
 商标分类
商标分类  商标转让
商标转让 
一种均相催化酯交换合成草酸甲乙酯的工艺方法与流程
 2021-02-02 02:02:40|
2021-02-02 02:02:40| 441|
441| 起点商标网
起点商标网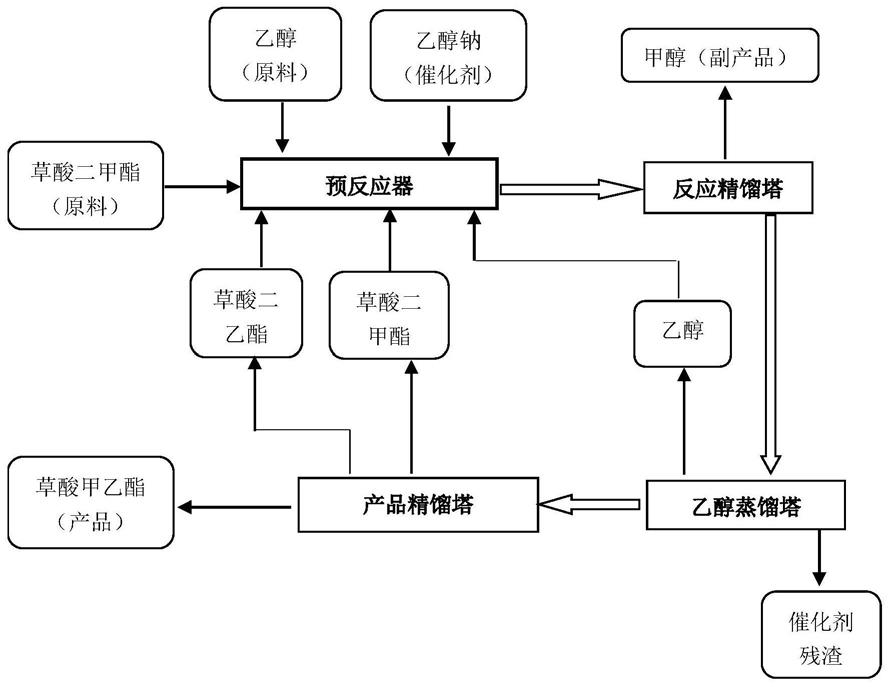
[0001]
本申请涉及一种均相催化酯交换合成草酸甲乙酯的工艺方法,属于合成不对称酯方法的技术领域。
背景技术:
[0002]
乙二醇是一种重要的基础化工原料,广泛应用于各个领域,主要用于生产聚酯纤维、防冻剂、不饱和聚酯树脂、润滑剂、增塑剂、非离子表面活性剂以及炸药等。国内煤制乙二醇技术同质化竞争严重,导致煤制乙二醇整体开工率不高,2020年煤制乙二醇开工率仅为20%。
[0003]
煤制二乙醇过程包括:煤气化制合成气,合成气制甲醇,甲醇制亚硝酸甲酯,亚硝酸甲酯发生羰基化反应得到草酸二甲酯,草酸二甲酯加氢得到乙二醇。随着煤制乙二醇大大过剩,开发草酸二甲酯下游高附加值精细化学品具有重要的价值。
[0004]
草酸甲乙酯是甲/乙基化试剂,能与脂肪酸酯、酰胺或苯胺类化合物以及许多杂环化合物进行各种缩合反应。作为不对称草酸酯可以用作锂电池电解质溶剂。用于医药工业,可以合成激素胸腺碱,是制造苯巴比妥、硫唑嘌呤、长效磺胺、磺胺甲基噁唑、羧苯酯青霉素、乙哌氧氨苄青霉素、乳酸氯喹、噻苯咪唑、酮酯类等药物的中间体。草酸甲乙酯可以通过脱羰基反应,得到目前用量最大的锂离子电池电解液溶剂碳酸甲乙酯。
[0005]
目前文献和专利完全没有报道草酸甲乙酯的合成工艺方法。
技术实现要素:
[0006]
根据本申请的一个方面,提供了一种均相催化酯交换合成草酸甲乙酯的工艺方法,该工艺以草酸二甲酯和乙醇为原料,以乙醇钠或草酸锌为催化剂,通过反应精馏、产物分离等过程得到产品草酸甲乙酯,副产甲醇。
[0007]
一种均相催化酯交换合成草酸甲乙酯的工艺方法,包括以下工艺步骤:
[0008]
(1)含有草酸二甲酯、乙醇的混合物在预反应器中在催化剂作用下进行均相催化反应,生成液态混合物;
[0009]
(2)将所述液态混合物在反应精馏塔进一步进行均相催化反应,分离出副产品甲醇;
[0010]
(3)反应精馏塔塔釜物料进入乙醇蒸馏塔分离出过量的乙醇,返回预反应器循环使用,乙醇蒸馏塔塔釜物料中析出催化剂残渣,去除残渣得到乙醇蒸馏塔塔釜清液;
[0011]
(4)乙醇蒸馏塔塔釜清液物料进入产品精馏塔,分离出草酸甲乙酯。
[0012]
可选地,步骤(4)中,分离出的未反应的草酸二甲酯和副产物草酸二乙酯返回预反应器循环利用。
[0013]
可选地,步骤(1)中,预反应器的反应温度为70~110℃,优选75-90℃。
[0014]
可选地,预反应器的反应温度独立地选自70℃、75℃、80℃、90℃、100℃、110℃中的任意值或任意两者之间的范围值。
[0015]
可选地,步骤(1)中,所述催化剂为乙醇钠和/或草酸锌。
[0016]
可选地,步骤(1)中,草酸二甲酯和乙醇的进料摩尔比为:1:0.5~1:2。
[0017]
可选地,草酸二甲酯和乙醇的进料摩尔比独立地选自1:0.5、1:0.7、1:0.9、1:1、1:1.2、1:1.4、1:1.5、1:1.6、1:1.8、1:2.0中的任意值或任意两者之间的范围值。
[0018]
其中,草酸二乙酯作为循环物料,来自于反应后在产品精馏塔分离出的副产物草酸二乙酯。
[0019]
可选地,步骤(1)中,所述预反应器为固定床或者浆态床反应器。
[0020]
可选地,步骤(2)中,反应精馏塔为反应和精馏同时进行,反应生成的产物为非共沸物,单塔完成副产物甲醇分离。得到的副产品甲醇的纯度为99.9%。
[0021]
可选地,步骤(2)中,反应精馏塔的塔顶温度为63~75℃,塔釜的操作温度为80~115℃;操作压力为99~105kpa。
[0022]
可选地,步骤(3)中,所述乙醇蒸馏塔为常压蒸馏或减压蒸馏,蒸出的乙醇脱水后返回预反应器循环利用。
[0023]
可选地,所述常压蒸馏采用蒸汽加热,操作温度为150-170℃。
[0024]
可选地,所述减压蒸馏采用真空闪蒸,真空度为20~50kpa。
[0025]
可选地,使用4a或5a分子筛进行乙醇脱水。
[0026]
可选地,步骤(3)中,乙醇蒸馏塔塔釜物料中析出催化剂残渣,去除残渣得到乙醇蒸馏塔塔釜清液。
[0027]
可选地,步骤(4)中,产品精馏塔为多侧线采出,单塔分离出产品草酸甲乙酯、未反应的草酸二甲酯和副产物草酸二乙酯。产品草酸甲乙酯的纯度达到99%以上。
[0028]
可选地,步骤(4)中,产品精馏塔的操作温度为110~180℃,操作压力为0.001~101kpa。
[0029]
可选地,所述产品精馏塔为多侧线采出,单塔分离出产品草酸甲乙酯、未反应的草酸二甲酯和副产物草酸二乙酯,未反应的草酸二甲酯和副产物草酸二乙酯返回预反应器循环利用。
[0030]
作为一种优选的实施方式,包括以下工艺步骤:
[0031]
(1)原料草酸二甲酯、乙醇与循环物料草酸二乙酯及催化剂首先在预反应器中进行均相催化反应;
[0032]
(2)预反应器中生成的混合物(含催化剂)进入反应精馏塔进一步反应并分离出副产品甲醇;
[0033]
(3)反应精馏塔塔釜物料进入乙醇蒸馏塔分离出过量的乙醇,并将其脱水后返回预反应器,同时塔釜物料中析出催化剂残渣,并将催化剂残渣分离,分离后的塔釜清液送至产品精馏塔;
[0034]
(4)乙醇蒸馏塔塔釜清液物料进入产品精馏塔,分离出产品草酸甲乙酯、未反应的草酸二甲酯和副产物草酸二乙酯,未反应的草酸二甲酯和副产物草酸二乙酯返回预反应器循环利用。
[0035]
可选地,所述工艺过程包括预反应器、反应精馏塔、乙醇蒸馏塔和产品精馏塔等关键设备。
[0036]
本申请中,如无特别说明,所给出的数据范围选自范围中的任意值,且包含范围的
端点值。
[0037]
本申请中,常压指101.3kpa。
[0038]
本申请能产生的有益效果包括:
[0039]
1)本申请的工艺方法中,利用草酸二甲酯和乙醇为原料生产草酸甲乙酯,生成的产物不存在共沸物,反应和精馏在一个塔内同时进行,单塔即可将副产品甲醇分离,工艺路线短,能耗低。
[0040]
2)本申请的工艺方法中,工艺过程最高温度180℃,操作压力均为常压或低真空度,整体对设备管道选材要求不苛刻,能耗也不高。
[0041]
3)本申请的工艺方法中,生成的副产物草酸二乙酯可做为反应产物与未反应完全的草酸二甲酯返回预反应器循环利用,使反应物的总转化率得到提高。反应物的总转化率在99%以上。
[0042]
4)本申请的工艺方法中,生成的产品纯度达到99%以上,副产品甲醇纯度99.9%。
附图说明
[0043]
图1为本发明工艺流程实施例示意图。
[0044]
图2为本发明采用蒸汽加热的乙醇常压蒸馏塔的工艺流程实施例示意图。
[0045]
图3为本发明采用抽真空系统的乙醇减压蒸馏塔的工艺流程实施例示意图。
具体实施方式
[0046]
下面结合实施例详述本申请,但本申请并不局限于这些实施例。
[0047]
如无特别说明,本申请的实施例中的原料和催化剂均通过商业途径购买,其中原料草酸二甲酯的纯度大于98%,乙醇的纯度大于99.5%。
[0048]
4a和5a分子筛来自于常规商用脱水分子筛。
[0049]
催化剂乙醇钠和草酸锌来自于天津大茂化学试剂有限公司。
[0050]
反应物的总转化率计算如下:
[0051]
1-[未反应的草酸二甲酯物质量/(剩余的草酸二甲酯物质量+生成的草酸甲乙酯物质量+生成草酸二乙酯物质的量)]
[0052]
本发明以草酸二甲酯和乙醇为原料,以乙醇钠或草酸锌为催化剂,通过反应精馏、产物分离等过程得到产品草酸甲乙酯,副产甲醇。
[0053]
本发明的具体工艺过程是:
[0054]
如图1所示,原料草酸二甲酯和乙醇首先在预反应器内在催化剂乙醇钠或草酸锌的作用下发生均相催化反应,反应温度70~110℃。预反应后的混合物经泵送至反应精馏塔,在反应精馏塔内继续反应并精馏,将生成的副产品甲醇从塔顶馏出,精馏塔塔顶温度63.6℃,塔釜最高操作温度115℃,操作压力为常压,分离出的副产品甲醇纯度99.9%。反应精馏塔塔釜物料用泵送至乙醇蒸馏塔,将原料中过量的乙醇蒸出,蒸出的乙醇经4a或5a分子筛将携带的水分脱除后返回预反应器循环利用。同时,乙醇蒸馏塔塔釜物料中析出催化剂残渣,并将催化剂残渣分离,分离后的塔釜清液送至产品精馏塔。产品精馏塔为多侧线采出,最高操作温度180℃,操作压力为常压,分离后分别得到纯度为99%的产品草酸甲乙酯、未完全反应的草酸二甲酯和副产物草酸二乙酯。产品精馏塔分离出的未完全反应的草酸二
甲酯和副产物草酸二乙酯返回预反应器循环利用。
[0055]
实施例1
[0056]
如图3所示,3.5mol草酸二甲酯和14mol乙醇在预反应器(浆态床反应器)发生均相催化反应,催化剂为10g草酸锌,反应温度为80℃。预反应后的混合物经泵送至反应精馏塔,在反应精馏塔内继续反应并精馏,反应精馏塔的塔顶温度为63.6℃,塔釜的操作温度为85-90℃,操作压力为101kpa,将生成的副产品甲醇从塔顶馏出,副产品甲醇纯度为99.9%。反应精馏塔塔釜物料用泵送至乙醇蒸馏塔,在真空系统下进行闪蒸,真空度20-50kpa,将原料中过量的乙醇蒸出,蒸出的乙醇经5a分子筛将携带的水分脱除后返回预反应器循环利用。除去催化剂残渣,乙醇蒸馏塔塔釜的清液物料经泵送至产品精馏塔进行精馏分离,产品精馏塔为多侧线采出,产品精馏塔的操作温度为115-125℃,操作压力为0.003-0.005kpa,分离后获得产品草酸甲乙酯(纯度99%),分离出的未完全反应的草酸二甲酯和副产物草酸二乙酯返回预反应器循环利用。反应物的总转化率为99.12%。
[0057]
实施例2
[0058]
如图2所示,原料草酸二甲酯和乙醇(草酸二甲酯3.5mol,乙醇14mol)首先在预反应器(固定床反应器)内在催化剂乙醇钠(用量10g)的作用下发生均相催化反应,反应温度为80℃。预反应后的混合物经泵送至反应精馏塔,在反应精馏塔内继续反应并精馏,将生成的副产品甲醇从塔顶馏出,反应精馏塔的塔顶温度为63.6℃,塔釜的操作温度为85-90℃,操作压力为101kpa,副产品甲醇纯度为99.9%。反应精馏塔塔釜物料用泵送至乙醇蒸馏塔,利用蒸汽加热进行常压蒸馏,操作温度150-170℃,将原料中过量的乙醇蒸出,蒸出的乙醇经4a分子筛将携带的水分脱除后返回预反应器循环利用。乙醇蒸馏塔塔釜除去催化剂残渣的清液物料再经泵送至产品精馏塔进行精馏分离,产品精馏塔为多侧线采出,产品精馏塔的操作温度为115-125℃,操作压力为0.003-0.005kpa,分离后分别得到纯度为99%的产品草酸甲乙酯、未完全反应的草酸二甲酯和副产物草酸二乙酯。产品精馏塔分离出的未完全反应的草酸二甲酯和副产物草酸二乙酯返回预反应器循环利用。反应物的总转化率为99.46%。
[0059]
以上所述,仅是本申请的几个实施例,并非对本申请做任何形式的限制,虽然本申请以较佳实施例揭示如上,然而并非用以限制本申请,任何熟悉本专业的技术人员,在不脱离本申请技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips