用的抗氧剂可以为牌号1010、牌号1076和牌号168中的一种或几种的组合。
[0015]
在本发明的一具体实施方式中,采用的光稳定剂可以为牌号ls-622、牌号ls-770、牌号ls-944、牌号ls-783、牌号tinuvin234、牌号tinuvin326、牌号tinuvin328、牌号tinuvin571中的一种或几种的组合。
[0016]
本发明的无卤阻燃材料通过特定的原料组成,使得该无卤阻燃材料耐寒温度最低
可以达到-35℃,而且无污染可以实现100%回收。
[0017]
本发明还提供了一种无卤阻燃材料的制备方法,该制备方法包括以下步骤:
[0018]
将弹性体、pe、聚丙烯、填充料、抗氧剂、光稳定剂和色料投入双螺杆挤出机,通过模具挤出成型,得到无卤阻燃材料。
[0019]
在本发明的一具体实施方式中,双螺杆挤出时,顺次排布的12个温度区,一区温度为160℃-230℃,二区温度为160℃-230℃,三区温度为160℃-230℃,四区温度为160℃-230℃,五区温度为160℃-230℃,六区温度为160℃-230℃,七区温度为160℃-230℃,八区温度为160℃-230℃,九区温度为160℃-230℃,十区温度为160℃-230℃,十一区温度为160℃-230℃,十二区温度为160℃-230℃。
[0020]
在本发明的一具体实施方式中,模具温度160℃-230℃,螺杆转速100r/min-300r/min。
[0021]
本发明又提供了一种地板,该地板含有本发明的上述无卤阻燃材料。
[0022]
在本发明的一具体实施方式中,制备地板时,可以在无卤阻燃材料表面涂覆uv涂层,然后经过固化,得到地板。或者可以根据实际需要,在无卤阻燃材料的表面印刷图案后,在涂覆uv图层。
[0023]
本发明的无卤阻燃材料以及地板的制备方法的工艺流程短、能耗低、产量最高可达每小时20吨产量,产品直接通过双螺杆挤出机一步成型,减少了高速搅拌和冷却搅拌的工艺。
[0024]
由本发明的无卤阻燃材料制备得到的地板,属于tpo型地板,比传统pvc型地板轻20%-50%。
[0025]
本发明的无卤阻燃材料通过各原料的协同作用,由其制备得到的地板可以耐寒-35℃;而且无增塑剂、无卤素,环境友好,可100%回收,零voc排放,无增塑剂迁移;同时产品硬度可以灵活调整,满足不同客户需求。
具体实施方式
[0026]
实施例1
[0027]
本实施例提供了一种地板材料,其是通过以下步骤制备得到的。
[0028]
将弹性体10份、pe 5份、聚丙烯0.5份、填充料20份、抗氧剂0.3份、光稳定剂0.3和色料2份,投入双螺杆挤出机,通过模具挤出成型,得到无卤阻燃材料;
[0029]
在无卤阻燃材料的表面印刷图案后,涂覆uv涂层然后经过固化,得到地板。
[0030]
其中,采用的弹性体为2.5份的poe、2.5份的epdm、2.5份的eva、2.5份的tpe。
[0031]
采用的填充料为10份的碳酸钙和10份白炭黑。
[0032]
双螺杆挤出时,顺次排布的12个温度区,一区温度为200℃,二区温度为200℃,三区温度为210℃,四区温度为220℃,五区温度为220℃,六区温度为230℃,七区温度为225℃,八区温度为230℃,九区温度为220℃,十区温度为220℃,十一区温度为225℃,十二区温度为225℃。
[0033]
模具温度160℃,螺杆转速100r/min。
[0034]
实施例2
[0035]
本实施例与实施例1基本相同,区别在于:
[0036]
弹性体25份、pe 20份、聚丙烯15份、填充料100份、抗氧剂1份、光稳定剂1和色料5份,投入双螺杆挤出机,通过模具挤出成型,得到无卤阻燃材料。
[0037]
其中,采用的弹性体为5份的poe、5份的epdm、5份的eva、10份的tpe。
[0038]
采用的填充料为30份的碳酸钙、60份的滑石粉和10份白炭黑。
[0039]
实施例3
[0040]
本实施例与实施例1基本相同,区别在于:
[0041]
弹性体20份、pe 15份、聚丙烯5份、填充料50份、抗氧剂0.5份、光稳定剂0.5和色料2.5份,投入双螺杆挤出机,通过模具挤出成型,得到无卤阻燃材料。
[0042]
其中,采用的弹性体为5份的poe、5份的epdm、5份的eva、5份的tpe。
[0043]
采用的填充料为20份的碳酸钙、20份的滑石粉和10份白炭黑。
[0044]
实施例4
[0045]
本实施例与实施例3基本相同,区别在于:
[0046]
模具温度200℃,螺杆转速200r/min。
[0047]
实施例5
[0048]
本实施例与实施例4基本相同,区别在于:
[0049]
双螺杆挤出时,顺次排布的12个温度区,一区温度为160℃,二区温度为170℃,三区温度为180℃,四区温度为190℃,五区温度为200℃,六区温度为210℃,七区温度为220℃,八区温度为230℃,九区温度为220℃,十区温度为220℃,十一区温度为225℃,十二区温度为225℃。
[0050]
对比例1
[0051]
本对比例与实施例4基本相同,区别在于:
[0052]
pvc 20份、pe 15份、聚丙烯5份、填充料50份、抗氧剂0.5份、光稳定剂0.5和色料2.5份,投入双螺杆挤出机,通过模具挤出成型,得到无卤阻燃材料。
[0053]
对比例2
[0054]
本对比例与实施例4基本相同,区别在于:
[0055]
pvc 50份、pe 15份、聚丙烯5份、填充料50份、抗氧剂0.5份、光稳定剂0.5和色料2.5份,投入双螺杆挤出机,通过模具挤出成型,得到无卤阻燃材料。
[0056]
对比例3
[0057]
本对比例与实施例4基本相同,区别在于:
[0058]
双螺杆挤出时,固定温度为200℃。
[0059]
对比例4
[0060]
本对比例与实施例4基本相同,区别在于:
[0061]
模具温度300℃,螺杆转速350r/min。
[0062]
将上述实施例1-实施例5以及对比例1-对比例4的地板进行耐低温测试、voc排放量测试,增塑剂迁移测试。结果如表1所示。
[0063]
表1
[0064][0065]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips