
 商标分类
商标分类  商标转让
商标转让 
一种取向均匀的纤维增强热塑树脂复合材料的制作方法
 2021-02-02 03:02:04|
2021-02-02 03:02:04| 205|
205| 起点商标网
起点商标网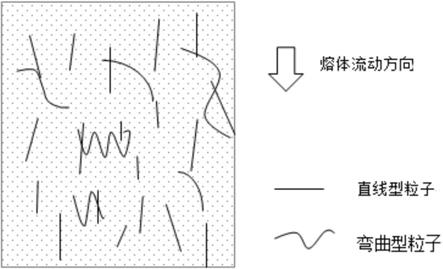
[0001]
本发明属于高分子复合材料制备的技术领域,特别涉及一种取向均匀的纤维增强热塑树脂复合材料。
背景技术:
[0002]
热塑树脂,如pe、pp、pvc、pa等,具有质量轻、来源广、耐化学腐蚀性能好、价格低廉等优点,在电子电器、市政交通、土木建筑等领域展现了巨大的前景。但热塑树脂普遍存在强度和模量相对较低的问题,不能满足高性能结构件的使用需求。采用短切纤维增强热塑树脂是提高其基本力学性能的一个重要手段,具有工艺简单、效果显著、成本可控的优点。
[0003]
目前的短切纤维通常采用以下形式添加到热塑树脂中:一、熔融的热塑树脂鱼短切纤维物理混合,机械搅拌;二、短切纤维与热塑树脂在螺杆挤出机中挤出造粒。第一种方法简单,但在实际操作中,由于熔融树脂粘度大,纤维很难与树脂混合均匀。第二种方法能实现短切纤维在树脂中较好的混合。但在随后的注塑或挤出过程中,纤维会随着熔体的流动方向取向。由此制备的复合材料制品,尤其是小尺寸制品,在熔体流动方向的力学性能得到大范围的提升,但是在非熔体方向,尤其是与熔体垂直的方向,几乎没任何变化,甚至反而会因为纤维的存在破坏了树脂熔体的连续性,从而导致非熔体流动方向更易产生裂纹,发生破坏。
技术实现要素:
[0004]
为了解决上述技术难题,本发明采用一种弯曲型纤维增强复合材料粒子,与普通的直线型纤维增强复合材料粒子共混,实现纤维在热塑树脂中更为均匀的取向,使得由此制备的复合材料具有更好的各向同性。具体的提供了一种取向均匀的纤维增强热塑树脂复合材料,组份包括直线型纤维增强复合材料粒子、弯曲型纤维增强复合材料粒子、紫外线吸收剂、抗氧化剂;所述复合材料由上述组份按照一定质量比进行混合,机械搅拌均匀后,注塑或挤出复合而成;其中所述弯曲型纤维增强复合材料粒子和直线型纤维增强复合材料粒子的重量比为(10-25):100,弯曲型纤维增强复合材料粒子伸直长度与直线型纤维增强复合材料粒子长度的比值为(1~2):1。
[0005]
作为改进,所述直线型纤维增强复合材料粒子伸长度为2~20mm;所述纤维增强热塑树脂复合材料中纤维包括但不限于碳纤维、芳纶纤维、玻璃纤维、玄武岩纤维、竹纤维、木纤维中一种或一种以上的组合;树脂包括但不限于聚乙烯、聚丙烯、尼龙、abs中一种或一种以上的组合。
[0006]
作为改进,所述直线型纤维增强复合材料粒子的制备方法为:将热塑树脂置于浸胶槽,加热至熔融状态;将增强用的连续纤维浸渍在浸胶槽中,穿过刮胶孔,通过牵引装置牵引,在空气中固化,形成连续的纤维增强热塑树脂复合材料线材;再剪切成2~20mm的长度,获得直线型纤维增强复合材料粒子;其中直线型纤维增强复合材料粒子的制备过程通过螺杆挤出机或拉机的设备辅助成型。
[0007]
作为改进,弯曲型纤维增强复合材料粒子的制备方法为:取所述连续的纤维增强热塑树脂复合材料线材,等距缠绕在涂有脱模剂的金属杆件/管件上,放入烘箱加热2-4小时取出,烘箱温度范围为(1/3-2/3)t
m
,其中,t
m
为热塑树脂的熔点;自然冷却至室温;将环状线材从金属杆件/管件上取下,按要求剪切成特定长度的弯曲型纤维,环状线材的直径为0.5-5mm。
[0008]
作为改进,剪切后弯曲型纤维的环数是缠绕在金属杆件/管件上环状线材的至少1/4 环,最大不超过3个整环。
[0009]
有益效果:本发明提供的取向均匀的纤维增强热塑树脂复合材料,纵向,即与熔体流动方向平行的方向,强度比相同纤维体积分数直线型纤维增强复合材料提升20%以上,模量提升20%以上,缺口冲击强度不降低,或略有提升;横向,即与熔体流动方向垂直的方向,强度提升15%以上,模量提升30%以上,缺口冲击强度提升10%以上。
附图说明
[0010]
图1为本发明弯曲型纤维增强复合材料粒子对复合材料增强机理示意图。
[0011]
图2为本发明生产制备过程流程示意图。
[0012]
图3为本发明环状纤维增强复合材料粒子结构示意图。
具体实施方式
[0013]
下面对本发明附图结合实施例作出进一步说明。
[0014]
本发明是基于传统的短切纤维增强热塑树脂复合材料粒子在注塑或挤出制品的过程中,纤维易随树脂熔体流动的方向取向,造成制品性能在各个方向明显不同,本发明制备了一种弯曲型纤维增强复合材料粒子,添加到原材料直线型纤维增强复合材料粒子中,使得更多的增强体在非熔体流动方向取向,以此制备性能更为均匀的复合材料,具体原理图见图1所示。
[0015]
本发明采用弯曲型纤维增强复合材料粒子与直线型纤维增强复合材料粒子共混,一方面可以在非熔体流动方向起到增强效果,另一方面可以桥接直线型纤维增强复合材料粒子,使复合材料力学性能在该方向进一步提升。
[0016]
一种取向均匀的纤维增强热塑树脂复合材料的制备方法,包括如下步骤:
[0017]
s101:该复合材料采用注塑或挤出的方式制备而成,包括传统的直线型纤维增强复合材料粒子、新型弯曲型纤维增强复合材料粒子,以及添加助剂,其中添加助剂可以为耐紫外线吸收剂、抗氧化剂。
[0018]
优选地,紫外线吸收剂可以为uv-329、uv-531、uv-527等中至少一种或两种的组合,添加量重量占复合材料整体重要百分比为0.05-0.3%;抗氧化剂优选为抗氧化剂1010、抗氧化剂168、抗氧化剂1076、抗氧化剂b225等中至少一种或两种的组合,添加量重量占复合材料整体重要百分比0.2-0.6%。
[0019]
其中,纤维可以为碳纤维、芳纶纤维、玻璃纤维、玄武岩纤维、竹纤维、木纤维等增强纤维;热塑树脂可以为聚乙烯、聚丙烯、尼龙、abs等树脂。
[0020]
s102:直线型纤维增强复合材料粒子制备工艺如下:热塑树脂置于浸胶槽,加热至熔融状态;连续纤维浸渍在浸胶槽中,穿过刮胶孔,通过牵引装置牵引,在空气中固化,形成
连续的纤维增强热塑树脂复合材料线材;再剪切成特定的长度;该直线型纤维增强复合材料粒子的制备过程可通过螺杆挤出机、拉机机等设备辅助成型;该制备过程示意图如图2。
[0021]
s103:弯曲型纤维增强复合材料粒子制备工艺如下:取步骤2制备的连续的纤维增强热塑树脂复合材料线材,等距缠绕在涂有脱模剂的金属杆件/管件上,放入烘箱加热2-4 小时取出,烘箱温度范围为(1/3-2/3)t
m
,其中,t
m
为热塑树脂的熔点;自然冷却至室温;将环状线材从金属杆件/管件上取下,按要求剪切成特定长度的弯曲型纤维。
[0022]
s104:弯曲型纤维增强复合材料粒子与直线型纤维增强复合材料粒子混合,机械搅拌均匀后注塑或挤出造粒。其中,弯曲型和直线型粒子的质量比为(10-25):100。
[0023]
在所述步骤s102中,直线型纤维增强复合材料粒子长度范围2-20mm。
[0024]
在所述步骤s103中,环状线材具有如下结构特征图2。
[0025]
在所述步骤s103中,可以通过连续线材缠绕的间距、管材或杆件的直径控制环状线材的弧度、直径等参数。
[0026]
在所述步骤s103中,弯曲型纤维增强复合材料粒子至少应为1/4环,最大不超过3 个整环。
[0027]
在所述步骤s104中,弯曲型纤维增强复合材料粒子伸直长度与直线型纤维增强复合材料粒子长度的比值为(1-2):1。
[0028]
实施例1
[0029]
取树脂为聚乙烯,纤维为玄武岩纤维,按照不同的纤维体积占比进行实验,通过调整直线型和弯曲型规格的纤维粒子的体积比和长度进行实验组和对比组,其中前两组为对比组,剩余的为实验组,分别独立对实验组和对比组,进行包括纵向和横向两个维度的力学性能测试,获得以下表1-2中的数据,如下:
[0030]
表1不同规格直线型和弯曲型复合材料粒子组合后测得复合材料的性能数据
[0031][0032][0033]
表2不同分组后复合材料力学性能的测试数据
20%以上,缺口冲击强度不降低,或略有提升;横向,即与熔体流动方向垂直的方向,强度提升15%以上,模量提升30%以上,缺口冲击强度提升10%以上。
[0038]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 复合材料

 热门咨询
热门咨询




tips