
 商标分类
商标分类  商标转让
商标转让 
一种分离富含碳二碳三干气的方法与装置与流程
 2021-02-02 01:02:52|
2021-02-02 01:02:52| 327|
327| 起点商标网
起点商标网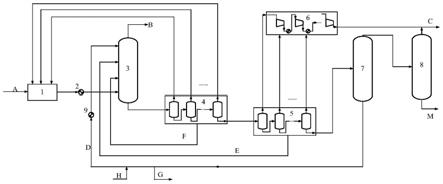
[0001]
本发明属于炼厂干气回收技术领域,具体说,是涉及一种分离富含碳二碳三干气的方法与装置。
背景技术:
[0002]
干气的来源为炼厂中的炼油装置与化工装置,其中炼油装置干气主要来源于原油的一次和二次加工过程,如常减压蒸馏装置、催化裂化装置、催化裂解装置、延迟焦化装置等,化工装置干气主要来源有烷烃脱氢装置、psa装置、轻烃回收装置、乙苯-苯乙烯装置等。目前,我国大部分炼厂产生的干气作为燃料烧掉,有些甚至放入火炬燃烧掉,利用价值较低,造成了资源的严重浪费和环境污染。
[0003]
炼厂干气主要成分为甲烷、乙烷、乙烯、丙烯、丙烷、丁烷等,其中碳二组分含量最多,经过干气回收的碳二中乙烯可作为乙苯、环氧乙烷等装置的生产原料,而乙烷是非常理想的裂解原料,将炼厂中的乙烷回收送往乙烯生产装置,降低了裂解原料的成本。经过干气回收的碳三组分可送去烷烃脱氢装置进一步回收利用,极大提高了经济效益。
[0004]
目前从炼厂干气中回收碳二组分的方法主要有深冷分离法、冷油吸收法、变压吸附法(psa)等,各种方法各有其优势和劣势。深冷分离法经过数十年的发展与改进,技术成熟、工艺完善,而且产品纯度和回收率都很高,是以前提纯裂解乙烯常用方法。但该方法一般需在-100℃左右的低温下进行气体分离,冷量负荷大且制冷流程复杂,还需对原料气进行预处理,导致装置投资大。此外,深冷分离法通常适合于炼厂集中、干气副产量大的地区,针对我国炼厂规模相对较小且较为分散的情况,采用该方法经济性较差。变压吸附法可实现常温操作,自动化程度高、操作简单、能耗较低且环境友好,但采用该方法设备庞大、控制系统比较复杂,得到的乙烯纯度较低且回收率不高,要得到聚合级乙烯通常需要采用多级变压吸附,占地面积及设备投资增加。
[0005]
冷油吸收法属于物理吸收,利用干气中各组分在吸收剂中的溶解度差异实现干气分离,吸收剂一般为混合碳四、混合碳五和液化气等,首先通过吸收脱除甲烷和氢气等不凝气体组分,再通过解吸的方法回收c2、c3组分。冷油吸收法有中冷油吸收法(-40~-20℃)与浅冷油吸收法(0℃以上),目前的冷油吸收法技术存在着贫溶剂循环量大、解吸全部由热解吸分离、能耗较高等问题。
[0006]
专利cn 109553504 a提出了一种采用浅冷油吸收技术回收炼厂饱和干气的方法及装置,该工艺由压缩、吸收、解吸,再吸收解吸等步骤组成,吸收温度为5~15℃,操作条件温和,但由于吸收温度较高,导致溶剂循环量高,装置能耗高,且吸收后的甲烷氢中c3及重组分含量高,导致需要两套吸收-解吸系统,使得流程复杂。
[0007]
专利cn 109912379 a、cn 111320522 a、cn 111320523 a、cn 111320521 a、cn 111320524 a在专利cn 109553504 a的基础上通过扩展后续产物分离序列,得到碳二、碳三等各组分产品,实现了各个组分的有效利用,但其核心依旧是浅冷油吸收加热解吸的方式,并没有解决溶剂用量大,装置能耗高的问题。
[0008]
专利cn 104892340 a公开了一种油吸收干气回收乙烯、乙烷的三塔装置与方法,通过在解吸塔前增加冷却、闪蒸的方式以及降低吸收的操作温度,以此来提高甲烷的回收率,降低乙烯产品中的甲烷含量,但冷却和闪蒸的技术本质相当于增加了一套解吸塔顶的分凝器系统,闪蒸罐相当于分凝器后的气液缓冲罐,最终相当于通过分凝的方式进行了二次甲烷和乙烯的分离,实现了提高甲烷回收率的目的,但并没有解决工艺能耗高的问题。
[0009]
专利cn 101063048 a公开了一种中冷油吸收法分离炼厂干气的方法,该工艺由压缩、干气预处理、吸收、解吸、冷量回收以及粗分等步骤组成,该发明采用炼厂的液化气作为吸收剂,设置冷箱-膨胀机系统回收跑损的吸收剂与碳二,具有吸收剂成本低、损失低、碳二回收率高、不需要乙烯制冷压缩机等优点,但是,该工艺吸收剂全部用解吸塔塔底循环贫溶剂,回收碳二全部由解吸塔热解吸获得,导致贫溶剂循环量较大,解吸负荷大,装置能耗高,且设备投资较大。
[0010]
专利cn 107987885 a提出了一种从催化干气中回收碳二及碳三的装置和方法,该装置包括第一吸收塔、第一解吸塔、第二吸收塔和第二解吸塔,该方法是第一吸收塔吸收c3+,第一解吸塔回收c3,第二吸收塔吸收c2,第二解吸塔回收c2,从而实现了从催化干气中回收碳二和碳三组分。该工艺具有装置结构简单,碳二碳三回收率高,不需要丙烯制冷系统等优点,但是该工艺需要大量的吸收剂在系统内吸收再生循环,并且第一解吸塔和第二解吸塔回收c3c2全部用热解吸分离,导致该工艺四个设备塔处理量较大,设备投资高,能耗较高。
[0011]
综上所述,现有的从炼厂干气中回收碳二碳三的工艺普遍存在溶剂循环量大,能耗高问题。因此,为解决上述问题,开发了一种回收炼厂干气中碳二和碳三的节能新工艺。
技术实现要素:
[0012]
为实现对炼厂干气进行、可靠的回收利用,同时解决投资大、能耗高等问题,本发明提供了一种分离富含碳二碳三干气的方法与装置。该工艺采用中冷油吸收技术,通过多级吸收、高低压区多级闪蒸的方式,从炼厂干气中回收碳二及碳三组分,得到的碳二提浓气可直接送往乙烯装置裂解炉,得到的碳三提浓产品可送往烷烃脱氢装置,碳二及碳三回收率高,吸收剂用量低、流程简单,实现了碳二和碳三组分的回收利用和分别处理,提高了产品经济效益。
[0013]
本发明提供一种分离富含碳二碳三干气的方法,该方法包括以下步骤:
[0014]
(1)经过干气预处理系统的脱酸干燥和压缩处理后的富含碳二碳三的炼厂干气,其中干气中碳二组分含量为10mol%~50mol%,碳三组分含量为2mol%~20mol%,特别指上游装置中对碳三含量控制不严格的干气,经过冷却后送入多级吸收塔处理,将多级吸收塔处理得到的塔顶气相进行冷量回收后送入燃料气管网或psa装置,将多级吸收塔处理得到的塔底液相送入高压闪蒸区处理;
[0015]
(2)高压闪蒸区设置多级高压区闪蒸罐,将闪蒸得到的气相返回干气预处理系统的压缩工段,得到的液相一部分作为半贫溶剂循环返回多级吸收塔,一部分送入低压闪蒸区处理;
[0016]
(3)低压闪蒸区设置多级低压区闪蒸罐,将闪蒸得到的气相送入碳二提浓气压缩机入口,得到的液相一部分作为次贫溶剂循环返回多级吸收塔,一部分送入碳三解吸塔处
理;
[0017]
(4)将碳三解吸塔处理得到的气相送入碳二精馏塔处理,碳三解吸塔得到的液相大部分作为贫溶剂返回至多级吸收塔,小部分做抽出碳四送出界区,并补充新鲜碳四吸收剂;
[0018]
(5)将碳二精馏塔顶气相与低压闪蒸区得到的加压气相混合后送去乙烯装置裂解炉,碳二精馏塔塔底液相送去烷烃脱氢装置。
[0019]
具体工作原理如下:
[0020]
本发明的前端流程与深冷工艺和中冷油吸收工艺一致,干气经过预处理、干燥、加压后进入分离单元。本工艺是处理经过预处理、干燥和加压后(3~5mpag)的炼厂干气,其中干气中碳二组分含量为10mol%~50mol%,碳三组分含量为2mol%~20mol%,特别指上游装置中对碳三含量控制不严格的干气。
[0021]
本发明选择混合碳四作为吸收剂,循环贫溶剂组成碳四80~95mol%,其余为少量碳三和碳五,循环次贫溶剂组成为碳四50~80mol%,循环半贫溶剂组成为碳四30~70mol%。
[0022]
本发明所用吸收剂不局限于碳四馏分,可以为本领域常用的满足上述吸收要求的各种吸收剂。具体地,可以为本领域常用的碳三馏分、碳四馏分或碳五馏分,优选情况下为碳三、碳四和碳五馏分中的烷烃组分,进一步优选为含有正丁烷和异丁烷的碳四馏分或者含有饱和碳三馏分和碳四馏分的液化气。上述碳三吸收剂和碳四吸收剂可以为炼厂液化气或混合碳四组分,本发明对于吸收剂的用量没有特别的限定,本领域的技术人员可以根据实际情况确定,此为本领域技术人员所公知,在此不再赘述。
[0023]
在步骤(1)中,将处理压缩后的干气冷却至-15℃~-40℃,冷却处理采用丙烯制冷,结合工艺其他设备操作温度,丙烯制冷采用一级至三级制冷。
[0024]
在步骤(1)中,所述的多级吸收塔的理论塔板数优选为30~60,操作压力为3~5mpag,塔顶温度优选为-15℃~-35℃,塔釜温度优选为-10℃~-30℃。多级吸收塔不设再沸器和冷凝器,在塔上段与下段设置多个中间冷却器,优选两个中间冷却器,分别上段中间冷却器回收低压区闪蒸罐至碳三解吸塔液相冷量,下段中间冷却器采用-40℃丙烯制冷。
[0025]
该部分技术应理解为,经过预处理和加压后的炼厂干气进行预冷处理后,进入多级吸收塔底部依次与次贫溶剂、半贫溶剂和贫溶剂逆流接触吸收物料中碳二及更重组分,在多级吸收塔塔顶主要得到未被吸收的氢气和甲烷气体,得到的气体进行冷量回收后送入燃料气管网或psa装置进行氢气回收。
[0026]
在步骤(2)中,高压区闪蒸罐可设置一个至多个闪蒸罐,依次减压串联,最后一个闪蒸罐压力0.1~0.3mpag。高压闪蒸区各闪蒸罐处理得到的气相依据压力送入干气预处理系统相应压缩机各级处,得到的液相一部分作为半贫溶剂循环回多级吸收塔,一部分送入低压闪蒸区,其中进入低压闪蒸区的液相为最后一个闪蒸罐的液相,半贫溶剂可以是各闪蒸罐液相,该半贫溶剂进入多级吸收塔下段,进料板优选为20~45,半贫溶剂温度为-10℃~-40℃。
[0027]
该部分技术应理解为,通过减压闪蒸分离出吸收下来的甲烷、氢气等轻组分,送入干气压缩系统与进料混合后返回多级吸收塔,可以提高甲烷和氢气的回收率,降低最终碳二提浓气中甲烷和氢气的含量,通过闪蒸压力可以调控甲烷和氢气的回收率,使得甲烷和
氢气含量低且可控,碳二提浓气可以直接作为乙烯裂解的原料。通过在高压闪蒸区抽出半贫溶剂,能够大幅度降低贫溶剂用量,降低后续碳二解吸塔及碳三解吸塔的处理量,最终降低能耗。
[0028]
在步骤(3)中,低压区闪蒸罐可设置一个至多个闪蒸罐,依次减压串联,最后一个闪蒸罐压力0~0.1mpag,低压闪蒸区处理得到的气相作为碳二提浓气的一部分,进入碳二提浓气压缩机进行加压送出界区,得到的液相一部分作为次贫溶剂循环回多级吸收塔,一部分送入碳三解吸塔,其中送入碳三解吸塔的液相为最后一个闪蒸罐的液相,次贫溶剂可以是各闪蒸罐液相,该次贫溶剂进入多级吸收塔中部,进料板优选为5~25,次贫溶剂温度为-30℃~-70℃。
[0029]
该部分技术应理解为,通过减压闪蒸代替热解吸回收部分碳二组分,通过调控闪蒸压力来控制回收碳二产品气中碳四重组分含量及碳二闪蒸量,从而降低后续碳三解吸塔的解吸量,降低能耗。通过设置次贫溶剂循环,能够继续降低贫溶剂用量,降低后续碳三解吸塔的处理量,继续降低能耗。
[0030]
在步骤(4)中,通过碳三解吸塔热解吸的方式来回收剩余的碳二碳三组分,碳三解吸塔的理论塔板数为20~60,操作压力1~3mpag,塔顶温度-35℃~45℃,塔釜温度60℃~160℃。
[0031]
该部分技术应理解为,在减压闪蒸回收一部分碳二产品后,剩余的碳二碳三组分通过碳三解吸塔热解吸的方式来回收,在塔顶得到碳二碳三提浓产品气。塔釜得到的液相大部分作为贫溶剂经过热回收冷却至-15~-40℃,返回多级吸收塔顶部,剩余小部分送出界区。为了保证系统中贫溶剂的流量,进一步优选地,在贫溶剂冷却过程中补充新鲜碳四吸收剂,本发明对补充的新鲜碳四吸收剂本身的温度没有特别要求。
[0032]
该部分技术应理解为,本发明中,将碳三解吸塔塔釜抽出部分液相送出界区,并补充新鲜碳四吸收剂的目的是防止循环碳四吸收剂中重组分的累积,从而导致碳三解吸塔塔釜温度过高。依据干气原料的组成不同,碳三解吸塔塔釜的抽出量和新鲜碳四吸收剂的补充量也不同,若干气原料中c4以上重组分较多,需要抽出和补充量较大,若重组分较少,则抽出量较少或只需要间歇抽出即可。
[0033]
在步骤(5)中,通过碳二精馏塔分离碳二碳三组分,碳二精馏塔的理论塔板数为20~60,操作压力0.8mpag~4mpag,塔顶温度-35℃~45℃,塔釜温度0℃-~100℃。
[0034]
该部分技术理解为,通过碳二精馏塔进行碳二与碳三组分的分离,在塔顶得到碳二提浓气,与低压闪蒸区得到的加压气相混合后送去乙烯装置裂解炉作为裂解原料,塔釜得到的液相作为碳三提浓产品送去烷烃脱氢装置。
[0035]
在步骤(3)与(5)中,得到的碳二提浓气中主要含有60mol%~95mol%的碳二,碳三含量小于5mol%,甲烷含量低于5mol%,且可控,可直接作为乙烯裂解的原料。在步骤(5)中得到的碳三提浓气主要含有50%~95%的碳三组分,碳二含量小于5mol%。
[0036]
在本发明中,碳三解吸塔与碳二精馏塔设置再沸器,以保证塔顶得到的碳二碳三提浓产品回收率和纯度达到工艺要求,再去碳二精馏塔进一步分离,再沸器的加热介质可以采用低压蒸汽,也可以采用炼厂低温热油或低温热水。
[0037]
本发明还提供一种分离富含碳二碳三干气的装置:
[0038]
该装置包括干气预处理系统、干气预冷换热器、多级吸收塔、高压区闪蒸罐、低压
区闪蒸罐、碳三解吸塔、碳二精馏塔、碳二提浓气压缩机和贫溶剂冷却换热器。所述的干气预冷换热器出口与多级吸收塔底部连通;
[0039]
所述的干气预处理系统出口与干气预冷换热器连通;
[0040]
所述的干气预冷换热器出口与多级吸收塔底部连通;
[0041]
所述的多级吸收塔塔釜与高压区第一级闪蒸罐连通;
[0042]
所述的高压区闪蒸罐罐顶与干气预处理系统连通,高压区各级闪蒸罐罐底与下一级闪蒸罐入口连接,其中一级或多级闪蒸罐底管线与多级吸收塔下部连接,最后一级闪蒸罐罐底与低压区闪蒸罐的第一级闪蒸罐入口连接;
[0043]
所述的低压区闪蒸罐罐顶与碳二提浓气压缩机系统连通,低压区闪蒸罐各级闪蒸罐罐底与下一级闪蒸罐入口连接,其中一级或多级闪蒸罐罐底管线与多级吸收塔中部连接,最后一级闪蒸罐罐底与碳三解吸塔入口连接;
[0044]
所述的碳三解吸塔塔顶与碳二精馏塔中部连通,塔釜管线分为两支,一支与贫溶剂冷却换热器连通,另一支为抽出碳四管线,与多贫溶剂冷却换热器连通管线有连通新鲜碳四吸收剂补充管线;
[0045]
所述的碳二精馏塔塔顶连接碳二提浓气产品采出管线,塔釜连接碳三提浓产品采出管线;
[0046]
所述的贫溶剂冷却换热器出口与多级吸收塔顶部连通;
[0047]
本发明的装置中,各设备之间以及管线与设备之间相互连通和连接的方式可根据需要设置,各设备并不限于上述描述的连接方式。
[0048]
本发明的一种分离富含碳二碳三干气的方法与装置,与现有技术相比,具有以下优点:
[0049]
(1)在本发明中,利用高压闪蒸回收富溶剂中的甲烷和氢气组分,提高了甲烷和氢气的回收率,降低了碳二提浓气中的甲烷等含量,使得碳二提浓气中的甲烷含量低且可控,可直接作为乙烯裂解原料;
[0050]
(2)在本发明中,利用低压闪蒸取代部分热解吸,从而降低后续碳三解吸塔塔顶采出量,降低碳三解吸塔负荷;
[0051]
(3)在本发明中,采用多级吸收的方式,充分利用半贫溶剂、次贫溶剂和贫溶剂,降低了贫溶剂循环量,从而降低了装置能耗和设备投资;
[0052]
(4)在本发明中,碳二组分和碳三组分实现了回收利用和分别处理的目的,提高了产品的经济效益;
[0053]
(5)在本发明中,多级吸收塔塔顶甲烷、氢气轻组分气中夹带的吸收剂量少,无需设置冷箱—膨胀机系统或再吸收系统,大幅度降低了设备投资;
附图说明
[0054]
图1为本发明的一种分离富含碳二碳三干气的装置结构示意图。
[0055]
图中:1干气预处理系统;2干气预冷器;3多级吸收塔;4高压区闪蒸罐;5低压区闪蒸罐;6碳二提浓气压缩机系统;7碳三解吸塔;8碳二精馏塔;9贫溶剂冷却换热器;a炼厂干气;b吸收尾气;c碳二提浓气;d贫溶剂;e次贫溶剂;f半贫溶剂;g抽出碳四;h新鲜补充溶剂;m碳三提浓产品。
具体实施方式
[0056]
下面将本发明的技术方案进行清楚、完整的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员经改进或调整的所有其他实施例,都属于本发明的保护范围。
[0057]
以图1为例描述本发明提供的一种分离富含碳二碳三干气的方法与装置,其中干气预冷换热器、多级吸收塔中间冷却器、碳二提浓气压缩机级数、高压区闪蒸罐、低压区闪蒸罐可根据需求设置多个,本实施例中干气预冷换热器、多级吸收塔中间冷却器、高压区闪蒸罐、低压区闪蒸罐设置两个,碳二提浓气压缩系统设置三级,并且本实施例中根据优化结果仅设置次贫溶剂循环,未设置半贫溶剂循环:
[0058]
以某炼厂压缩干燥后的干气回收为例解释本发明,炼厂干气的组成如表1所示:
[0059]
表1
[0060]
名称炼厂干气温度,℃40压力,mpag3.77质量流量,kg/hr30542组成,mol% 氢气41.73一氧化碳0.58氧气0.59氮7.18甲烷28.29乙烷14.82乙烯2.05丙烷2.65丙烯0.30正丁烷1.13异丁烷0.061-丁烯0.02异丁烯0.01顺丁烯0.02正戊烷0.49异戊烷0.06正己烷0.01
[0061]
采用本发明的一种分离富含碳二碳三干气的方法与装置对上述炼厂干气进行分离回收碳二、碳三。具体工艺过程为:
[0062]
炼厂中各装置干气在预处理、压缩、干燥混合后进入本发明工艺,进入本工艺的干气压力为3.75mpag。干气经过2a/b干气预冷换热器冷却到-23℃送入3多级吸收塔底部,在多级吸收塔3中,吸收剂为混合碳四吸收剂,总吸收剂量为59t/h,其中d贫溶剂量24t/h、e次贫溶剂量为35t/h,d贫溶剂从3多级吸收塔塔顶喷入,e次贫溶剂从3多级吸收塔中部喷入,
与干气逆流接触吸收。多级吸收塔3的理论塔板数为30,操作压力为3.6mpag,塔顶温度为-25.2℃,塔釜温度为-16.6℃。将来自多级吸收塔3塔釜的液相物料送入高压区闪蒸罐5a-b处理,将来自多级吸收塔3塔顶的气相物料与干气换热进行冷量回收至33℃,气相物料主要为未被吸收的甲烷、氢气等送给至燃料气管网或psa装置处理,若送至燃料气管网,优选地,进行节流降压至0.9mpag再与干气换热进行冷量回收至33℃。
[0063]
来自多级吸收塔3塔釜的液相物料优选降压至1mpag送入高压区一级闪蒸罐4a,将高压区一级闪蒸罐4a罐底液相优选降压至0.3mpag送入高压区二级闪蒸罐4b,将高压区闪蒸罐4a-b罐顶气相(富含氢气甲烷气)根据压力的不同送入干气压缩系统不同级数,高压区二级闪蒸罐5b罐底液相送去低压区一级闪蒸罐5a。
[0064]
来自高压区二级闪蒸罐4b的液相优选降压至0.13mpag送入低压区一级闪蒸罐5a,将回低压区一级闪蒸罐5a罐底液相优选降压至0mpag送入低压区二级闪蒸罐5b,将低压区一级闪蒸罐5a罐顶气相送入6a碳二提浓气一级压缩机,将低压区二级闪蒸罐5b罐顶气相送入6b碳二提浓气二级压缩机,经过6a-c碳二提浓产品压缩系统加压后的c碳二提浓气(1mpag)送去乙烯装置裂解炉。低压区二级闪蒸罐5b罐底液相分为两支,一支作为e次贫溶剂(35t/h,-58℃)循环吸收,一支依次经过多级吸收塔中间冷却器与干气预冷换热器2b进行冷量回收至33℃进入碳三解吸塔7。
[0065]
来自低压区二级闪蒸罐6b罐底液相进行冷量回收与加压后送入7碳三解吸塔中部,碳三解吸塔理论塔板数30,操作压力优选为3mpag,塔顶温度为39.7℃,塔釜温度为144℃。碳三解吸塔8塔顶冷凝器用湿式空冷或循环冷却水冷凝至39.7℃,塔釜再沸器用低压蒸汽或热油加热。碳三解吸塔7塔顶气相(富含碳二、碳三)送入8碳二精馏塔中部。碳三解吸塔7塔底大部分液相在补充新鲜溶剂后作为d贫溶剂(23t/h)循环吸收。贫溶剂d经过贫溶剂冷却换热器9a用-6℃丙烯冷剂冷却至0℃,再经过贫溶剂冷却换热器9b用-40℃丙烯冷剂冷却至-35℃后送入多级吸收塔3顶部。
[0066]
碳二精馏塔8塔理论塔板数30,操作压力优选为2.3mpag,塔顶温度为-0.84℃,塔釜温度为67.3℃。碳二精馏塔8塔顶气相(富含碳二)与减压闪蒸回收的碳二提浓气混合后送去乙烯装置裂解炉。碳二精馏塔8塔底液相作为碳三提浓产品m送入烷烃脱氢装置。碳二精馏塔8塔顶冷凝器用-6℃丙烯制冷,塔釜再沸器用低温热水加热。
[0067]
本实施方法中,碳二提浓气及碳三提浓产品组成见表2,贫溶剂、次贫溶剂的组成见表3。
[0068]
表2
[0069]
名称碳二产品提浓气碳三提浓产品温度,℃4040压力,mpag1.072.31质量流量,kg/hr10228.62372组成,mol%
ꢀꢀ
甲烷4.50.0乙烷82.10.6乙烯7.60.0丙烷2.583.9
丙烯0.49.1正丁烷1.40.9异丁烷1.35.4正戊烷0.10.0
[0070]
在本实施例中,碳二回收率为90.9%,乙烷回收率为94.5%,碳三回收率为98%。
[0071]
表3
[0072][0073][0074]
以上描述了本发明的实施例,实施例中贫溶剂的循环量仅是总溶剂量的1/4,并且通过闪蒸解吸的手段回收了一半的碳二提浓气,导致主要能耗处的碳三解吸塔处理量大大降低,大大降低了总能耗。并通过工艺流程优化,达到节能及降低投资的目标。
[0075]
本实施例说明只是示例性的,而不是全部的实施例,本领域普通技术人员经改进或调整的所有其他实施例,都属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips