
 商标分类
商标分类  商标转让
商标转让 
基于离心模压方法的纤维增强仿生复合材料及其制备方法与流程
 2021-02-02 02:02:20|
2021-02-02 02:02:20| 297|
297| 起点商标网
起点商标网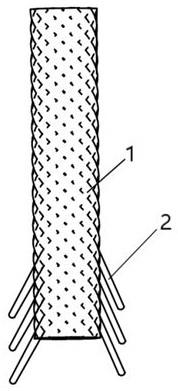
[0001]
本发明涉及仿生复合材料技术领域,具体涉及基于离心模压方法的纤维增强仿生复合材料及其制备方法。
背景技术:
[0002]
在大自然中,各种生物为了适应自身生存的环境,在经历了长期的进化之后,形成了具有各自特色的生物结构和优良的性能。近年来,科学家们从自然界中的生物复合材料得到了启发,在材料设计时引入了“仿生设计”和“纤维形态设计”的概念。根系结构作为一种普遍而又特殊的仿生结构,是大多数动植物根据物质传输效率和营养供给要求进化出来的一种优选结构,其特征为主干连接多个支干,彼此相互交错,使得根系与根系、根系与土壤之间力的相互作用更加紧密,更能承受外力的冲击。
[0003]
目前,国内复合材料的研究方向大多向增强纤维本身特性以及偶联剂的方向发展,纤维的一些力学特征仍有较大发展空间。根系结构相比普通的直纤维结构具有更好的界面结合力与承载力,将仿根系结构应用到纤维束的编织中,可以有效提升仿生纤维复合材料的力学性能。
[0004]
凯夫拉纤维是上世纪60年代美国杜邦公司生产的一种芳纶纤维材料的品牌名,是一种高性能的合成纤维,因其具有永久的耐热阻燃性、永久的抗静电性、高强度、高耐磨、高抗撕裂、耐酸碱等特性,被广泛应用于航天、军事等领域;关于凯夫拉纤维的研究工作在体现出极高的学术前沿性同时又在高强结构材料、能源、环境保护、特种防护等应用领域展现出良好实用价值和应用潜力。
[0005]
离心力是一种虚拟力,是一种惯性力,它使旋转的物体远离它的旋转中心,离心力在各个领域的应用已经非常普遍。本发明采用离心模压的方法对凯夫拉纤维增强的仿生复合材料进行压制,相比于普通的压制方法,其受力更加均匀,材料的抗压和抗剪切强度较普通压制的材料提高了3%~5%,提高了材料的使用寿命。
技术实现要素:
[0006]
本发明的目的在于:提供了基于离心模压方法的纤维增强仿生复合材料及其制备方法,通过离心模压的特殊压制成型方法以及特殊的仿根系结构设计,使得仿生复合材料具有相比于普通压制方法更高的强度,增加了其使用寿命,相比传统的复合材料能发挥更加优异的力学承载效果。
[0007]
为了实现上述目的,本发明解决技术问题所采用的技术方案如下:
[0008]
一种基于离心模压方法的纤维增强仿生复合材料,采用凯夫拉纤维缠绕在碳纤维束表面,同时对纤维束进行扭转增强,最终碳纤维束和凯夫拉纤维以仿根状的结构排布成纤维束,并与水性环氧树脂乳液进行混合形成射流,通过离心模压压制成形。
[0009]
所述碳纤维束采用5-10根碳纤维编织而成,其中编织升角控制在5
°
~50
°
,并且纤维每隔80~150mm测量的螺旋升角的误差不得超过5
°
。
[0010]
所述碳纤维束和凯夫拉纤维按1:(5~10)的比例进行缠绕,缠绕角度为30
°
~60
°
。
[0011]
所述碳纤维单丝直径控制在6μm~9μm,凯夫拉纤维单丝直径控制在10μm~13μm,最终制成5~10mm的纤维束。
[0012]
所述凯夫拉纤维缠绕时下一段凯夫拉纤较前一段凯夫拉纤维的轴向间距为90μm~150μm。
[0013]
所述纤维束与水性环氧树脂乳液含量比例为5:(0.8-1.2)。
[0014]
所述水性环氧树脂乳液由环氧树脂以及质量分数为3.0%~4.5%的复合乳化剂加热搅拌乳化而成,其中复合乳化剂中聚氧乙烯辛基苯酚醚-10和十二烷基硫酸钠按(2.5~4):1的比例进行配比。
[0015]
所述水性环氧树脂乳液通过以下方法制备:环氧树脂以及质量分数为3.0%~4.5%的复合乳化剂放入加热容器中进行搅拌,其中复合乳化剂中聚氧乙烯辛基苯酚醚-10和十二烷基硫酸钠按(2.5~4):1的比例进行配比,加热温度为70℃~85℃,搅拌速度为1500r/min~2000r/min,搅拌时间为10min~15min;在搅拌过程中加入去离子水75ml~170ml,持续乳化50min~100min;将经过去离子水处理过的过硫酸铵作为引发剂添加到预制乳液中,添加时间设定为2.5h~5h,继续反应50min~100min,然后经过过滤得到水性环氧树脂乳液。
[0016]
所述射流经喷头喷出,喷头喷射速度为0.5m/s~1m/s,喷射角度为3
°
~45
°
,喷头经过上下移动喷射在高速离心模压装置的加热内壁上的模腔中,其中喷头移动速度为0.01m/s~0.03m/s,加热内壁回转半径为0.3m~0.5m,回转速度为25r/s~30r/s,加热温度为110~160℃。
[0017]
本发明还提供了上述的基于离心模压方法的纤维增强仿生复合材料的制备方法,包括以下步骤:
[0018]
第一步、制备水性环氧树脂乳液
[0019]
将50g~100g环氧树脂以及质量分数为3.0%~4.5%的复合乳化剂放入加热容器中进行搅拌,其中复合乳化剂中聚氧乙烯辛基苯酚醚-10和十二烷基硫酸钠按(2.5~4):1的比例进行配比,加热温度为70℃~85℃,搅拌速度为1500r/min~2000r/min,搅拌时间为10min~15min;在搅拌过程中加入去离子水75ml~170ml,持续乳化50min~100min;将经过去离子水处理过的过硫酸铵作为引发剂添加到预制乳液中,添加时间设定为2.5h~5h,继续反应50min~100min,然后经过过滤得到水性环氧树脂乳液;
[0020]
第二步、编织纤维束:
[0021]
将5-10根碳纤维采用纤维束编织机进行编织,其中编织升角控制在5
°
~50
°
并且保证纤维每隔80~150mm测量的螺旋升角的误差不得超过5
°
,即保证纤维整体角度均匀;
[0022]
第三步、进行纤维缠绕:
[0023]
将凯夫拉纤维按照缠绕角度30
°
~60
°
在碳纤维束表面进行缠绕编织,其中碳纤维束和凯夫拉纤维按1:(5~10)的比例进行缠绕,碳纤维单丝直径控制在6μm~9μm,凯夫拉纤维单丝直径控制在10μm~13μm,最终制成5-10mm的纤维束;
[0024]
第四步、获得仿根系结构:
[0025]
下一段凯夫拉纤维缠绕时较前一段凯夫拉纤维的轴向间距为90μm~150μm,在缠绕的同时对纤维束进行扭转增强,使得最终碳纤维束和凯夫拉纤维以仿根状的结构进行排
布;
[0026]
第五步、形成射流:
[0027]
在碳纤维束与凯夫拉纤维进行缠绕的同时与水性环氧树脂乳液进行混合,形成射流,其中纤维束与树脂含量比例为5:(0.8~1.2);
[0028]
第六步、进行离心模压:
[0029]
射流经喷头喷出,喷头喷射速度为0.5m/s~1m/s,喷射角度为3
°
~45
°
,喷头经过上下移动喷射在高速离心模压装置的加热内壁上的模腔中,其中喷头移动速度为0.01m/s~0.03m/s,加热内壁回转半径为0.3m~0.5m,回转速度为25r/s~30r/s,加热温度为110~160℃;
[0030]
第七步、脱模剪切:
[0031]
待模腔内的复合材料成型后进行冷却,随后进行脱模剪切,整个纤维编织和材料成型冷却的过程均在真空环境下完成。
[0032]
与现有技术相比,本发明的有益效果是:
[0033]
本发明提供的基于离心模压方法的纤维增强仿生复合材料及其制备方法,利用凯夫拉纤维本身的优异性可以有效的提升复合材料的物理和力学性能,特别是采用仿根系的排列布局方式以及通过离心模压的特殊压制成形方法后,其复合材料的强度得到了进一步提升,使复合材料具有强度高、耐腐蚀、耐高低温等特性。
附图说明
[0034]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
[0035]
图1为本发明实施例提供的基于离心模压方法的纤维增强仿生复合材料的结构示意图。
[0036]
附图标记说明:
[0037]
1、碳纤维束;2、凯夫拉纤维。
具体实施方式
[0038]
下面结合附图和实施例对本发明做进一步详细说明。
[0039]
实施例1
[0040]
本发明提供的基于离心模压方法的纤维增强仿生复合材料及其制备方法,其具体实施方式步骤如下:
[0041]
一:将50g环氧树脂以及质量分数为3.0%的复合乳化剂放入加热容器中进行搅拌,其中复合乳化剂中聚氧乙烯辛基苯酚醚-10和十二烷基硫酸钠按2.5:1的比例进行配比,加热温度为70℃,搅拌速度为1500r/min,搅拌时间为10min;在搅拌过程中加入去离子水75ml,持续乳化50min;将经过去离子水处理过的过硫酸铵作为引发剂添加到预制乳液中,添加时间设定为2.5h,继续反应50min,然后经过过滤得到水性环氧树脂乳液。
[0042]
二:将8根碳纤维采用纤维束编织机进行编织,其中编织升角控制在30
°
并且保证纤维每隔100mm测量的螺旋升角的误差不得超过3
°
,即保证纤维整体角度均匀;
[0043]
三:将凯夫拉纤维按45
°
缠绕角度在碳纤维束表面进行缠绕编织,其中碳纤维束和凯夫拉纤维按1:7的比例进行缠绕,碳纤维单丝直径控制在8μm,凯夫拉纤维单丝直径控制在11μm,最终制成若干8mm的纤维束。
[0044]
四:控制下一段凯夫拉纤维缠绕时较前一段凯夫拉纤维的轴向间距为110μm,在缠绕的同时对纤维束进行扭转增强,因为凯夫拉纤维长度较短,使得最终碳纤维束1和凯夫拉纤维2以仿根状的结构进行排布。如图1所示。
[0045]
五:在碳纤维束与凯夫拉纤维进行缠绕的同时与水性环氧树脂乳液进行混合,形成射流,其中纤维束与树脂含量比例为5:1。
[0046]
六:射流经喷头喷出,喷头喷射速度为0.7m/s,喷射角度为30
°
,喷头经过上下移动喷射在高速离心模压装置的加热内壁上的模腔中,其中喷头移动速度为0.01m/s,加热内壁回转半径为0.5m,回转速度为25r/s,加热温度为130℃。
[0047]
七:待模腔内的复合材料成型后进行冷却,随后进行脱模剪切,整个纤维编织和材料成型冷却的过程均在真空环境下完成。
[0048]
八:对上述复合材料样件进行了拉伸试验,结果显示:复合材料的拉伸强度为2970mpa,且在不同角度对复合材料进行拉伸试验得到的数据波动幅度不足5%;而普通碳纤维复合材料的抗拉强度2000-2400mpa,但在不同角度对其进行拉伸试验时,其得到的数据波动幅度较大,其中最小的数值发生在复合材料的切向,得到的拉伸强度数值仅为500mp,所得实验结果表明本发明涉及到的种基于离心模压方法的纤维增强仿生复合材料,其在多方向受力均优于普通碳纤维复合材料。
[0049]
实施例2
[0050]
本发明提供的基于离心模压方法的纤维增强仿生复合材料及其制备方法,其具体实施方式步骤如下:
[0051]
一:将60g环氧树脂以及质量分数为3.5%的复合乳化剂放入加热容器中进行搅拌,其中复合乳化剂中聚氧乙烯辛基苯酚醚-10和十二烷基硫酸钠按3:1的比例进行配比,加热温度为80℃,搅拌速度为1500r/min,搅拌时间为10min;在搅拌过程中加入去离子水80ml,持续乳化65min;将经过去离子水处理过的过硫酸铵作为引发剂添加到预制乳液中,添加时间设定为2.5h,继续反应55min,然后经过过滤得到水性环氧树脂乳液。
[0052]
二:将10根碳纤维采用纤维束编织机进行编织,其中编织升角控制在50
°
并且保证纤维每隔80mm测量的螺旋升角的误差不得超过3
°
,即保证纤维整体角度均匀;
[0053]
三:将凯夫拉纤维按30
°
缠绕角度在碳纤维束表面进行缠绕编织,其中碳纤维束和凯夫拉纤维按1:5的比例进行缠绕,碳纤维单丝直径控制在6μm,凯夫拉纤维单丝直径控制在10μm,最终制成若干5mm的纤维束。
[0054]
四:控制下一段凯夫拉纤维缠绕时较前一段凯夫拉纤维的轴向间距为90μm,在缠绕的同时对纤维束进行扭转增强,因为凯夫拉纤维长度较短,使得最终碳纤维束和凯夫拉纤维以仿根状的结构进行排布。
[0055]
五:在碳纤维束与凯夫拉纤维进行缠绕的同时与水性环氧树脂乳液进行混合,形成射流,其中纤维束与树脂含量比例为5:0.8。
[0056]
六:射流经喷头喷出,喷头喷射速度为0.5m/s,喷射角度为3
°
,喷头经过上下移动喷射在高速离心模压装置的加热内壁上的模腔中,其中喷头移动速度为0.01m/s,加热内壁
回转半径为0.5m,回转速度为30r/s,加热温度为110℃。
[0057]
七:待模腔内的复合材料成型后进行冷却,随后进行脱模剪切,整个纤维编织和材料成型冷却的过程均在真空环境下完成。
[0058]
八、对上述复合材料样件进行了拉伸试验,结果与实施例1类似。
[0059]
实施例3
[0060]
本发明提供的基于离心模压方法的纤维增强仿生复合材料及其制备方法,其具体实施方式步骤如下:
[0061]
一:将90g环氧树脂以及质量分数为4.5%的复合乳化剂放入加热容器中进行搅拌,其中复合乳化剂中聚氧乙烯辛基苯酚醚-10和十二烷基硫酸钠按4:1的比例进行配比,加热温度为85℃,搅拌速度为2000r/min,搅拌时间为15min;在搅拌过程中加入去离子水170ml,持续乳化100min;将经过去离子水处理过的过硫酸铵作为引发剂添加到预制乳液中,添加时间设定为5h,继续反应100min,然后经过过滤得到水性环氧树脂乳液。
[0062]
二:将5根碳纤维采用纤维束编织机进行编织,其中编织升角控制在5
°
并且保证纤维每隔150mm测量的螺旋升角的误差不得超过5
°
,即保证纤维整体角度均匀;
[0063]
三:将凯夫拉纤维按60
°
缠绕角度在碳纤维束表面进行缠绕编织,其中碳纤维束和凯夫拉纤维按1:10的比例进行缠绕,碳纤维单丝直径控制在9μm,凯夫拉纤维单丝直径控制在13μm,最终制成若干10mm的纤维束。
[0064]
四:控制下一段凯夫拉纤维缠绕时较前一段凯夫拉纤维的轴向间距为150μm,在缠绕的同时对纤维束进行扭转增强,因为凯夫拉纤维长度较短,使得最终碳纤维束和凯夫拉纤维以仿根状的结构进行排布。
[0065]
五:在碳纤维束与凯夫拉纤维进行缠绕的同时与水性环氧树脂乳液进行混合,形成射流,其中纤维束与树脂含量比例为5:1.2。
[0066]
六:射流经喷头喷出,喷头喷射速度为1m/s,喷射角度为45
°
,喷头经过上下移动喷射在高速离心模压装置的加热内壁上的模腔中,其中喷头移动速度为0.03m/s,加热内壁回转半径为0.3m,回转速度为25r/s,加热温度为160℃。
[0067]
七:待模腔内的复合材料成型后进行冷却,随后进行脱模剪切,整个纤维编织和材料成型冷却的过程均在真空环境下完成。
[0068]
八、对上述复合材料样件进行了拉伸试验,结果与实施例1类似。
[0069]
尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用。它完全可以被适用于各种适合本发明的领域。对于熟悉本领域的人员而言,可容易地实现另外的修改。因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips