
 商标分类
商标分类  商标转让
商标转让 
一种补强层橡胶及其制备方法与应用与流程
 2021-02-02 04:02:40|
2021-02-02 04:02:40| 266|
266| 起点商标网
起点商标网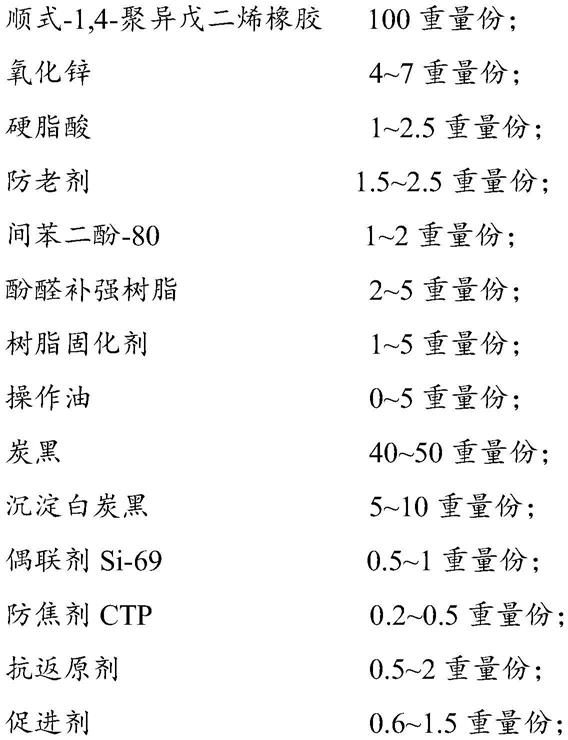
[0001]
本发明属于橡胶技术领域,具体涉及一种补强层橡胶及其制备方法与应用,尤其涉及该补强层橡胶作为斜交胎补强层橡胶的应用。
背景技术:
[0002]
补强层介于胎面和胎体之间,是轮胎的重要组成部分,其作用包含以下几个方面:1)加固胎体部位,提高轮胎的承载能力;2)承受胎面部位所受外力冲击,加以缓和,匀化应力,防止胎体由于局部载荷过大发生破坏;3)防止胎面发生裂口或切割时,胎体直接被刺破导致轮胎失效;4)在胎面和胎体之间形成过渡,防止胎面与胎体在使用过程中发生剪切分离;5)补强层还可以用来判定胎面磨损程度,当补强层在轮胎正常使用过程达到外漏状态时,说明胎面已经被完全磨损掉,轮胎需要进行胎面翻新或报废处理。
[0003]
从材料性能要求而言,补强层橡胶与胎体帘布橡胶具有一些相同点,首先二者都需要与纤维帘线具有良好的界面粘合性,其次二者在动态使用过程中都要有低的生热性能,从而防止橡胶基体、纤维帘线和橡胶-骨架帘线界面粘合性能的下降。但是与胎体帘布橡胶相比,补强层橡胶的机械性能,包括硬度和定伸应力都更接近于胎面胶。
[0004]
现有技术中,补强层橡胶都是以天然橡胶为基础,通过配方调整获得满足要求的机械性能、生热性能和胶-线粘合性能。但由于天然橡胶生产工艺流程长,其性能既受到温湿度、光照等自然因素的影响,也会受到贯穿胶乳到生胶生产过程的加工因素的影响,因此性能波动较大,这会对补强层橡胶的性能、质量产生明显的影响,造成补强层橡胶的批次稳定性差。
技术实现要素:
[0005]
本发明为解决现有技术中以天然橡胶为原料的补强层存在批次稳定性差的问题,进一步提高补强层的抗动态生热性能、粘合强度、机械性能和加工性能,提供一种补强层橡胶及其制备方法与应用。
[0006]
本发明解决上述技术问题采取的技术方案如下。
[0007]
本发明提供一种补强层橡胶,包括:
[0008][0009]
不溶性硫磺不溶性硫磺中的硫磺为1.8~2.8重量份。
[0010]
优选的是,所述防老剂为ble、rd、4010na、4020和mb中的一种或多种的混合物。
[0011]
优选的是,所述酚醛补强树脂为非改性苯酚甲醛树脂、妥尔油改性苯酚甲醛树脂、腰果壳油改性苯酚甲醛树脂中的一种或多种的混合物。
[0012]
优选的是,所述树脂固化剂为六甲氧基甲基蜜胺(hmmm)或六亚甲基四胺(hmt)。
[0013]
优选的是,所述操作油为芳烃油或环烷油。
[0014]
优选的是,所述炭黑为n220、n234、n330、n339、n375中的一种或多种的混合物。
[0015]
优选的是,所述抗返原剂为hva-2、hts、pk900、wy9188中的一种或多种的混合物。
[0016]
优选的是,所述促进剂为n-叔丁基-2-苯并噻唑次磺酰胺(促进剂ns)、n-环己基-2-苯并噻唑次磺酰胺(促进剂cz)、n,n-2二环己基-2,2-二苯并噻唑次磺酰胺(促进剂dz)、苯并噻唑次磺酰胺(促进剂nobs)中的一种或多种的混合物。
[0017]
本发明还提供上述补强层橡胶的制备方法,步骤如下:
[0018]
步骤一、按配比称取各组分;
[0019]
步骤二、先将顺式-1,4-聚异戊二烯橡胶投入密炼机密炼,然后加入氧化锌、硬脂酸、防老剂、间苯二酚-80和酚醛补强树脂密炼,然后加入炭黑、沉淀白炭黑和偶联剂si-69密炼,最后加入操作油密炼,密炼均匀后,排胶出片,得到密炼胶片;
[0020]
步骤三、将步骤二得到密炼胶片在开炼机上开炼,开炼过程中加入不溶性硫磺、促进剂、树脂固化剂、防焦剂ctp和抗返原剂,开炼均匀后,出片,得到混炼胶片,即补强层橡胶。
[0021]
优选的是,所述密炼机起始温度低于70℃,排胶温度不超过155℃,密炼时间为4~10min。
[0022]
优选的是,所述开炼机的前后辊温为50
±
5℃,开炼工艺按gb/t 6038执行。
[0023]
本发明还提供上述补强层橡胶作为斜交胎补强层橡胶的应用。
[0024]
与现有技术相比,本发明的有益效果是:
[0025]
1)本发明的补强层橡胶以顺式-1,4-聚异戊二烯橡胶为原材料,相比于天然橡胶,顺式-1,4-聚异戊二烯橡胶的分子量更低,分子链柔顺性更好,因此在动态使用过程中生热更小;且顺式-1,4-聚异戊二烯橡胶的制备过程更加可控,因此生胶的批次稳定性更高,用于补强层制造时,可以显著提高补强层的可靠性和稳定性;顺式-1,4-聚异戊二烯橡胶的定伸应力和硬度偏低,可以通过调整补强和硫化体系提高胶料的机械性能;顺式-1,4-聚异戊二烯橡胶的分子量和门尼值远低于天然橡胶,在母炼之前不需要塑炼,可以防止塑炼所导致的分子链断裂和胶料性能降低。
[0026]
2)本发明的补强层橡胶添加了白炭黑、间苯二酚-80和酚醛补强树脂,白炭黑一方面能够在不明显增加橡胶生热的情况下对胶料起到补强作用,另一方面能够与间苯二酚、酚醛树脂一起形成有利于橡胶-骨架粘合的间-甲-白粘合体系,提高橡胶与纤维帘线的界面粘接性能。
具体实施方式
[0027]
为了进一步了解本发明,下面结合具体实施方式对本发明的优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点而不是对本发明专利要求的限制。
[0028]
本发明提供一种补强层橡胶,包括:100重量份顺式-1,4-聚异戊二烯橡胶、4~7重量份氧化锌、1~2.5重量份硬脂酸、1.5~2.5重量份防老剂、1~2重量份间苯二酚-80、2~5重量份酚醛补强树脂、1~5重量份树脂固化剂、0~5重量份操作油、40~50重量份炭黑、5~10重量份沉淀白炭黑、0.5~1重量份偶联剂si-69、0.2~0.5重量份防焦剂ctp、0.5~2重量份抗返原剂、0.6~1.5重量份促进剂、不溶性硫磺(不溶性硫磺中的硫磺为1.8~2.8重量份)。也可以仅由上述组分组成。
[0029]
上述技术方案中,氧化锌、硬脂酸、防焦剂ctp均为市售商品,氧化锌用量优选为4~5.5重量份,硬脂酸的用量优选为2~2.5重量份。防焦剂ctp的用量优选为0.2~0.4重量份。
[0030]
上述技术方案中,防老剂为ble、rd、4010na、4020和mb中的一种或多种的混合物。防老剂的用量优选为1.5~2.5重量份。
[0031]
上述技术方案中,酚醛补强树脂为非改性苯酚甲醛树脂、妥尔油改性苯酚甲醛树脂、腰果壳油改性苯酚甲醛树脂中的一种或多种的混合物。非改性苯酚甲醛树脂如sl-2005,妥尔油改性苯酚甲醛树脂如sl-2101,腰果壳油改性苯酚甲醛树脂为sl-2201。酚醛补强树脂的用量优选为1.5~3.5重量份。
[0032]
上述技术方案中,树脂固化剂为六甲氧基甲基蜜胺(hmmm)或六亚甲基四胺(hmt)。树脂固化剂的用量优选为1~2.5重量份。
[0033]
上述技术方案中,操作油为芳烃油或环烷油。操作油的用量优选为0~4重量份。
[0034]
上述技术方案中,炭黑为n220、n234、n330、n339、n375中的一种或多种的混合物。
[0035]
上述技术方案中,抗返原剂为hva-2、hts、pk900、wy9188中的一种或多种的混合物。抗返原剂的用量优选为0.6~0.8重量份。
[0036]
上述技术方案中,促进剂为n-叔丁基-2-苯并噻唑次磺酰胺(促进剂ns)、n-环己基-2-苯并噻唑次磺酰胺(促进剂cz)、n,n-2二环己基-2,2-二苯并噻唑次磺酰胺(促进剂dz)、苯并噻唑次磺酰胺(促进剂nobs)中的一种或多种的混合物。促进剂的用量优选为0.8~1.2。
[0037]
上述技术方案中,不溶性硫磺为充油的硫磺粉末、含有硫磺的橡胶颗粒中的一种或两种的混合物,不溶性硫磺的用量没有特殊限制,只要保证添加的不溶性硫磺中硫磺的重量份为1.8~2.8重量份即可。充油的硫磺粉末优选为充油20wt%的硫磺粉末,如硫磺ot-20。含有不溶性硫磺的橡胶颗粒优选为以20wt%的epdm为载体,硫磺含量为80wt%的橡胶颗粒,如is-80。
[0038]
本发明的补强层橡胶的制备方法,步骤如下:
[0039]
步骤一、按配比称取各组分;
[0040]
步骤二、先将顺式-1,4-聚异戊二烯橡胶投入密炼机密炼,然后加入氧化锌、硬脂酸、防老剂、间苯二酚-80和酚醛补强树脂密炼,然后加入炭黑、沉淀白炭黑和偶联剂si-69密炼,最后加入操作油密炼,密炼均匀后,排胶出片,得到密炼胶片;
[0041]
步骤三、将步骤二得到密炼胶片在开炼机上开炼,开炼过程中加入不溶性硫磺、促进剂、树脂固化剂、防焦剂ctp和抗返原剂,开炼均匀后,出片,得到混炼胶片,即补强层橡胶。
[0042]
上述技术方案中,密炼机起始温度低于70℃,排胶温度不超过155℃,密炼时间为4~10min。
[0043]
上述技术方案中,开炼机的前后辊温为50
±
5℃,开炼工艺按gb/t 6038执行。
[0044]
本发明还提供上述补强层橡胶作为斜交胎补强层橡胶的应用。
[0045]
在本发明中所使用的术语,一般具有本领域普通技术人员通常理解的含义,除非另有说明。
[0046]
为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合实施例对本发明作进一步的详细介绍。
[0047]
在以下实施例中,未详细描述的各种过程和方法是本领域中公知的常规方法。下述实施例中所用的材料、试剂、装置、仪器、设备等,如无特殊说明,均可从商业途径获得。其中,间苯二酚-80是以20wt%的三元乙丙橡胶为载体,间苯二酚的含量80wt%的橡胶颗粒;硫磺ot-20是一种充油20wt%的硫磺粉末。天然橡胶为烟片1号。
[0048]
实施例1~4
[0049]
实施例1~4的补强层橡胶的配方如表1所示。按照以下方法制备:
[0050]
步骤一、按配比称取各组分;
[0051]
步骤二、先将顺式-1,4-聚异戊二烯橡胶投入密炼机密炼,然后加入氧化锌、硬脂酸、防老剂、间苯二酚-80和酚醛补强树脂密炼,然后加入炭黑和沉淀白炭黑密炼,最后加入操作油密炼,密炼均匀后,排胶出片,得到密炼胶片;密炼机起始温度低于70℃,排胶温度不超过155℃,密炼时间为4~10min;
[0052]
步骤三、将步骤二得到密炼胶片在辊温40~80℃的开炼机上开炼,开炼过程中加入不溶性硫磺、促进剂、树脂固化剂、偶联剂si-69、防焦剂ctp和抗返原剂,开炼均匀后,出片,得到混炼胶片,即补强层橡胶;开炼机的前后辊温为50
±
5℃,开炼工艺按gb/t 6038执行。
[0053]
表1实施例1~4的补强层橡胶的配方
[0054]
[0055][0056]
[0057]
对比例1~3
[0058]
对比例1~3的补强层橡胶的配方如表2所示。按照以下方法制备:
[0059]
步骤一、按配比称取各组分;
[0060]
步骤二、先将天然橡胶、顺式-1,4-聚异戊二烯橡胶投入密炼机密炼,然后加入氧化锌、硬脂酸、防老剂、间苯二酚-80和酚醛补强树脂密炼,然后加入偶联剂si-69、炭黑、沉淀白炭黑密炼,最后加入操作油密炼,密炼均匀后,排胶出片,得到密炼胶片;密炼机起始温度低于70℃,排胶温度不超过155℃,混炼时间为4~10min;
[0061]
步骤三、将步骤二得到密炼胶片在辊温40~80℃的开炼机上开炼,开炼过程中加入不溶性硫磺、促进剂、树脂固化剂、防焦剂ctp和抗返原剂,开炼均匀后,出片,得到混炼胶片,即补强层橡胶;开炼机的前后辊温为50
±
5℃,开炼工艺按gb/t 6038执行。
[0062]
表2对比例1~3的补强层橡胶的配方
[0063]
[0064][0065]
对实施例1~4和对比例1~3的补强层橡胶的性能进行检测。测试结果如表3所示。
[0066]
表3实施例1~4和对比例1~3的补强层橡胶的性能测试结果
[0067]
[0068][0069]
注:实施例1~4和对比例1~3测试样品硫化温度145℃,硫化时间25min。
[0070]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施例的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有实施例予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips