
 商标分类
商标分类  商标转让
商标转让 
一种滑石粉填充PC/PBT合金材料及其制备方法与流程
 2021-02-02 06:02:37|
2021-02-02 06:02:37| 303|
303| 起点商标网
起点商标网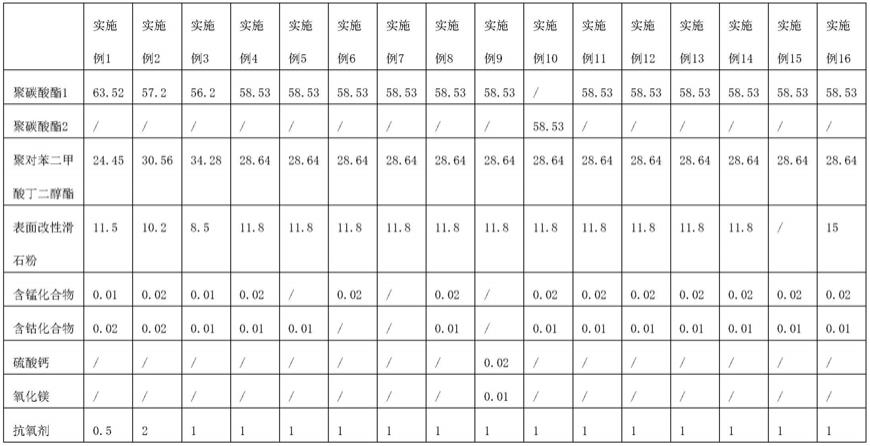
一种滑石粉填充pc/pbt合金材料及其制备方法
技术领域
[0001]
本发明属于高分子聚合物领域,特别涉及一种滑石粉填充pc/pbt合金材料及其制备方法。
背景技术:
[0002]
聚碳酸酯(pc)是分子链中含有碳酸酯基团((-o-c=o)-o-)的高分子聚合物,一般是多元酚与光气(碳酰氯)反应得到的。根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。聚碳酸酯是性能优异的工程塑料,如热稳定性、良好的电性质和高的冲击强度,这使得它广泛应用于商业和工业中,特别是广泛应用于汽车领域中。但其加工流动性较差、不耐有机溶剂,且耐环境应力开裂性差。
[0003]
聚对苯二甲酸二醇酯(pbt)是结晶性塑料,具有优异的化学稳定性、电绝缘性和加工性,但物理机械性能较差。将pc和pbt两种材料制备成合金共混物,保留了两种的优点,同时又克服了本身各自的缺点。在合金中添加一定用量的无机填充物例如滑石粉,还可明显提升合金的耐热性、尺寸稳定性等。
[0004]
滑石粉填充聚碳酸酯(pc)/聚对苯二甲酸二醇酯(pbt)合金是一种综合了pc、pbt 和滑石粉三种材料优势的合金材料,但由于pc和pbt之间容易发生酯交换反应、滑石粉的表面碱性对pc容易产生负面影响,所以这种合金材料虽然在物理机械性能和耐热性等方面比较优异,但受共混加工工艺的影响显著,且在后续注塑过程中不稳定,表现为热滞留后性能下降、外观变差等现象。
技术实现要素:
[0005]
本发明的目的是提供一种滑石粉填充pc/pbt合金材料,其机械性能良好,特别是热滞留后的机械性能良好,外观良好。
[0006]
有必要地,本发明还提供了上述滑石粉填充pc/pbt合金材料的制备方法。
[0007]
一种滑石粉填充pc/pbt合金材料,包括以下成分:
[0008]
聚碳酸酯;
[0009]
聚对苯二甲酸丁二醇酯;
[0010]
表面改性滑石粉;
[0011]
含锰化合物;
[0012]
含钴化合物;
[0013]
其它助剂。
[0014]
优选地,所述的滑石粉填充pc/pbt合金材料,按其重量份百分比包括以下成分:
[0015]
重量百分比为56.2-63.52%的聚碳酸酯;
[0016]
重量百分比为24.45-34.28%的聚对苯二甲酸丁二醇酯;
[0017]
重量百分比为8.5-11.8%的表面改性滑石粉;
[0018]
重量百分比为0.01-0.02%的含锰化合物;
[0019]
重量百分比为0.01-0.02%的含钴化合物;
[0020]
重量百分比为0.5-2%的其它助剂。
[0021]
优选的,上述成分的重量百分比之和为100%。
[0022]
优选地,所述的滑石粉填充pc/pbt合金材料,按其重量份百分比包括以下成分:
[0023]
重量百分比为58.53%的聚碳酸酯;
[0024]
重量百分比为28.64%的聚对苯二甲酸丁二醇酯;
[0025]
重量百分比为11.8%的表面改性滑石粉;
[0026]
重量百分比为0.02%的含锰化合物;
[0027]
重量百分比为0.01%的含钴化合物;
[0028]
重量百分比为1%的其它助剂。
[0029]
其中,所述聚碳酸酯的熔融指数为10-12g/10min,测试标准gb/t3682.1-2018,测试条件300℃/1.2kg。
[0030]
其中,所述聚对苯二甲酸丁二醇酯粘度为0.8-1.35dl/g,粘度测试标准为 gb/t1632.1-2008。
[0031]
其中,所述表面改性滑石粉由以下方法制得:
[0032]
将滑石粉与表面处理剂以60:0.3-60:0.8的质量比混合,在温度100℃,150-200转/ 分钟的搅拌速度下,处理45-60分钟,得到表面改性滑石粉。
[0033]
优选地,所述表面改性滑石粉由以下方法制得:将滑石粉与表面处理剂以60:0.5的质量比混合,在温度100℃,150-200转/分钟的搅拌速度下,处理45-60分钟,得到表面改性滑石粉。
[0034]
优选地,所述表面处理剂为月桂酸多元醇酯和硅烷偶联剂的混合物;优选地,月桂酸多元醇酯和硅烷偶联剂的重量比为1:(0.8-1.2),更优选地,月桂酸多元醇酯和硅烷偶联剂的重量比为1:1;
[0035]
优选地,所述硅烷偶联剂为缩水甘油迷氧基丙基三甲氧基硅烷,所述月桂酸多元醇酯是单月桂酸丙三醇酯或单月桂酸三羟甲基丙烷酯。
[0036]
优选地,所述含锰化合物是氧化锰或硫酸锰。
[0037]
优选地,所述含钴化合物是氧化钴或硫酸钴。
[0038]
优选地,所述滑石粉的平均粒径为2μm。
[0039]
所述其它助剂选自抗氧化剂、阻燃剂、热稳定剂、抗冲击改性剂、光稳定剂、颜料等中的一种或多种。
[0040]
所述抗氧化剂可以是本领域常用的抗氧化剂,可选自四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(抗氧剂1010)、三[2.4-二叔丁基苯基]亚磷酸酯(抗氧剂168)、 n,n'-双-(3-(3,5-二叔丁基-4-羟基苯基)丙酰基)己二胺(抗氧剂1098)中的一种或多种。
[0041]
所述颜料可以选自市售常用的颜料,可以选自无机颜料或有机颜料。
[0042]
一种如上所述的滑石粉填充pc/pbt合金材料的制备方法:
[0043]
将滑石粉与表面处理剂以60:(0.3-0.8)的质量比混合,在温度100℃,150-200转/ 分钟的搅拌速度下,处理45-60分钟,得到表面改性滑石粉;
[0044]
按重量百分比称取聚碳酸酯、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将含锰化合物、含钴化合物、表面改性滑石粉和
其它助剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料。
[0045]
优选地,所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220-240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度230-250℃,八区温度230-250℃,主机转速300-400转/分钟;双螺杆挤出机的长径比为36:1。
[0046]
相较于现有技术,本发明制备的滑石粉填充pc/pbt合金材料,主要由聚碳酸酯、聚对苯二甲酸丁二醇酯、由特定粒度的滑石粉改性制得的表面改性滑石粉,以及特定比例的含锰化合物、含钴化合物通过双螺杆挤出机制得。锰和钴元素都属于过渡金属的第一过渡系元素,具有较强的活性,具有未充满的价层d轨道,性质与其他元素有明显差别。过渡金属由于电子构型中有不少单电子且较容易失去,所以这些金属都有可变价态,从而很容易和别的化合物基团形成络合物。含锰化合物和含钴化合物是典型的过渡金属物质,和滑石粉表面基团可形成络合物,并且可能减少聚酯的端基数量,降低滑石粉对聚酯的负面影响、减少酯交换反应程度。从而使制得滑石粉填充pc/pbt合金材料,其机械性能良好,特别是热滞留后的机械性能良好,外观良好,可以广泛用于汽车制备领域中。
具体实施方式
[0047]
为了使本技术领域的人员更好地理解本发明方案,下面结合具体实施方式对本发明作进一步的详细说明。
[0048]
实施例和对比例原料说明:
[0049]
聚碳酸酯1(pc):三菱化学公司,熔融指数为10-12g/10min,测试标准gb/t3682.1-2018,测试条件300℃/1.2kg;
[0050]
聚碳酸酯2(pc):三菱化学公司,熔融指数为2-4g/10min,测试标准gb/t3682..1-2018,测试条件300℃/1.2kg;
[0051]
pbt:我国台湾长春公司,1.00dl/g,测试标准gb/t1632.1-2008;
[0052]
滑石粉a:r7,平均粒径2μm,益瑞石公司;
[0053]
滑石粉b:tyt-8875b,平均粒径8μm,海城添源化工有限公司;
[0054]
硫酸锰:市售;
[0055]
硫酸钴:市售;
[0056]
氧化钴:市售;
[0057]
氧化锰:市售;
[0058]
单月桂酸丙三醇酯:月桂酸单甘油酯,市售;
[0059]
硅烷偶联剂:氨丙基三乙氧基硅烷(kh550),市售;
[0060]
抗氧剂:三[2.4-二叔丁基苯基]亚磷酸酯,市售。
[0061]
其余原料来源市售。
[0062]
实施例1
[0063]
按以下方法制备pc/pbt合金:
[0064]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩
水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0065]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将氧化锰、氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0066]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速400转/分钟;双螺杆挤出机的长径比为36:1。
[0067]
实施例2
[0068]
按以下方法制备pc/pbt合金:
[0069]
将滑石粉a与表面处理剂以60:0.3的质量比混合,在温度100℃,150转/分钟的搅拌速度下,处理60分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:0.8的质量比进行混合得到;
[0070]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、硫酸钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0071]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0072]
实施例3
[0073]
按以下方法制备pc/pbt合金:
[0074]
将滑石粉a与表面处理剂以60:0.8的质量比混合,在温度100℃,150转/分钟的搅拌速度下,处理50分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1.2的质量比进行混合得到;
[0075]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将氧化锰、硫酸钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0076]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速400转/分钟;双螺杆挤出机的长径比为36:1。
[0077]
实施例4
[0078]
按以下方法制备pc/pbt合金:
[0079]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0080]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、氧化钴、表面改性滑石粉
和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0081]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0082]
实施例5
[0083]
按以下方法制备pc/pbt合金:
[0084]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0085]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt合金材料;
[0086]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0087]
实施例6
[0088]
按以下方法制备pc/pbt合金:
[0089]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0090]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将氧化锰、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt合金材料;
[0091]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0092]
实施例7
[0093]
按以下方法制备pc/pbt合金:
[0094]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0095]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt合金材料;
[0096]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250
℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0097]
实施例8
[0098]
按以下方法制备pc/pbt合金:
[0099]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0100]
称取58.53重量份的聚碳酸酯1、28.64重量份的聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将0.02重量份硫酸钙、0.01重量份氧化镁、11.8重量份表面改性滑石粉和1重量份抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt合金材料;
[0101]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0102]
实施例9
[0103]
按以下方法制备pc/pbt合金:
[0104]
将滑石粉b与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0105]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0106]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0107]
实施例10
[0108]
按以下方法制备pc/pbt合金:
[0109]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0110]
按表1所示的重量百分比称取聚碳酸酯2、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0111]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0112]
实施例11
[0113]
按以下方法制备pc/pbt合金:
[0114]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0115]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯、硫酸锰、氧化钴和抗氧剂在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt合金材料;
[0116]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0117]
实施例12
[0118]
按以下方法制备pc/pbt合金:
[0119]
将滑石粉a与表面处理剂以60:0.5的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0120]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0121]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速500转/分钟;双螺杆挤出机的长径比为36:1。
[0122]
实施例13
[0123]
按以下方法制备pc/pbt合金:
[0124]
将滑石粉a与表面处理剂以60:0.1的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0125]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0126]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0127]
实施例14
[0128]
按以下方法制备pc/pbt合金:
[0129]
将滑石粉a与表面处理剂以60:2的质量比混合,在温度100℃,200转/分钟的搅拌速度下,处理45分钟,得到表面改性滑石粉,其中,表面处理剂由单月桂酸丙三醇酯和缩水甘油迷氧基丙基三甲氧基硅烷以1:1的质量比进行混合得到;
[0130]
按表1所示的重量百分比称取聚碳酸酯1、聚对苯二甲酸丁二醇酯在高混机里混合
3min,混合均匀后在第一段处加入双螺杆挤出机;然后将硫酸锰、氧化钴、表面改性滑石粉和抗氧剂在双螺杆的第三段侧喂料口加入;经过熔融挤出,造粒干燥,即得滑石粉填充pc/pbt 合金材料;
[0131]
所述熔融挤出的条件为:一区温度220-230℃,二区温度220-230℃,三区温度220
ꢀ-
240℃,四区温度220-240℃,五区温度230-250℃,六区温度230-250℃,七区温度 230-250℃,八区温度230-250℃,主机转速300转/分钟;双螺杆挤出机的长径比为36:1。
[0132]
表1实施例制备pc/pbt合金的原料配比(单位:重量份)
[0133][0134]
将实施例制得的pc/pbt合金进行以下性能测试,并将测试结果列于表2中:
[0135]
热滞留条件:注塑机温度升至270℃,材料加入注塑机中,在此温度下停留30分钟,然后注塑出拉伸强度、弯曲强度、缺口冲击强度样条,按iso标准进行测试。另外注塑 100mm*100mm*2mm的方形板,观察表面缺陷来评价热滞留对外观的影响,统计包括银纹、气痕、料花等非正常区域面积占比并以“热滞留缺陷面积比”来表征,该值越小则表明材料的热滞留性能越好。
[0136]
热滞留后拉伸强度:iso 527-1-2012,试验速率50mm/min
[0137]
热滞留后弯曲强度:iso 178-1-2010,试验速率2mm/min
[0138]
热滞留后悬臂梁缺口冲击强度:iso 180-2001,悬臂梁;
[0139]
表2pc/pbt合金性能测试表
[0140]
[0141]
数据表明,本发明实施例1-4制得的pc/pbt合金,在特定粒度的滑石粉和特定配比的含锰化合物和含钴化合物的共同改性下,得到的产物,其机械性能良好,特别是热滞留后的机械性能良好,外观良好,可以广泛用于汽车制备领域。
[0142]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips