
 商标分类
商标分类  商标转让
商标转让 
防喷蓝黑色大底及其制备方法及应用与流程
 2021-02-02 04:02:37|
2021-02-02 04:02:37| 337|
337| 起点商标网
起点商标网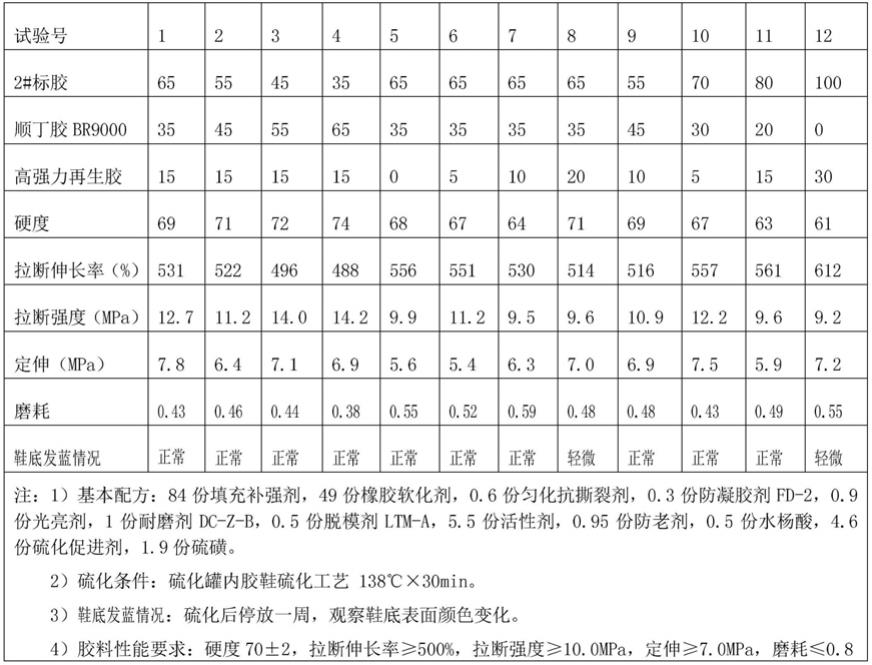
[0001]
本发明涉及橡胶加工领域,特别是一种防喷蓝黑色大底及其制备方法及应用。
背景技术:
[0002]
通常在胶鞋生产过程中,由于受到性能和成本等方面因素的制约,我们在配方中使用大量的炭黑和再生胶及其他价格低廉的软化剂,从而导致胶料中小分子物质含量超高,而具有吸油性的材料用量较少,进而导致了胶料在压延出片或经过高温硫化后,小分子物质会迁移至橡胶制品表面,形成一层油状物,引起表面泛蓝、泛彩现象;又或者在加工过程中,由于硫化温度过高,胶料中本身存在易发蓝物质,也会导致制品泛蓝,严重影响胶鞋外观质量;但在实际生产过程中,降低成本,使物理性能,工艺性能更优是我们必须考虑的,因此,我们需要尽可能的使用更优质的材料,减少小分子物质的含量或减少小分子物质析出,控制好硫化温度,进而阻止制品表面泛蓝。
[0003]
为此,现将配方中炭黑的用量降低到原配方用量的10%,在配方中起着色剂作用和一定程度的补强作用,而剩下的补强剂则用纳米补强剂pf81替代,实现最终的补强性能(纳米补强剂pf81为白色,因此保留部分炭黑作为染色作用),该补强剂结构为中空片状结构,吸油值高达60~70,明显高于其他产品,还兼具较好的补强效果,易分散,价格低廉,可降低生产成本,同时将配方中所采用的软化剂用无色透明和环保型高粘度的软化剂,通过减少配方中小分子的含量、软化剂过量或油品的析出,同时控制好硫化温度,阻止制品表面产生泛蓝现象。又因该工艺无毒、无污染,减少了在生产过程中大量使用炭黑给环境带来污染和员工身体带来的损害。因此,解决大底胶料变色问题,保持产品良好的外观质量,赢得消费者认可,增强公司市场竞争力,研究具有针对性的抗变色大底胶料配方及生产工艺具有迫切的现实意义。
技术实现要素:
[0004]
本发明所要解决的技术问题是:提供一种防喷蓝黑色大底及其制备方法及应用,它具有优良的抗色变功能,硫化后稳定性好且适用实际生产需求,同时成本低廉,能提高生产质量和生产效率,以克服现有技术的不足。
[0005]
本发明的是这样实现的:防喷蓝黑色大底,按重量份数计算,包括60~70份2#标准胶,30~40份顺丁胶br9000,10~20份高强力再生胶,80~88份填充补强剂,48~50份橡胶软化剂,0.5~0.7份匀化抗撕裂剂,0.2~0.4份防凝胶剂fd-2,0.8~1份光亮剂,0.8~1,2份耐磨剂dc-z-b,0.4~0.6份脱模剂ltm-a,5~6份活性剂,0.9~1份防老剂,0.4~0.6份水杨酸,4.4~4.8份硫化促进剂,1.8~2份硫磺。
[0006]
所述的每84份填充剂由10份炭黑n220,65份纳米补强剂pf81及9份白炭黑组成;每49份软化剂由7份橡胶润滑油,17份改性石油树脂,13份植物松焦油及12份复合树脂ds-b组成;每5.5份活性剂由2份三级无味硬脂酸及3.5份纳米氧化锌组成;每4.6份硫化促进剂由0.5份促进剂b,3.5份促进剂bm及0.6份促进剂cz组成;每0.95份橡胶防老剂由0.3份防老剂
mb,0.25份防老剂cd及0.4份防老剂ky-405l组成。
[0007]
所述的纳米补强剂pf81为高吸油值补强剂。
[0008]
防喷蓝黑色大底的制备方法,按上述重量分数取各组分;1)制备塑炼胶:向密机中加入30份2#标准胶,高强力再生胶,圧炼3分钟,提上顶栓,使胶料在密炼机中翻转,再放下上顶栓,继续圧炼3分钟,排料,将胶料投入到辊距为0.5~1.0cm的开炼机上包辊排气泡后卷筒计量,制得塑炼胶,待用,塑炼胶可塑度要求为:0.28-0.34;2)制备母炼胶:将剩余2#标胶,35份顺丁胶br9000,炭黑n220,白炭黑,10份改性石油树脂,8份植物松焦油,7份复合树脂ds-b以及母炼中料投入密炼机中,所述的母炼中料包含活性剂中的三级无味硬脂酸,匀化抗撕裂剂,防凝胶剂fd-2,光亮剂,耐磨剂dc-z-b及脱模剂ltm-a,压炼4min,再加入填充剂中的纳米补强剂pf81,7份橡胶润滑油,放下上顶栓,压炼3min,提上顶栓,扫粉,再继续压炼4min,待密炼机中冒白烟,负荷指针稳定后,提上顶栓,排料,在开炼机上将胶料反复翻炼7~8道,使胶料充分分散均匀后,包辊排气泡,出片,制得母炼胶,待用;3)混炼胶制备:将塑炼胶、母炼胶,剩余改性石油树脂、植物松焦油及复合树脂ds-b,与其他配合剂投入到密炼机中,其他配合剂包含活性剂中的纳米氧化锌,防老剂,水杨酸及硫化促进剂,压炼3min,提上顶栓,扫粉,再压炼3min,待负荷指针稳定后,加入硫磺,再压炼30秒,排料,将胶料再开炼机上反复翻炼6~7道后,包辊排气泡,出片,制得混炼胶料,混炼胶可塑度要求为:0.30-0.34。
[0009]
一种防喷蓝黑色大底的应用,其特征在于:将所制得混炼胶料,混炼胶在开炼机上进行精炼,卷筒,在第二段开炼机上用分条刀分条,分条胶料经传送带送入ф150挤出机,再经过v型三辊压延机压延出片(压延机上辊为人字形花辊,下辊为光辊、无花纹),将压延胶片经冷却水池、五层传送带冷却后,使用双头大底冲切机将压延胶片冲切成成型所需的胶胚片半制品(胶胚片要求:前掌厚度为4.8mm,中腰为2.5mm,后跟为6.8mm),最后将胶胚片与胶鞋其他部件进行粘合成型得半成品胶鞋,将半成品胶鞋进蒸缸硫化,硫化条件为138℃
×
30min,出缸得成品鞋。
[0010]
为了进一步验证本发明的效果,进行了如下实验:
[0011]
一、原料最佳配比研究
[0012]
表1:骨架材料最佳配比研究
[0013][0014]
表2:填充补强剂最佳配比研究
[0015][0016]
[0017]
表3:软化剂最佳配比研究
[0018][0019][0020]
表4:其他配合剂最佳配比研究
[0021][0022][0023]
表4-1:其他配合剂最佳配比研究
[0024][0025][0026]
表4-2:其他配合剂最佳配比研究
[0027][0028][0029]
根据表1、2、3、4试验结果,最佳配方为:包括65份2#标准胶,35份顺丁胶br9000,15
份高强力再生胶,10份炭黑n220,65份纳米补强剂pf81,9份白炭,7份橡胶润滑油,17份改性石油树脂,13份植物松焦油,12份复合树脂ds-b,0.6份匀化抗撕裂剂,0.3份防凝胶剂fd-2,0.9份光亮剂,1份耐磨剂dc-z-b,0.5份脱模剂ltm-a,2份无味硬脂酸(三级),3.5份纳米氧化锌,0.3份防老剂mb,0.25份防老剂cd,0.4份防老剂ky-405l,0.5份水杨酸,0.5份促进剂b,3.5份促进剂bm,0.6份促进剂,1.9份硫磺。
[0030]
二、硫化温度对胶料的影响
[0031][0032][0033]
根据上表试验结果表明,硫化温度偏低,会导致胶料欠硫,配合剂未充分与胶料反应而析出表面,进而导致胶料变色,泛蓝;而硫化温度过高,则会导致大分子芳香烃类物质提前氧化,导致制品表面泛蓝,因此,为保障制品有良好的外观质量,必须严格控制硫化温度,严格按照硫化工艺进行操作。
[0034]
三、工艺研究
[0035]
表5
[0036]
[0037]
[0038][0039]
通过表2中的几个工艺流程对比得出,最佳制造工艺是:先将部分标胶与再生胶制成塑炼胶,再将剩余标胶与填充补强剂和部分软化剂、配合剂制成母炼胶,最后将塑炼胶,母炼胶与剩余软化剂及其他配合剂进行混炼,使配合剂分散均匀而得到符合要求的大底混炼胶;该工艺解决了补强剂难分散问题,保障了胶料的合格性和工艺性能,同时缩短了炼胶时间,降低了能耗,节约了生产成本。
[0040]
由于采用了上述技术方案,与现有技术相比,本发明对防喷蓝黑色大底的配方及制备方法进行筛选、优化,使其在物理性符合标准的前提下,具有良好的抗色变性能,分散性能,省时,能提高生产质量和生产效率。本发明的生产工艺简单,材料来源广泛,成本低廉,适用于工业化生产。
具体实施方式
[0041]
本发明的实施例1:防喷蓝黑色大底,按重量份数计算,包括65份2#标准胶,35份顺丁胶br9000,15份高强力再生胶,84份填充补强剂,49份橡胶软化剂,0.6份匀化抗撕裂剂,0.3份防凝胶剂fd-2,0.9份光亮剂,1份耐磨剂dc-z-b,0.5份脱模剂ltm-a,5.5份活性剂,0.95份防老剂,0.5份水杨酸,4.6份硫化促进剂,1.9份硫磺。
[0042]
防喷蓝黑色大底的制备方法,按上述重量分数取各组分;1)制备塑炼胶:向密机中加入30份2#标准胶,15份高强力再生胶,圧炼3分钟,提上顶栓,使胶料在密炼机中翻转,再放下上顶栓,继续圧炼3分钟,排料,将胶料投入到辊距为0.5~1.0cm的开炼机上包辊排气泡后卷筒计量,制得塑炼胶,待用,塑炼胶可塑度要求为:0.28-0.34。1)制备母炼胶:将剩余35份2#标胶,35份顺丁胶br9000,10份炭黑n220,9份白炭黑,10份改性石油树脂,8份植物松焦油,7份复合树脂ds-b以及母炼中料投入密炼机中(母炼中料包含2份无味硬脂酸(三级),0.6份匀化抗撕裂剂,0.3份防凝胶剂fd-2,0.9份光亮剂,1份耐磨剂dc-z-b,0.5份脱模剂ltm-a),压炼4min,再加入65份纳米补强剂pf81,7份橡胶润滑油,放下上顶栓,压炼3min,提上顶栓,扫粉,再继续压炼4min,待密炼机中冒白烟,负荷指针稳定后,提上顶栓,排料,在开炼机上将胶料反复翻炼7~8道,使胶料充分分散均匀后,包辊排气泡,出片,制得母炼胶,待用。3)混炼胶制备:将塑炼胶、母炼胶,剩余改性石油树脂,植物松焦油,复合树脂ds-b及其他配合剂投入到密炼机中(其他配合剂包含纳米氧化锌,防老剂,水杨酸,促进剂等),压炼3min,提上顶栓,扫粉,再压炼3min,待负荷指针稳定后,加入硫磺,再压炼30秒,排料,将胶料再开炼机上反复翻炼6~7道后,包辊排气泡,出片,制得混炼胶料,混炼胶可塑度要求为:0.30-0.34。
[0043]
一种防喷蓝黑色大底的应用,其特征在于:将所制得混炼胶料,混炼胶在开炼机上进行精炼,卷筒,在第二段开炼机上用分条刀分条,分条胶料经传送带送入ф150挤出机,再经过v型三辊压延机压延出片(压延机上辊为人字形花辊,下辊为光辊、无花纹),将压延胶片经冷却水池、五层传送带冷却后,使用双头大底冲切机将压延胶片冲切成成型所需的胶胚片半制品(胶胚片要求:前掌厚度为4.8mm,中腰为2.5mm,后跟为6.8mm),最后将胶胚片与胶鞋其他部件进行粘合成型得半成品胶鞋,将半成品胶鞋进蒸缸硫化,硫化条件为138℃
×
30min,出缸得成品鞋。
[0044]
本发明的实施例2:防喷蓝黑色大底,按重量份数计算,包括75份2#标准胶,25份顺丁胶br9000,15份高强力再生胶,79份填充补强剂,44份橡胶软化剂,0.6份匀化抗撕裂剂,0.3份防凝胶剂fd-2,0.9份光亮剂,1份耐磨剂dc-z-b,0.5份脱模剂ltm-a,5.5份活性剂,0.95份防老剂,0.5份水杨酸,4.6份硫化促进剂,1.9份硫磺。
[0045]
制备方法及应用同实施例1。
[0046]
本发明的实施例3:防喷蓝黑色大底,按重量份数计算,包括65份2#标准胶,35份顺丁胶br9000,10份高强力再生胶,100份填充补强剂,25份橡胶软化剂,0.6份匀化抗撕裂剂,0.3份防凝胶剂fd-2,0.9份光亮剂,1份耐磨剂dc-z-b,0.5份脱模剂ltm-a,5.5份活性剂,0.95份防老剂,0.5份水杨酸,4.6份硫化促进剂,1.9份硫磺。
[0047]
制备方法及应用同实施例1。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips