
 商标分类
商标分类  商标转让
商标转让 
一种着色改性尼龙粒子及其制备方法与流程
 2021-02-02 06:02:43|
2021-02-02 06:02:43| 379|
379| 起点商标网
起点商标网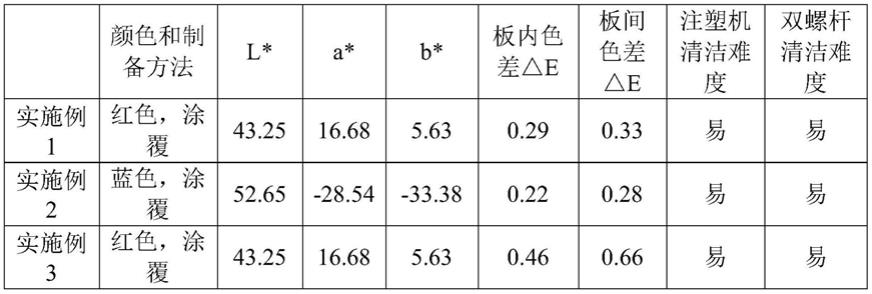
[0001]
本发明涉及材料加工技术领域,特别是涉及一种着色改性尼龙粒子及其制备方法。
背景技术:
[0002]
改性尼龙是一种工程塑料,是以尼龙为基料再加以改变其物理性质而形成的颗粒状产品。改性尼龙大致包括增强尼龙、增韧尼龙、耐磨尼龙、无卤阻燃尼龙、导电尼龙、阻燃尼龙等。改性尼龙在一些应用中需要着色,现有的着色方法通常包括以下几种:(1)母粒法:先将尼龙做成改性粒子,注塑时添加色母粒;但是,当母粒与改性粒子有密度差异时,易产生分层,从而产生颜色差异,色母粒添加量少时,较难分散均匀,均匀性差。(2)色粉外混法:改性粒子加上色粉,混匀后注塑。缺点是粘附的色粉易脱落,混合时粉尘污染较大,对混料罐、料斗等接触面污染较大,难以清洁,且有些色粉分散性差,难以在注塑机中达到充分分散,着色效率低。(3)全造粒法:在尼龙改性时,改性配方中加上色粉,其产品颜色均匀,但改性造粒机台颜色切换麻烦,螺杆清理废料多,在一些需要高剪切的改性品种中,色粉降解,挥发的损失大,颜色不稳定,着色力下降。
技术实现要素:
[0003]
基于此,有必要针对现有的改性尼龙着色存在的易脱落、均匀性差的问题,提供一种着色改性尼龙粒子及其制备方法。
[0004]
一种着色改性尼龙粒子的制备方法,包括以下步骤:
[0005]
s1、将尼龙与着色剂混合,熔融分散,挤出造粒,得到单色粒子;
[0006]
s2、将单色粒子熔融,经熔体泵计量,挤出;
[0007]
s3、将尼龙熔融共混改性,并挤出成带条;
[0008]
s4、将步骤s2中挤出的熔体涂覆在步骤s3的带条表面,冷却,切粒,即得着色改性尼龙粒子。
[0009]
上述制备方法,将单色粒子进行熔融,并在熔体状态将其涂覆于改性尼龙带条的表面,单色粒子和改性尼龙的相容性好,密度差异较小,涂覆的着色层与带条很好地结合,减少颜料在改性过程中的降解,着色效率高,冷却成型后产品颜色均匀,着色层不易脱落;能有效防止混合色母粒注塑时,因色母粒与被着色改性粒子密度不同造成分层而产生的不均匀的问题。而且,本发明的方法颜色切换方便,改性造粒设备容易清洁,简单易操作,可实现连续性生产。
[0010]
在其中一个实施例中,所述步骤s1中的原料还包括助剂,所述助剂选自:抗氧剂、分散剂中的一种或两种。所述抗氧剂选自:亚磷酸酯类抗氧剂、受阻胺类抗氧剂中的一种或多种。所述分散剂选自:聚乙烯蜡、金属皂、褐煤蜡、蜡状聚合物、聚酰胺蜡、超分散剂、树枝状聚酰胺。本发明的着色改性尼龙粒子的制备原料中可不添加助剂,也可以根据性能需求添加相应助剂。
[0011]
在其中一个实施例中,所述步骤s1中的尼龙选自:尼龙6、尼龙66、尼龙6/66共聚物中的一种或两种以上。
[0012]
在其中一个实施例中,所述尼龙的相对粘度为1.7~2.8。优选地,相对粘度为1.7~2.5。粘度太低流性太好,不易分散和切粒,粘度太高测流动性差,涂覆时涂覆量不均匀。
[0013]
在其中一个实施例中,所述步骤s1中的着色剂选自:c.i.颜料黄150(cas no.68511-62-6)、c.i.颜料黄192(cas no.56279-27-7)、c.i.溶剂橙60(cas no.6925-69-5)、c.i.颜料橙68(cas no.42844-93-9)、c.i.颜料红122(cas no.16043-40-6)、c.i.颜料红149(cas no.4948-15-6)、c.i.颜料红179(cas no.5521-31-3)、c.i.颜料红202(casno.3089-17-6)、c.i.颜料紫23(cas no.6358-30-1)、c.i.溶剂蓝132(cas no.110157-96-5)、c.i.溶剂蓝104(cas no.116-75-6)、c.i.颜料蓝15:1(cas no.12239-87-1)、c.i.颜料蓝15:3(cas no.147-14-8)、c.i.颜料绿7(cas no.1328-53-6)中的任一种。
[0014]
在其中一个实施例中,所述步骤s1中,所述尼龙和所述着色剂混合质量比为100:(0.1~30)。
[0015]
在其中一个实施例中,所述步骤s3中的尼龙共混改性方法包括增强、增韧、阻燃、填充中的任一种。
[0016]
在其中一个实施例中,所述改性尼龙的尼龙基料选自:尼龙6(即聚酰胺6或pa6),尼龙66(即聚酰胺66或pa66),尼龙56,尼龙612中的一种或两种以上。
[0017]
在其中一个实施例中,所述步骤s1具体为:将尼龙与着色剂按比例混合,220~280℃下通过双螺杆挤出机熔融分散,停留时间0.5~2min,挤出造粒,得到单色粒子。
[0018]
在其中一个实施例中,所述步骤s2具体为:将单色粒子置于单螺杆挤出机中,220~280℃下熔融,经熔体泵计量,挤出。
[0019]
在其中一个实施例中,所述步骤s3具体为:将尼龙及改性添加剂经计量后加入双螺杆挤出机中,220~300℃下熔融分散,挤出成条。
[0020]
在其中一个实施例中,所述步骤s4具体为:用涂覆模头将步骤s2中挤出的熔体涂覆在步骤s3的带条表面,再经水冷,切粒,即得着色改性尼龙粒子。
[0021]
在其中一个实施例中,步骤2中熔体挤出的速度与步骤3中带条挤出的速度之比为0.001~0.05:1。单色粒子熔体挤出速度低于0.005则挤出量太少,挤出不均匀,粘附不均匀,高于0.05,对材料性能影响较大。
[0022]
本发明还提供一种采用上述制备方法得到的着色改性尼龙粒子。该着色改性尼龙粒子着色均匀,着色效率高,着色层不易脱落。
[0023]
本发明还提供一种改性尼龙在线配色系统,包括至少一个双螺杆挤出机和若干个单螺杆挤出机,所述单螺杆挤出机的涂覆模头朝向所述双螺杆挤出机的熔体出口;
[0024]
所述双螺杆挤出机用于熔融改性尼龙并挤出成带条,所述单螺杆用于熔融单色粒子并将熔体涂覆于所述带条的表面。
[0025]
上述在线配色系统,可以在不同的单螺杆挤出机中装上不同颜色的单色粒子,可以挤出不同颜色的熔体,当产品需要什么颜色就可以开启相应的单螺杆挤出机,可实现多种颜色在线配色,无需频繁更换注塑机,也不需要频繁清理螺杆中的废料,节约时间,节省人力,降低生产成本。
[0026]
与现有技术相比,本发明具有以下有益效果:
[0027]
本发明的制备方法,将单色粒子进行熔融,并在熔体状态将其涂覆于改性尼龙带条的表面,单色粒子和改性尼龙的相容性好,密度差异较小,涂覆的着色层与带条很好地结合,减少颜料在改性过程中的降解量,着色效率高,冷却成型后产品颜色均匀,着色层不易脱落;能有效防止混合色母粒注塑时,因色母粒与被着色改性粒子密度不同造成分层而产生的不均匀的问题。而且,该制备方法颜色切换方便,改性造粒设备容易清洁,简单易操作,可实现连续性生产。
[0028]
本发明的着色改性尼龙粒子,着色均匀,特别是低添加量,板间色差低于0.5;可快速变换颜色,只需要清理量小的涂覆螺杆,不需要清理主螺杆,减少大量过渡料浪费。
具体实施方式
[0029]
为了便于理解本发明,下面将结合较佳的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
[0030]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
[0031]
以下实施例中的着色剂c.i.颜料红149(cas no.4948-15-6)和c.i.溶剂蓝132(cas no.110157-96-5)均为市售产品。
[0032]
实施例1
[0033]
一种红色改性尼龙粒子,通过以下方法制备方法得到:
[0034]
(1)将pa6(相对粘度2.4)与c.i.颜料红149着按质量比100:1混合,230~250℃熔融,挤出造粒,得到色母粒a;
[0035]
(2)将70wt%尼龙6(相对粘度2.4)和30wt%玻纤混合,经230~270℃熔融,挤出得到30%玻纤增强尼龙6,挤出速度为250公斤每小时;
[0036]
(3)取色母粒a置于单螺杆挤出机中,230~250℃熔融,经熔体泵计量,挤出,挤出速度为2.5公斤每小时;
[0037]
(4)将(3)中挤出的熔体涂覆在(2)的带条表面,经水冷,切粒,即得。
[0038]
实施例2
[0039]
一种蓝色改性尼龙粒子,通过以下方法制备方法得到:
[0040]
(1)将pa6(相对粘度2.8)与c.i剂蓝132按质量比100:1混合,230~250℃熔融,挤出造粒,得到色母粒b;
[0041]
(2)将(2)将70wt%尼龙6(相对粘度2.8)和30wt%玻纤混合,经230~280℃熔融,挤出得到30%玻纤增强尼龙6,挤出速度为200公斤每小时;
[0042]
(3)取色母粒b置于单螺杆挤出机中,230~250℃熔融,经熔体泵计量,挤出,挤出速度为2公斤/小时;
[0043]
(4)将(3)中挤出的熔体涂覆在(2)的带条表面,经水冷,切粒,即得。
[0044]
实施例3
[0045]
一种红色改性尼龙,与实施例1的区别在于,步骤(1)中的pa6的相对粘度为1.5,步骤(2)中的pa6的相对粘度为2.4。
[0046]
实施例4
[0047]
一种红色改性尼龙粒子,与实施例1的区别在于,步骤(1)中的pa6的相对粘度为3.0,步骤(2)中的pa6的相对粘度为2.4。
[0048]
对比例1
[0049]
一种着色改性尼龙,通过外混着色剂注塑得到:
[0050]
(1)将70wt%尼龙6(相对粘度2.4)和30wt%玻纤混合,经230~280℃熔融,挤出,挤出速度为250公斤每小时,经冷却,切粒,得到30wt%玻纤增强尼龙6粒子;
[0051]
(2)取2公斤上述30wt%玻纤增强尼龙6粒子,加入0.02g的c.i.颜料红149粉体,搅拌混合2min,得着色粒子。
[0052]
对比例2
[0053]
一种着色改性尼龙,通过外混母粒注塑得到:
[0054]
(1)将70wt%尼龙6(相对粘度2.4)和30wt%玻纤混合,经230~280℃熔融,挤出,挤出速度为250公斤每小时,经冷却,切粒,得到30%玻纤增强尼龙6粒子;
[0055]
(2)取2公斤上述30%玻纤增强尼龙6粒子,加入2g的色母粒a,搅拌混合2min,得着色粒子。
[0056]
对比例3
[0057]
一种着色改性尼龙,通过全着色注塑得到:
[0058]
(1)将69.99wt%尼龙6(相对粘度2.4)与0.01wt%c.i.颜料红149和30wt%玻纤混合,经230~280度熔融,挤出,挤出速度为250公斤每小时,经冷却,切粒,得到30%玻纤增强尼龙6增强粒子;
[0059]
(2)干燥,得着色粒子。
[0060]
对比例4
[0061]
一种着色改性尼龙,通过外混着色剂注塑得到:
[0062]
(1)将70wt%尼龙6(相对粘度2.4)和30wt%玻纤混合,经230~280℃熔融,挤出,挤出速度为250公斤每小时,经冷却,切粒,得到30wt%玻纤增强尼龙6粒子;
[0063]
(2)取2公斤上述30wt%玻纤增强尼龙6粒子,加入0.2g的c.i.溶剂蓝132粉体,搅拌混合2min,得着色粒子。
[0064]
对比例5
[0065]
一种着色改性尼龙,通过外混母粒注塑得到:
[0066]
(1)将70wt%尼龙6(相对粘度2.4)和30wt%玻纤混合,经230~280℃熔融,挤出,挤出速度为250公斤每小时,经冷却,切粒,得到30%玻纤增强尼龙6粒子;
[0067]
(2)取2公斤上述30%玻纤增强尼龙6粒子,加入20g的色母粒b,搅拌混合2min,得着色粒子。
[0068]
对比例6
[0069]
一种着色改性尼龙,通过全着色注塑得到:
[0070]
(1)将69.99wt%尼龙6(相对粘度2.4)与0.01wt%c.i溶剂蓝132和30wt%玻纤混合,经230~280℃熔融混合,挤出得到30%玻纤增强尼龙6,挤出速度为250公斤每小时,经冷却,切粒,得到30%玻纤增强尼龙6粒子;
[0071]
(2)干燥,得着色粒子。
[0072]
试验例
[0073]
以上粒子265℃注塑成2mm厚平板,对实施例和对比例的产品进行板内色差和板间色差测试,测色仪器为爱色丽ci7800,光源d65,每例测4块板,每块测试左上、右上、左下、右下4个点,4个点的最大色差为板内色差
△
e,取平均值,对比4块板的平均色值,取最大色差为板间色差
△
e,测试结果如表1所示。
[0074]
表1实施例和对比例产品和制备方法对比
[0075][0076][0077]
注:l*指白度值,a*指绿红值,b*指蓝黄值。
[0078]
从上表可以看出,本发明实施例1-2的方法可以减少颜料在改性过程中降解,着色效率高,着色均匀,特别是低添加量,板间色差低于0.5。着色过程中快速变换颜色,只需要清理量小的涂覆螺杆,不需要清理主螺杆,减少大量过渡料浪费。实施例3-4中,由于选择的尼龙的相对粘度的问题,导致板间色差偏大(大于0.5)。对比例1-6得到的产品都有一定的缺陷,例如板间色差较大,注塑机或双螺杆清洁难度大等问题。
[0079]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实
施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0080]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips