
 商标分类
商标分类  商标转让
商标转让 
用于生产一种或多种烯烃和一种或多种羧酸的方法和系统与流程
 2021-02-02 05:02:28|
2021-02-02 05:02:28| 322|
322| 起点商标网
起点商标网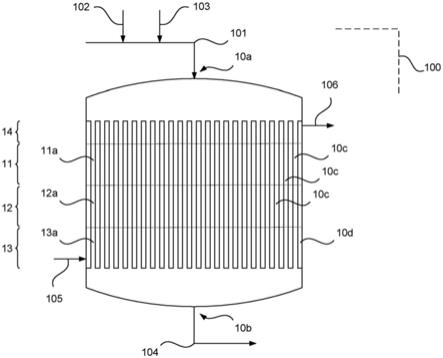
[0001]
本发明涉及根据独立权利要求的前序部分的一种用于生产一种或多种烯烃和一种或多种羧酸的方法以及一种对应的系统。
背景技术:
[0002]
具有二至四个碳原子的链烷烃的氧化脱氢(odh)通常是已知的。在odh的情况下,所述链烷烃与氧反应,尤其得到相应的烯烃和水。
[0003]
相对于更成熟的用于制备烯烃的方法如蒸汽裂化或催化脱氢,odh可能是有利的。由于所涉及的反应的放热性和几乎不可逆的水形成,所以没有热力学平衡限制。odh可以在相对较低的反应温度下进行。原则上,不需要所使用催化剂的再生,因为氧气的存在能够实现原位再生。最终,与蒸汽裂化相反,形成了较少量的无价值副产物如焦炭。
[0004]
关于odh的进一步细节,参考相关的技术文献,例如ivars,f.和l
ó
pez nieto,j.m.,light alkanes oxidation:targets reached and current challenges(轻质链烷烃氧化:已达到的目标和当前的挑战),在:duprez,d.和cavani,f.(编辑),handbook of advanced methods and processes in oxidation catalysis:from laboratory to industry(氧化催化中的高级方法和工艺手册:从实验室到工业),伦敦2014年:imperial college press(帝国学院出版社),第767
–
834页中,或c.a.等人,oxidative dehydrogenation of ethane:common principles and mechanistic aspects(乙烷的氧化脱氢:通用原理和机理方面),chemcatchem,第5卷,第11期,2013年,第3196至3217页。
[0005]
wo 2017/144584 a1公开了一种用于odh的反应器,其中存在两个反应区。使用两个分开的冷却剂回路,并且在反应区中存在不同的催化剂。
[0006]
在odh的情况下,特别是当movnbteox催化剂在工业相关的反应条件下使用时,作为副产物形成显著大量的所使用链烷烃的相应羧酸。在这方面,同样参考相关的技术文献,如li,x.和iglesia e.,kinetics and mechanism of ethane oxidation to acetic acid on catalysts based on mo-v-nb oxides(在基于mo-v-nb氧化物的催化剂上乙烷氧化为乙酸的动力学和机理),j.phys.chem.c,第112卷,2008年,第15001至15008页。为了经济的系统操作,使用所描述的催化剂类型的烯烃和相应羧酸的对应联产通常是不可避免的。这尤其适用于通过乙烷的odh(odh-e)来制备乙烯,其中同时形成乙酸,而且对于以下更详细说明的其他情况也是如此。
[0007]
在工业实践中,通常认为联产方法吸引力较小,因为它们总是涉及有限的生产灵活性。为了使这样的方法具有吸引力,必须为操作员提供易于控制、灵活的系统,以使产物分布最简单地可能适配实际和/或经济上合理的需求。在某些情况下,在对应的工艺中可能期望将产物分布朝着所形成的产物中的一种的方向移动,例如在odh-e的情况下朝着乙烯的方向移动,特别是在对于相应产物有更好适销性(更大的市场容量)的情况下。此外,由于要处理的气体量较小,为了减少投资和运营成本,期望对所需产物的最高可能选择性和试剂的最大转化率。本发明致力于此目的。
技术实现要素:
[0008]
在这种背景下,本发明提出具有独立专利权利要求的特征的一种用于生产一种或多种烯烃和一种或多种羧酸的方法以及一种对应的系统。实施方案是从属权利要求和以下描述的主题。
[0009]
在本文所用的语言表达中,材料、气体混合物等的物流可以富含或贫含一种或多种组分,其中术语“富含”可以表示至少95%、96%、97%、98%、99%、99.5%、99.9%或99.99%的含量并且术语“贫含”可以表示至多5%、4%、3%、2%、1%、0.5%、0.1%或0.01%的含量(按摩尔、重量或体积计)。当指定了多个组分时,规格“富含”或“贫含”是指所有组分的总和。例如,如果提到“氧气”或“乙烷”,则其可以是纯净气体,但也可以是富含相应组分的混合物。
[0010]
在下文中,术语“压力水平”和“温度水平”用于表征压力和温度,这意味着压力和温度不必须以精确的压力或温度值的形式使用。例如,压力水平或温度水平可以比平均值高或低
±
1%、5%、10%、20%或50%。多个压力和温度水平可以表示不相交的或重叠的区域。例如,当由于管线损耗或冷却导致压力和温度降低时,也可以存在相同的压力或温度水平。这里以巴表示的压力水平是绝对压力。
[0011]
发明优点
[0012]
如所提及的,对于经济的系统操作,当在odh(特别是odh-e)中使用所述催化剂类型时,乙烯和乙酸的联产通常是不可避免的,尽管在工业实践中,通常认为联产方法吸引力较小。灵活的催化工艺的实施方案具有挑战性,尤其是如果它是放热的过程,如odh,特别是odh-e。在这种情况下,必须始终防止热通过的风险,这在一定程度上严重限制了操作参数的调节。此外,催化工艺包括彼此相互影响的多个部分反应。因此,通常极难确定可靠地描述反应并且适合作为工艺控制的合适工艺变量。这同样适用于反应器设计和所使用的一种催化剂或多种催化剂的设计。
[0013]
在下文中,如果以简化的术语提及乙烯和乙酸的生产,则在根据本发明的方法的上下文中,特别是当使用除了乙烷还含有更高级链烷烃的对应进料时,这不排除还可以形成更高级烯烃和羧酸的可能性。尽管在蒸汽裂化期间,例如,也可以由较重质链烷烃形成轻质烯烃,例如由丙烷形成乙烯,但是这在odh,尤其是odh-e下不一定是这种情况。例如,丙烷在这里主要转化为丙烯和丙烯酸(acrylic acid)(丙烯酸(propenoic acid)),而不是乙烯。然而,也可能发生进一步的反应而得到较轻质产物,例如通过消除二氧化碳来转化丙烯酸而得到乙烯,然后其进一步反应而形成乙酸。对应的反应例如在naumann d
’
alnoncourt,l.-i.等人,journal of catalysis(催化杂志),第311卷,第369至385页中描述。如果这里的主题是“烯烃和羧酸的生产”,则烯烃和羧酸可以具有相同或不同的碳原子数,即使它们仅由一种反应物形成。本发明还明确地不排除多种不同的烯烃和/或羧酸可以由一种或多种不同的反应物形成的可能性。
[0014]
odh中形成的羧酸典型地与水一起从在odh中形成的工艺气体流中分离出来。如果使用不同链长度的链烷烃,则获得不同羧酸的水溶液。如果不期望这样并且不期望同时形成更高级烯烃,则反应进料也可以以不含有任何更高级链烷烃的方式形成,例如借助于在上游提供的分离进行。本发明特别适合于与odh-e结合使用,但也适用于通过对应的较长链(较重质,更高级),特别是直链的链烷烃的odh来生产更高级烯烃和羧酸。
[0015]
在实际大小的常规反应器中,可以在odh-e中确定乙烷转化率的实际限制,例如在40%至45%。转化率的进一步提高导致副产物如碳氧化物(cox)的损失迅速增加,并且因此也增加了热通量的风险。同时,发现在odh-e中乙烯与乙酸的产物比取决于在反应器出口处的工艺气体中的水分压。水分压又在很大程度上取决于反应进料中的水含量以及反应转化率。所期望的乙烷转化率增加将导致在反应器出口处的较高水分压,并且因此不可避免地导致产物分布朝着乙酸的方向移动。另外,已发现,对于用于odh-e的反应器的连续操作,必需在反应进料中保持最小的水稀释度,因为否则会发生在活性并因此催化剂性能方面的严重随时间降低。
[0016]
本发明基于这样的洞察结果,即上述问题可以至少部分地通过使用具有多个反应区的反应器来解决。在本发明的上下文中,在多个反应区内,温度影响在不同程度上发生,具体地以使得在反应器中总体上保持最低反应温度的方式,或者确保反应温度在反应器出口的方向上不下降到预定值以下的方式发生。这通过在各个反应区中选择性地影响温度,即在不同程度上影响温度来实现。在本发明的上下文中,在多个反应区中“在不同程度上影响温度”应理解为是指在反应区的至少一个中,以偏离在其他反应区中的至少一个中的温度影响的方式来影响温度。
[0017]
原则上,在本发明的上下文中,“影响温度”可以包括加热或冷却对应的反应区。加热程度可以特别地通过在对应的反应区中调节每空间单位的催化剂负载量(loading)和/或催化剂活性来设定。由于在每空间单位的较高的催化剂负载量和/或催化剂活性下,在每种情况下释放的热量对应地增加(即,温度在更大程度上被影响),因此可以通过每空间单位的较高的催化剂负载量和/或催化剂活性来对应地提高反应温度。然而,反应温度也可以由于以下事实而升高:在其中要获得较高反应温度的反应区中,借助于对应的温度控制剂来进行较低程度的冷却或较高程度的加热。本发明可以单独地或以彼此有用的组合而涵盖这两种可选情形。
[0018]
特别地,本发明可以与多层催化剂床一起使用,该多层催化剂床各自设置在相应反应器的一个或多个反应管中。与使用单层催化剂床或仅具有一个反应区的反应器相反,本发明为对应工艺的经济优化打开了更多的机会。然而,简单地使用多层催化剂床或具有对应反应区的反应器对于此目的不一定是充分的,因为在没有使用另外措施的情况下,由于较高的水分压所致,可能发生产物分布向乙酸的移动。
[0019]
在本发明的上下文中使用的反应器可以特别地设计为管式反应器,即设计为具有多个至少部分地平行运行的反应管的反应器。这里,每个反应管穿过对应的反应区或形成有对应的反应区。这里,可以在反应管的每一个中形成多层催化剂床和/或可以借助于温度控制单元使多个反应管中的每一个沿其长度在不同程度上经历不同的温度控制,以便沿反应管形成在不同程度上的温度影响的反应区。如果在下文中提到“管式反应器”,则其可以特别是已知的管束反应器。在这种情况下,所提及的术语同义地使用。关于管束反应器的构造和操作,参考普通教科书。
[0020]
在本发明的上下文中,尽管转化率提高,但是与仅具有一个对应反应区的反应器的操作相比,总体上可以实现有价值产物选择性向更多乙烯的移动。这在反应进料中以相同的蒸气稀释率实现。本发明的优点来自以下事实:在反应器出口的方向上,反应温度可以升高到超过比利用连续或恒定反应器设计所得到的值更高的值。必须以常规方式限制在反
应器入口处的反应温度,以便不超过最高反应温度。然而,如根据本发明已经认识到的,对应的限制证实在随后的反应区域中不是有利的,因为在反应器出口处,它导致低于有利的最低反应温度。然而,根据本发明提出的偏离温度控制确保了不低于该最低反应温度。
[0021]
本发明的一个特别的优点是,在提供具有不同的每空间单位的催化剂负载量和/或催化剂活性的催化剂床或对应的反应区时,仅必须使用具有可变催化剂活性的层,即可以仅改变催化剂颗粒中的惰性材料的比例,但是对于所有的催化剂床或反应区,活性催化剂材料本身的配方可以保持相同。以这种方式,在本发明的上下文中,可以有利地生产大量的催化剂,其仅在对应的催化剂床或反应区中用惰性材料以不同程度“稀释”。使用对应的措施,可以在相应反应区中实现以特别简单的方式在不同程度上影响温度。
[0022]
总体上,在这种背景下,本发明提出了一种用于制备一种或多种烯烃和一种或多种羧酸的方法。如已经说明的,本发明特别涉及odh-e,即涉及其中对应的烯烃是乙烯并且对应的羧酸是乙酸的情况。换句话说,在这种情况下,碳原子数在每种情况下为两个,并且形成烯烃和羧酸。然而,如所提及的,该方法也可以用于生产更高级烯烃,例如用于由丙烷生产丙烯和丙烯酸,碳原子数为三个。然而,在本发明的上下文中,碳原子数也可以为四个或任选地五个。然而,本发明的重点是odh-e,并且下面将特别参考odh-e来描述本发明。
[0023]
在根据本发明的方法中,使一种或多种链烷烃经历氧化脱氢。在引言中已经说明了氧化脱氢的原理。在本发明的上下文中,如所提及的,氧化脱氢特别地在管式反应器中进行,该管式反应器特别地具有多个反应管,对应的气体混合物纵向流过所述多个反应管。反应管特别地穿过温度控制剂所流过的夹套空间。在本发明的一个实施方案中,还可以对夹套空间进行划分,以便可以分区段地对反应管进行不同的温度控制。这里,反应管的区段各自形成一个反应区。反应管中的每一个含有用于保持催化剂材料(即,活性催化剂和惰性稀释剂组分,也称为“催化剂床”)的支撑结构。
[0024]
这里,“催化剂床”特别是指这样的床,其在特定位置被引入到对应的反应器或对应的反应器的反应管中并且其包含惰性材料和活性催化剂。不同反应管的对应区域可以配备有具有相同性质的催化剂床,特别是在区段中。这也可以理解为是指,在这种情况下,催化剂床分布到不同的反应管上。活性催化剂材料用惰性材料的稀释优选在形成催化剂床的对应块体(bulk body)的生产期间进行,并且可以以提供具有不同比例的活性催化剂材料的不同块体的方式进行。在这种情况下,具有预定活性水平的催化剂床完全由具有对应比例的活性催化剂材料的相同块体组成。在另一个实施方案中,还可以通过物理混合惰性块体和具有更高比例的活性催化剂材料的块体来提供具有降低的催化活性的不同反应区。
[0025]
在本发明的上下文中,将具有多个反应区的反应器用于氧化脱氢,其中具有一种或多种链烷烃的气体混合物连续通过反应区,并且其中多个反应区中的至少两个具有相同催化剂类型的催化剂和/或经历不同程度的温度影响。如所提及的,通常,为了以这种方式影响温度,可以实施两种方法。
[0026]
如果这里是指两个反应区具有“相同催化剂类型的”催化剂,则应理解,相同的催化剂在反应区中关于它们的组成或配方以相同或(通过用惰性材料的相应稀释)不同浓度存在。特别地,每个对应的区具有一种或两种相同的催化odh的movnbteox催化剂。
[0027]
特别地,反应器可以用于氧化脱氢,其中多个反应区由多个催化剂床形成为层状结构,或形成为各自具有一个催化剂床的彼此分开的反应区。在本发明的上下文中,通常也
可以以多层催化剂床的形式(在这种情况下其形成多个催化剂床)形成对应的反应区。这里,使含有前述链烷烃的气体混合物连续通过所述反应区。在本发明的该实施方案中,与第一反应区的催化剂床相比,以更高的每空间单位的催化剂负载量和/或催化剂活性形成所述反应区的第二反应区的催化剂床,在气体混合物先前已经通过反应区中的第一反应区之后其通过该第二反应区。
[0028]
根据本发明提出的解决方案特别具有如下优点:与仅一个反应区相比,通过多个反应区可以显著提高所使用的链烷烃的转化率以及对于对应烯烃的选择性,并且因此可以以明显更经济的方式操作odh-e过程。
[0029]
在申请人使用的中试反应器中,当其以仅一个单一区床操作时,实现了最大的乙烷转化率,这在单一区情况下不可能进一步提高,因为这将造成反应器的热失控。在多层催化剂床的情况下,在关于反应进料的空速、压力和组成的其他方面相同的条件下,在没有热通量的风险的情况下实现了乙烷转化率的进一步提高。
[0030]
根据本发明的解决方案包括,这还有效地导致在不同区中的不同(反应)温度,其中可以例如通过在流动的方向上增大催化剂活性和/或反应器的区域变化冷却/温度控制而实现不同的反应温度。
[0031]
换句话说,在该实施方案中,本发明提供了在反应器出口的方向上的催化剂负载量和/或催化剂活性的增加,并且相反,提供了在反应器入口的方向上的降低。这里,催化剂负载和/或催化剂活性可以特别地通过借助于惰性材料进行不同程度的稀释而进行调节,其中活性催化剂材料可以特别地在不同反应区中是相同的。在本发明的上下文中,催化剂负载和/或催化剂活性逐步地增加,特别是从一个区域到另一个区域逐步增加,与逐渐增加相比,这使得通过分别掺混相应固定量的惰性材料或使用相同的块体而能够特别简单地提供相应催化剂床。对应的措施可以与反应区的进一步分级温度控制组合。
[0032]
在刚刚说明的本发明的实施方案的上下文中这样提出的使用多层催化剂床或使用具有对应反应区的反应器,可以实现乙烷或另一种链烷烃的转化率的增加,其中仅少量损失总的有价值产物(这里定义为一种烯烃或多种烯烃以及一种羧酸或多种羧酸的总和,特别是乙烯和乙酸的总和)。在本发明的上下文中,特别是保持最高温度,或者通过选择催化剂活性或催化剂负载量,确保了不超过对应的最高温度。对应的优点还可以借助于使用合适的温度控制单元的不同温度控制或利用对应措施的组合来实现。
[0033]
在本发明的对应实施方案的上下文中,如下所说明的,通过保持最低温度,在流动方向上增加的每空间单位的催化剂负载量或催化活性或者分级温度控制可以用于防止在这样的区域中羧酸生产的过量形成,所述最低温度是由于分别存在的催化剂负载量和/或催化剂活性、或者分别调节的放热性和/或分别进行的调温(tempering)而引起的。
[0034]
本发明的一个基本特征是,各个催化剂负载量或催化剂活性的确定以及反应区或其催化剂床的尺寸确定或者对应的分级温度控制各自以如下方式进行,该方式使得在任何催化剂床中都不会以不允许的方式低于工艺气体温度。
[0035]
因此,在本发明的一个特别有利的方面中,预先确定了最低反应温度和最高反应温度,并且温度的影响,即催化剂床中的每空间单位的催化剂负载量和/或催化剂活性和/或对应的温度控制以如下方式进行,该方式使得在任何反应区中在任何相应给定位置处都不超过最高反应温度,并且不低于最低反应温度。
[0036]
如所提及的,这样的催化剂床或反应区的形成还可以包括催化剂床或反应区的对应尺寸确定。特别地,在本发明的上下文中,在反应器出口的方向上,在那里实现了一种烯烃或多种烯烃的最高分压以及一种链烷烃或多种链烷烃的最低分压,实施或提供了对应地增加的催化剂负载量和/或催化剂活性,由此可以确保,在这里不低于最低的预定反应温度。由于在反应器出口的方向上,一种链烷烃或多种链烷烃的分压显著低于在开始时的分压,所以还有利地提供更高的催化剂活性,以便“剩余的”链烷烃仍然可以足量地被转化(并且因此还可以产生最低温度所需的热量)。
[0037]
在本发明的上下文中,如多次提及的,有利地使用反应器,该反应器使用至少部分地平行运行的多个反应管。因此,这是通常已知类型的粗反应器或管束反应器。特别地,提供了预定位置位于多个反应管中的至少一个的中心轴线上,在该预定位置处不超过最高反应温度并且不低于最低反应温度。
[0038]
然而,在本发明的上下文中也可以提供,在一定程度上允许超过和低于对应的温度极限。例如,可以提供,以在反应区的每一个的至少30%、60%、80%、90%、95%或99%中不超过最高反应温度并且不低于最低反应温度的方式实施该方法。这里,特别地,也可以限定在反应器出口的方向上增加的最低要求。换句话说,可以以与第一反应区的催化剂床相比在第二反应区中以更高百分比的催化剂床不低于最低反应温度的方式进行对应的方法。
[0039]
本发明的优点特别是由于以下事实产生的:无论在形成乙烯或烯烃之后的可能中间解吸和吸附步骤,与odh期间的其他主要反应相比,由乙烯形成乙酸(或由对应的烯烃开始形成其他羧酸)都具有显著更低的活化能并且因此具有显著更低的温度依赖性。与由乙烷或对应的链烷烃开始形成乙烯或对应的其他烯烃相比,而且特别是与导致形成碳氧化物(即不期望的副产物)的各种反应相比,这尤其适用。
[0040]
在本发明的上下文中,基于利用不同进料组成的实验室实验来定量活化能。对催化剂性能的这种观察特别值得注意,因为在升高的温度下,应该促进所有更高级氧化产物如乙酸、一氧化碳和二氧化碳的形成。然而,当研究在工业条件下操作的odh-e反应器中的反应时,申请人可以证实,相对于乙酸的形成反应,来自较高温度的一氧化碳和二氧化碳的形成反应被不成比例地促进。原则上,所有反应的反应速率,即这里,所有产物的形成速率均随温度的升高而增加。然而,活化能的明显差异,特别是与所有其他反应相比,后续反应乙烯到乙酸的显著更低的活化能(并且因此该反应显著更低的温度依赖性),导致乙烯的进一步反应,或者相对于其他反应(主反应、辅助反应和后续反应)通过乙烯的进一步反应的乙酸形成速率增加的程度较小。这导致观察到的选择性移动。然而,应强调的是,所描述的机理不需要必需地基于实验观察到的效果,并且因此本发明不受限于刚刚所给出的说明。
[0041]
根据基本的考虑并且在没有根据本发明的这种令人惊讶的发现的情况下,本领域技术人员将不会认为在反应区或催化剂床中保持特定的最低温度是必要的,因为他们将会以为随着温度的升高,将以同等程度形成越来越多量的乙酸。然而,如可以在本发明的上下文中证实的,情况正好相反。令人惊讶的是,在较低的温度下以相对增强的方式形成了精确的乙酸(这在本发明的上下文中是不期望的)。本领域技术人员将会以为,以类似的方式将增强乙酸在升高的温度下的形成,并且因此将不会选择或操作具有如本发明所提议的实施方案的反应器。因此,它们将保持对应地更简单的操作模式或反应器设计。
[0042]
本发明利用在odh期间各个反应的高度不同的温度依赖性,以通过温度条件的有
针对性的影响,不仅控制对于有价值产物的转化率和总体选择性,而且控制在这些有价值产物之间的选择性分布。
[0043]
在本发明的上下文中,特别地使用管式反应器,该管式反应器被设计为使得其具有入口开口和出口开口,其中在反应器的入口开口和出口开口之间设置并布置了所提及反应区中的至少两个。这里,反应区中的一个,其比反应区中的另一个更靠近出口开口布置,被配备了增大的每空间单位的催化剂负载量和/或催化剂活性,或者与反应区中的另一个相比以更小的程度被冷却。换句话说,在本发明的上下文中,在反应器出口侧上,每空间单位选择增大的催化剂负载量和/或催化剂活性,或者进行较低的冷却。在本发明的上下文中,增大的催化剂活性或较低的冷却特别地也可以仅在“最后一个”反应区或在对应的催化剂床中进行,并且先前布置的催化剂床或对应的反应区可以具有较低(特别是逐渐较低)的每空间单位的催化剂活性和/或催化剂负载量,或者可以对应地更强烈地冷却。如所提及的,催化剂活性可以在反应器出口的方向上从一个区域到另一个区域逐步增强。在本发明的上下文中进行回火的情况下同样如此。
[0044]
特别地,可以提供,反应器具有至少一个另外的反应区,在气体混合物通过第一反应区和第二反应区之前通过该至少一个另外的反应区。在这种情况下,特别提供第二反应区以比第一反应区的催化剂床更高的每空间单位的催化剂负载量和/或催化剂活性形成,或者进行进一步减少的冷却。如所提及的,该另外的反应区也可以具有比第一反应区或其催化剂床每空间单位的更低催化剂负载量和/或更低催化剂活性。
[0045]
上面已经提及了可以用于本发明上下文的催化剂。特别地,在本发明的上下文中,可以在所有催化剂床或反应区中使用相同的催化剂或具有相同基本配方的催化剂。这些可以以不同的每空间单位的浓度或含量提供,其中可以如上所提及的进行稀释。特别地,所有反应区或其催化剂床可以各自具有至少0.1重量%的活性催化剂的部分。活性催化剂的含量也可以例如为活性催化剂份额的大于1重量%、大于5重量%或大于10重量%。相应的含量取决于催化剂的活性。如果对各个反应区进行不同的温度控制,则催化剂还可以任选地在反应管的整个长度上保持完全相同。任何组合都是可能的。
[0046]
在本发明的上下文中,特别地提供了借助于使用一种或多种温度控制剂流的温度控制系统来对反应区调温。特别地,可以使用具有不同温度控制剂流的温度控制系统,其选择性地温度控制特定的反应区或催化剂床。以这种方式,可以实现对相应所需的最高和最低温度进行特别有针对性的适配。因此,特别地,至少一种温度控制剂流可以用于反应区中的仅一个或仅一部分的温度控制。“调温”特别是以冷却的形式进行。这尤其可以借助于液体盐来进行。这里,尤其是在反应器出口的方向上可以进行越来越小程度的冷却。
[0047]
本发明还基于令人惊讶的以下发现,即在用于odh-e的一个或多个反应器的出口处在0.5至5巴(绝对压力)的范围内,特别是0.7至3巴(绝对压力)的范围内的水分压下,出口流(以下主要称为“工艺气体”)中的乙酸与乙烯的摩尔流量比几乎与出口处的水分压成线性关系。因此,如果要设定乙酸与乙烯的特定产物比,则可以将该值用作工艺控制。工艺气体中的水分压是在反应器入口处或在对应的反应进料中的水添加以及在反应器中乙烷转化二者的结果,并且因此可能也是当前催化剂活性的结果。与仅设定反应进料中的水含量相反,其不知晓所述其他影响因素可能导致工艺气体中的高度波动的水分压并且因此导致不同的产物比,因此,可以通过将工艺气体中的水分压用作工艺控制来实现所需产物比
的显著更精确的调节。同时,在本发明的上下文中,通过在反应进料中使用最少量的水,可以保持恒定的催化剂活性,否则该催化剂活性将会随着时间而降低。
[0048]
在ep 1 201 630 a2中描述了对反应进料中而不是工艺气体中的水含量的调节。此外,这里还指出,可以控制反应区中的压力、温度和停留时间。然而,这里未涉及工艺气体中的水含量的水平。这同样适用于us 4,899,003 a中描述的方法。因此,在两种情况中,都没有发现在反应器出口处的水分压代表工艺控制,经由该工艺控制,可以特别可靠地设定以下方法的产物选择性,该方法中使用上述类型的催化剂来进行借助于odh-e的乙烯和乙酸的联产。
[0049]
所引用的规律最初是在使用movnbteox催化剂的乙烷氧化试验系列的情境中发现的,该试验系列利用恒定的入口温度和反应进料中的不同水比例进行。在这种情况下,可以实现几乎恒定的乙烷转化率,其中对二氧化碳和一氧化碳的选择性同样几乎恒定。相反,形成的所需产物乙烯和乙酸的摩尔量恰好在该范围内彼此相反。所述范围显示出乙酸与乙烯的产物摩尔流量比的连续的、几乎线性的相反进程。对于进一步的说明,参考附图2和3以及相关的说明。
[0050]
另外,在反应器中以不同的流速并且因此以不同的空速(重时空速,weight hourly space velocity,whsv)和温度进行了类似的系列实验。如所预期的,在较高的流速下并且因此在较高的空速和较低的温度下,观察到较低的转化率,但在反应器出口处的相同水分压下,两种产物摩尔流量的比率几乎等于在较低的流速下确定的值。这表明,在上述区域中的工艺控制可以在很大程度上基于在出口处的水分压。对于在较高转化率下的经济性相关操作,尤其变得明显的是产物摩尔流量比的部分清晰的线性进程。
[0051]
使用试验反应器进行进一步的系列实验,其中上述关系也可以得到证明。对于细节,特别参考附图6和相关的说明。
[0052]
因此,在一个特别有利的实施方案中,本发明提出,从反应器中除去含水的工艺气体,并且特别地取决于预定的产物比、特别是乙酸与乙烯或另一种羧酸与对应的烯烃的预定产物摩尔流量比,将工艺气体中的水分压设定为在0.5至5巴(绝对压力)之间,特别是在0.7至3巴(绝对压力)之间的值。如所提及的,乙酸与乙烯或所提及的其他化合物的一致连续的、几乎线性的产物摩尔流量比产生对于不同转化率和操作条件的范围,以便这里可以利用可调节生产中心特别良好可控地联产这些化合物。
[0053]
在本发明的上下文中,尽管与利用单层催化剂床或仅具有一个对应反应区的反应器的操作相比提高了转化率,但总体上可以实现在有价值产物选择性向更多乙烯的移动。这在反应进料中以相同的蒸气稀释率实现。所描述的用于通过调节从反应器中除去的气体混合物中的不同水分压来控制催化剂活性随时间的发展的措施即使在使用多层床时也仍然是有效的,并且特别是在组合时是有利的。
[0054]
因此,当使用适当设计的多层催化剂床或具有多个对应反应区的反应器时,特征选择性曲线可以平行地朝向更多乙烯移动。因此,保持在基于对反应器出口处的水分压的控制的操作期间的适配可能性。这同样适用于区域不同的温度控制的情况。
[0055]
因此,通过使用利用多层床的工艺控制和有针对性的温度控制,可以克服在使用单层床时所述的方法的进一步经济优化方面的限制。因此,odh和odh-e技术的经济可行性和适销性得到了明显提高。
[0056]
在本发明的上下文中,使氧化脱氢经受气体混合物,该气体混合物除了一种链烷烃或多种链烷烃之外还包含氧气和特别地稀释剂。该气体混合物特别地也可以以单独的材料物流的形式进料到所使用的一个反应器或多个反应器中,并且因此仅在一个反应器或多个反应器中形成。例如,可以在使用的一个反应器或多个反应器中或在一个反应器或多个反应器的上游将含链烷烃的材料流和含氧气的材料流合并以形成对应的反应进料。
[0057]
气体混合物或者其一种或多种组分可以经过任何工艺处理如压缩、膨胀、冷却或加热,或者还经过部分流的分离、另外材料流的添加或组分的化学反应。特别地,在本发明的上下文中,对应的气体混合物的形成包括例如加热。在该加热(即所谓的进料预热)期间,可以使气体混合物达到允许odh在连接到一个或多个反应器的反应单元中启动的温度。
[0058]
特别地,在根据本发明的一个实施方案的一种方法中,可以提供,气体混合物的形成包括将材料流与一种或多种另外的流体合并。以这种方式,可以进料合适的介质,这例如在odh的情况下有利地影响反应条件。如所提及的,odh是一种高度放热的反应,以便典型地添加所谓的稀释剂如惰性气体或蒸汽以防止热失控。可以在气体混合物的形成期间,即在一个或多个反应器上游或仅在一个或多个反应器中添加对应的稀释剂。例如,已在气体混合物的形成期间,也可以添加在odh的情况下所需的氧气或含氧气的气体混合物。任选地,这也仅在之后发生。
[0059]
在本发明的上下文中,有利地测量水分压并且使用一种控制,借助于该控制利用至少一个控制变量来调节水分压。如所提及的,与如果仅要控制反应进料中的水添加的情况相比,基于水分压的控制可以实现对产物比的显著更精确的调节。
[0060]
如所提及的,本发明特别是在将至少含有元素钼、钒、铌和任选的碲的催化剂(即所谓的movtenbo催化剂)用于氧化脱氢时使用,因为当使用这样的催化剂时形成乙烯和乙酸并且出现上述规律。
[0061]
在本发明的上下文中,氧化脱氢有利地以至少15%的链烷烃转化率进行。乙烷转化率特别地可以为至少20%、25%、30%、35%、40%或45%。链烷烃转化率特别地低于75%。乙酸与乙烯或者另一种羧酸与另一种烯烃的预定产物摩尔流量比特别地在0.05至0.5的范围内。
[0062]
术语“转化率”在这里是指所使用的总体上反应为(主要和辅助)产物的反应物(这里是乙烷或另一种链烷烃)的摩尔比例。组分的“产物摩尔流量”描述每单位时间离开一个或多个反应器的组分的摩尔量。
[0063]
在本发明的上下文中,可以特别地通过将水添加到反应进料流中和/或通过调节进行氧化脱氢的反应器温度来调节工艺气体中的水分压。在这方面,可以特别地使用如本发明所提出的区域不同的温度影响。因此,这些是用于上述控制的合适控制变量。也可以提供,例如,通过向供应至反应器的气体混合物中添加水来进行粗调,以及通过调节反应器温度来进行细调。在较高的反应器温度下,导致较高的转化率,并且因此导致较高的反应水形成。这里,因此,通过调节反应器温度来至少部分地调节工艺气体中的水分压。
[0064]
反应进料中的氧气的添加量是另一个决定性的影响变量。在本发明的上下文中,在特别有利的改进方案中,总是调整该参数,使得在反应器出口处,始终将工艺气体中的氧气含量保持在0.01摩尔%至50摩尔%之间,优选在0.1至5摩尔%之间,特别优选在0.1至0.5摩尔%之间,以首先避免由于缺乏氧气而引起的催化剂材料的减少,并且其次限制由于
高氧气含量而引起的安全风险。然而,这些限制导致这样的事实,即只要确保将出口处的氧含量保持在上述范围,氧气添加的调整在操作点的基本确定的下游,并且对产物摩尔流量比没有明显的影响。
[0065]
在本发明的上下文中,待调节的水分压应理解为是指在用于氧化脱氢的一个或多个反应器的反应器出口处(例如直接在催化剂床或与其连接的管线的末端处)的分压。特别地,在反应器出口处的来自氧化脱氢的工艺气体尚未经历改变其组成的措施,特别是冷却、洗涤等。
[0066]
当鉴别出在一个反应器或多个反应器的反应器出口处的水分压并将其用作调整的输入变量时,这是特别有利的。用于测定水并且因此用于测定水分压的方法对于本领域技术人员通常是已知的。例如,这些可以是常见的吸收光谱法,如傅立叶变换红外光谱法(ftir)或可调谐二极管激光吸收光谱法(tdlas),连同常见的压力测量方法。
[0067]
在本发明的上下文中,氧化脱氢特别有利地在所使用的一个反应器或多个反应器的反应器床中在240至500℃的温度范围内或温度水平下进行。特别地,该温度范围可以在260至400℃,特别优选在280至350℃。在一个反应器或多个反应器的反应器入口处的总压力优选在1至10巴(绝对压力)之间,特别是在2至9巴(绝对压力)之间,更特别是在3至8巴(绝对压力)之间。一个反应器或多个反应器的反应器床中的空速(whsv)在0.1至10kg链烷烃/(h
×
kg催化剂)的范围内,优选在0.5至5kg链烷烃/(h
×
kg催化剂)的范围内,特别优选在0.7至3kg链烷烃/(h
×
kg催化剂)的范围内。特别是在该区域中,先前说明的产物熔融流的可调节性是可能的。
[0068]
根据本发明的方法特别地可以使用添加到反应进料中并转移到工艺气体中的一种或多种稀释剂来进行。原则上已知合适稀释剂的使用,该稀释剂特别地确保在高度放热的odh情况下确保稳定和可靠的反应器操作。如所提及的,特别地可以发生将水或水蒸气添加到反应进料中,以在所述区域中设定所需的水分压。该水或该水蒸气同时充当稀释剂。然而,可选地或另外地,可以使用一种或多种另外的稀释剂。
[0069]
特别地,在本发明的上下文中可以采用一种或多种选自由水、甲烷、氮气和至少一种另外的惰性气体组成的组中的稀释剂。二氧化碳也可以用作稀释剂。对应的稀释剂不参与在一个或多个反应器中的反应,或至多在很小的程度上参与反应,并且因此至少主要地进入工艺气体中。
[0070]
在本发明的上下文中,此外,还已经认识到,在odh-e的情况下,即使在将乙烯作为额外的进料流引入到反应器中,即作为反应进料的一部分时,在乙烯与乙酸的产物摩尔流量比与反应器出口处的水分压之间的也具有很强的功能关系。因此,所描述的系统操作也可以与额外的乙烯供应一起应用。如果需要的话,这使得可以例如增加朝着更多作为产物的乙酸的灵活性。然而,这导致预期更高的一氧化碳和二氧化碳损失。因此,在某些情况下,方法变型可能是有利的,其中将乙烯以预定量,特别是0至50摩尔%进一步添加到反应进料中。这同样适用于其他烯烃。
[0071]
额外的乙烯的引入可以以来自外部来源的供应形式以及以对应的馏分从系统本身的分解部返回的形式进行。“分解部”是这样的布置,其中借助于热分离将组分或组分组从工艺气体或由其获得的气体混合物中分离。该再循环可以通过额外除去分解部中的对应馏分或者通过改变精馏塔中的塔底产物规格来实现,该精馏塔用于分离乙烷和乙烯,并且
该精馏塔设置在分解部中。在这种情况下,通过适配分离条件,如塔顶温度或压力,或者通过使用对应形成的“不太精确地”分离精馏塔,可以特定地将一部分的乙烯产物(否则将其从塔顶除去)转移到精馏塔的底部中,并在那里以其他主要含乙烷的馏分汽提出。可以将其再循环到一个反应器或多个反应器中。
[0072]
本发明进一步扩展到用于生产一种或多种烯烃和一种或多种羧酸的系统。对于对应系统的另外特征和优点,明确地参考对应的独立专利权利要求和上述说明。特别地,这样的系统被设计为执行根据以上说明的特定实施方案的方法,并且具有用于此目的的合适装置。在这方面也参考上述说明。
[0073]
为了实现特别有利的实施方案,所述系统包括被设计成从反应器中除去含有水的工艺气体并且特别地取决于乙酸与乙烯或另一种羧酸与对应烯烃的预定产物比,将从反应器中除去的工艺气体中的水分压设定在0.5至5巴(绝对压力)的范围内,特别是在0.7至3巴(绝对压力)的范围内的值。
[0074]
下面将参考附图更详细地说明本发明,这些附图尤其示出了本发明的优选实施方案。
[0075]
附图简述
[0076]
图1示出了根据本发明的一个实施方案的具有反应器的用于生产乙烯和乙酸的系统。
[0077]
图2示出了对乙烯和乙酸的选择性。
[0078]
图3示出了关于乙烯和乙酸的产物摩尔流量比以说明本发明的背景。
[0079]
图4示出了关于乙烯和乙酸的产物摩尔流量比以说明本发明的背景。
[0080]
图5示出了可以在本发明的一个实施方案的上下文中使用的方法。
[0081]
图6示出了在非本发明方法的上下文中的产物选择性。
[0082]
图7示出了在非本发明方法的上下文中和在根据本发明一个实施方案的方法的上下文中的产物选择性。
[0083]
图8示出了在非本发明方法的上下文中和在根据本发明一个实施方案的方法的上下文中的反应器温度曲线。
[0084]
附图详述
[0085]
在以下附图中,在功能上或结构上彼此对应的元件由相同的附图标记表示,并且为了清楚起见不再重复说明。如果在下面描述系统部件,则与这些相关的说明也类似地适用于借助于这些系统部件实施的方法步骤,反之亦然。
[0086]
图1以高度简化的系统示意图的形式示出了根据本发明的一个实施方案的用于生产烯烃的系统,并且总体地用100表示。系统100在这里仅示意性地指示。尽管下面描述了用于乙烷的odh(odh-e)的系统100,但是如所提及的,本发明也适合用于更高级烃类的odh。在这种情况下,以下说明对应地适用。
[0087]
系统100具有反应器10,在所示的实施例中,以材料流101的形式将以任何所需方式获得的含乙烷的气体混合物进料至该反应器。材料流101可以例如从未示出的精馏单元得到,该精馏单元将更高级烃类从初始混合物中分离。例如,材料流101也可以被预热并以其他方式制备。物料流101可以已经含有氧气和任选的稀释剂如水蒸气,但是也可以如本文代表性地以材料流102和103的形式将对应的介质添加到反应器上游或反应器10中。
[0088]
反应器10具有平行布置的多个反应管10c(仅部分地标出),这些反应管延伸穿过多个反应区11、12、13(在所示的实施例中反应区的数量为三个),并且被夹套区域10d包围。在反应管10c中,在每种情况下在对应的反应区中设置了催化剂床11a、12a、13a(仅在一个反应管10c上示出)。含有乙烷和氧气以及任选的稀释剂的气体混合物以材料流101或者合并的材料物流101-103的形式连续通过反应区11、12、13。惰性区14连接在反应区11、12、13的上游。反应区11、12、13布置在反应器10的入口开口10a和出口开口10b之间,其中将反应区中的一个(在这里是反应区13),其布置得比反应区中的另一个(这里是反应区11和12中的一个)更靠近出口开口10b,称为“第二”反应区,并且将其他反应区11、12中的一个称为“第一”反应区。特别地与第一反应区11、12的催化剂床11a、12a相比,以更高的每空间单位的催化剂负载量和/或催化剂活性形成第二反应区13的催化剂床13a,在气体混合物先前已经通过第一反应区11、12之后其通过该第二反应区13。这导致了也再次参考图7和8进行说明的优点。可选地或另外地,也可以进行区域不同的温度控制。
[0089]
工艺气体以含有在反应器10中通过反应进料流中的乙烷的一部分的odh形成的乙烯的工艺气体流104的形式从反应器10流出。此外,工艺气体含有乙酸(其在反应器10中在odh期间也由乙烷形成)、水、一氧化碳、二氧化碳、未转化的氧气以及一种稀释剂或多种稀释剂和其他化合物(如果已添加或先前在反应器10中形成)。反应管10c借助于通过夹套区域的温度控制剂流105、106进行温度控制。如在这里未示出的,特别地,可以设置多个温度控制介质回路,其分区段地对反应管10c进行温度控制或冷却。
[0090]
不言而喻,系统100可以具有一个反应器10,但也可以具有多个反应器10,例如,如所示出的,它们平行地操作。在后一种情况下,将具有相同或不同组成的对应反应进料分别供应到这些反应器10,并且在每种情况下形成对应的工艺气体流104。后者可以例如合并并且作为工艺气体一起供应到后续的方法步骤或系统部件。
[0091]
可以在反应器10的下游确定水分压。这可以例如通过将水或蒸汽添加到材料流101的气体混合物中或以材料流102或103的形式来调节。进一步的影响,特别是细调,可以通过调节反应器100中的温度来实现。
[0092]
后续的方法步骤或系统组件未示出。可以使工艺气体在其内与洗涤水或合适水溶液接触,其结果是工艺气体可以特别地被冷却并且乙酸可以从工艺气体中洗出。至少基本上不含乙酸的工艺气体可以被进一步处理并经历乙烯的分离。可以将工艺气体中含有的乙烷再循环到反应器10中。
[0093]
图2以图表示出了对于对应工艺中获得的乙烯和乙酸的选择性,其中相对于在纵坐标上以百分比显示的选择性值,在横坐标上绘制了从反应器流出的工艺气体中以巴为单位的水分压(绝对压力)。由相应产物的摩尔流量相对于乙烷(其在反应器中每单位时间发生转化)的摩尔量的比率计算出对于各个产物所显示的选择性值。
[0094]
所显示的数据涉及利用不同流速的两个系列试验,因此涉及不同的空速和不同的温度。在这两个系列的实验中,没有在反应器入口处添加乙烯。如所预期的,在较高的流速下,出现较低的转化率(大约为19%,而不是大约40%),但是产物选择性并且因此产物摩尔流量比(这里对应于两种选择性的比率)在反应器出口处的相同水分压下几乎是相同的。这表明,在上述区域中的工艺控制可以在很大程度上基于出口处的水分压。
[0095]
对于乙烯以填充(黑色)的正方形和对于乙酸以填充(黑色)的三角形示出了在较
高流速和较低转化率下获得的值,而对于乙烯以未填充(白色)的正方形和对于乙酸以未填充(白色)的三角形对应地示出了在较低流速和较高转化率下获得的值。
[0096]
在图3中再次示出了随着反应器出口处的水分压变化的产物量的比率。这里,在横坐标上以巴为单位的水分压(绝对压力)相对于乙酸与乙烯的产物摩尔流量比(这里对应于图2中所示的值彼此的比率)进行绘制。这里,以填充(黑色)的正方形示出了较高流速和较低转化率的产物摩尔流量比,并且用未填充(白色)的正方形示出了较低流速和较高转化率的产物摩尔流量比。对于在较高转化率下的经济相关的操作,产物混合物的部分清晰线性进程是尤其明显的。
[0097]
反应系统的这种简化性能可以通过两种效果说明,该效果可以通过实验证实,但在这里明确指明该效果是非约束性的:一方面,在升高的水分压下,形成的乙烯的氧化得到促进,其中对于乙酸的形成的选择性增大。同时,通过增大的水分压来促进所形成的乙酸从催化剂表面的解吸,其结果是,可得到同样在催化剂上发生的乙酸随后氧化为一氧化碳和二氧化碳的乙酸更少。这导致总的选择性向乙酸的移动,其中对一氧化碳和二氧化碳的选择性几乎恒定。
[0098]
在出口处的水分压对乙酸与乙烯之间的产物比的决定性影响可以通过进一步的测量(部分地使用不同的稀释介质和广泛变化的实验条件)来证明。参考图4,其示出了乙酸与乙烯的对应产物摩尔流量比。该图示对应于图3的图示。
[0099]
图5以示意性流程图的形式示出了对应的方法,总体地以200表示。在每种情况下,211至214表示要实现的部分目的,其中221至224表示为此目的要具体实施的设定或规格。
[0100]
在步骤211中给出了乙酸与乙烯的所需产物分布。基于此,在步骤221中建立在反应器出口处的水分压的目标值。基于在步骤212中预先确定的总产物量和相关的再循环量,在步骤222中建立流速并且因此建立反应器中的转化率(特别地参见图2和3)。
[0101]
在步骤213中,达到对应定义的操作点,为此目的,在步骤223中调节反应进料流中的水含量。操作点的细调,步骤214通过调节步骤224中的反应器温度来进行。在每种情况下观察在反应器出口处的水分压。
[0102]
图6示出了在使用中试反应器的一系列广泛实验的上下文中进行的三个所选实验52、56和71的结果。继而,在整个实验系列的上下文中,观察到乙烯与乙酸的产物比与在反应器出口处的水分压的强烈相关性。这适用于不同的转化率和不同的工艺条件,即改变的组成、电流量、压力和温度。
[0103]
实验52和71在0.9kg乙烷/(kg催化剂
×
h)的相同空速下进行;另一方面,在实验56中,空速为1.4kg乙烷/(kg催化剂
×
h)。对于实验52,在反应器入口处的水分压为0.56巴,对于实验56为0.58巴并且对于实验71为0.46巴。换句话说,在实验52和56中,在反应器入口处使用几乎相同的水分压,并且在实验71中,在反应器入口处的水分压明显降低。对于实验52,在反应器出口处的水分压为1.28巴,对于实验56为0.99巴并且对于实验71为1.00巴。换句话说,因此在实验56和71中在反应器出口处观察到几乎相同的水分压,并且在实验52中,在反应器出口处的水分压显著偏离。在实验52和56之间,在反应器出口处的不同水分压是在反应器入口处在基本相等的水分压下由于不同空速所导致的。
[0104]
下表中再次总结了用于实验52、56和71的实验条件。这里的盐温度代表用于冷却反应器的熔融盐的温度,并且因此形成用于反应器温度的参考:
[0105][0106]
在实验52中使用了具有56.7摩尔%的乙烷、19.6摩尔%的氧气、14.8摩尔%的水和8.9摩尔%的氮气的进料,在实验56中使用了具有60.2摩尔%的乙烷、18.4摩尔%的氧气、15.8摩尔%的水和5.7摩尔%的氮气的进料,并且在实验71中使用了具有57.3摩尔%的乙烷、18.8摩尔%的氧气、14.9摩尔%的水和9.0摩尔%的氮气的进料。
[0107]
图6示出了三个实验52、56和71中对于乙烯(c2h4)、乙酸(acoh)、一氧化碳(co)、二氧化碳(co2)和残留化合物(残留物,由于值较低而不可见)的选择性(s)的值。这里,纵坐标显示关于选择性的值。在三个实验52、56和71中,乙烷转化率的变化不超过5%。
[0108]
可以清楚地看出,在实验56和71中,在入口处的不同水分压的情况下,在出口处的相似水分压下观察到相似的产物比。在实验56和71中,乙酸与乙烯的产物摩尔流量比(这里对应于对应的选择性的比率)在每种情况下为约0.14。另一方面,在实验52和56中,存在相似的水分压,但是由于空速的变化,在出口处存在显著不同的水分压。尽管在入口处的水分压相似,但是对于试验点52和56,还导致明显不同的产物比。对于实验52,乙酸与乙烯的产物摩尔流量比为约0.17,并且因此远高于实验56的上述值。
[0109]
在本发明的上下文中,与单层催化剂床或仅具有一个对应反应区的反应器的操作相比,尽管转化率提高了,但总体上可以实现有价值产物选择性向更多乙烯的移动。这在反应进料中以相同的蒸气稀释率实现。通过调节反应进料或从对应的反应器流出的气体混合物中的水分压来控制催化剂活性随时间的发展的提供,即使在使用多层床时也保持其有效性。
[0110]
当使用适当设计的多层催化剂床或具有多个对应反应区的反应器时,所示出的特征选择性曲线可以平行地向更多的乙烯移动。因此,保持了在操作期间基于对反应器出口处的水分压的控制的适配可能性。
[0111]
因此,通过使用具有多层床的工艺控制和有针对性的温度控制,可以克服在使用单层床时所述工艺的进一步经济优化中的限制。因此,odh-e技术的经济可行性和适销性得到了明显改善。
[0112]
与图6相比,图7示出了对于乙烯(c2h4)、乙酸(acoh)、一氧化碳(co)、二氧化碳(co2)和残留化合物(残留物,由于值较低而不可见)的选择性(s)的值,尽管对于常规单层催化剂床反应器的情况a和对于多层催化剂床的情况b,在这种情况下对于三反应区反应器,具有增加的每空间单位的催化剂活性或催化剂含量。这里纵坐标还显示了关于选择性
的值。在每种情况下,使用相同的反应进料组成和相同的质量物流。
[0113]
在情况a和情况b两者中,在没有出现增大的热通量风险或显著增加的碳氧化物形成的情况下,通过温度的进一步升高不能实现转化率的明显增加。然而,当使用三层床或三个对应的反应区时,可以在相应催化剂区中设定高出15k的最低温度,其结果是,与情况a相比,在情况b中,可以实现转化率和乙烯选择性的显著增大。朝向碳氧化物的相关有价值产物损失较低。
[0114]
在所有三个反应区或其催化剂床的100%中,保持了至少318.5℃的在中心轴线上的工艺温度。在反应器出口的方向上的最后两个反应区的100%(情况b)中,保持了至少327℃的在中心轴线上的均匀工艺温度。相比之下,在整个单层床(情况a)中的最低温度为303.5℃,并且在催化剂床的末端处为310℃。
[0115]
在图8中,对于这里也用a和b表示的情况,通过反应器10再次示出了对应的温度曲线,其中在横坐标上指示以mm为单位的反应器长度,并且在纵坐标上以℃为单位显示温度。仅在情况b中存在反应区,这里也表示为11、12和13。在情况a中,代替表示为11、12和13的三个反应区,仅存在一个反应区。在这两种情况下,在一个反应区或多个反应区的上游存在惰性区14。还示出了表示为a'和b'的冷却剂(液体盐)温度。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips