
 商标分类
商标分类  商标转让
商标转让 
一种提高木塑复合材料表面印刷性的制备方法与流程
 2021-02-02 01:02:30|
2021-02-02 01:02:30| 341|
341| 起点商标网
起点商标网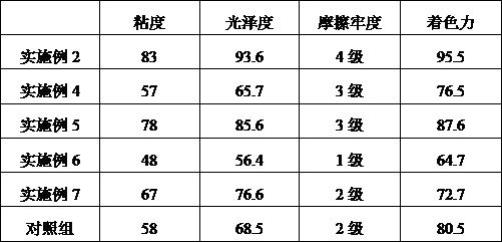
[0001]
本发明属于木塑材料加工技术领域,具体涉及一种提高木塑复合材料表面印刷性的制备方法。
背景技术:
[0002]
木塑复合材料简称“木塑”,作为一种真正意义上的绿色环保材料,具有木材和塑料的双重特性,广泛应用于建筑装饰、交通工具、包装和景观园林等领域。我国的木塑产业开始于20世纪80年代,随后逐渐应用于制造室内外地板、装饰板以及建筑模板,相继制定了木塑复合材料应用的国家标准,我国每年对于木材的需求量巨大,而森林资源相当有限,对于新型材料的开发和寻找成为迫切需要解决的新课题。将木塑材料广泛应用到各个行业,包括木制品行业,可以节材代木、保护林木资源,对于缓解原木紧缺问题具有重要意义。
[0003]
木制品印刷是指将各种色泽的花纹和图案通过印刷设备直接印刷到木制品表面,木制品的印刷色彩也越来越多样化、越来越鲜艳醒目,其表面具有精美印刷图文已成为一种发展趋势。但是现今对于木制品印刷性能的研究甚少,在实际应用中均存在一定的缺陷。如申请号为cn201310184701.0公开了一种木塑复合材料及其制备方法。该木塑复合材料由以下原料制备得到:热塑性塑料、植物纤维、玻璃纤维、重量份碳纤维、防静电剂、阻燃剂、标志印刷附着剂、碳酸钙、热稳定剂、增塑剂、发泡剂、抗冲击改性剂、润滑剂与抗老化剂。与现有木塑复合材料相比,本发明通过添加标志印刷附着剂来增强标志的附着力,使该木塑复合材料具有可印刷性;添加防静电剂及阻燃剂使其具有防静电性及阻燃性;添加玻璃纤维与碳纤维可在保证材料具有良好加工性能的基础上,提高其物理力学性能。该发明是通过添加标志印刷附着剂来增强标志的附着力,使该木塑复合材料具有可印刷性,很显然其对木塑复合材料的表面印刷性的提升效果太过于局限。
技术实现要素:
[0004]
针对现有技术存在的不足,本发明的目的在于提供一种提高木塑复合材料表面印刷性的制备方法,针对木制品的印刷特性,通过在木塑材料制备中对原料进行合理的处理再搭配合适的工艺,最终制备的木塑复合材料在进行印刷时,油墨的粘度、表面的光泽度、摩擦牢度以及着色力都极佳,具有很好的印刷特性。
[0005]
为实现上述目的,本发明提供了如下技术方案:一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理6~10h后,滤出碎木备用;(2)深冷处理:将步骤(1)中处理后的碎木置于深冷环境中进行深冷处理,完成后置于烘干箱内烘干备用;
(3)粉碎处理:称取相应重量份的步骤(2)深冷处理后的碎木30~40份、聚丙烯70~80份、柠檬酸酯6~8份、瓜尔胶7~9份、聚二甲基硅氧烷2~3份、吐温20 4~8份、硅油0.5~0.9份、硬脂酸镁0.2~0.3份搅拌混匀后置于粉碎机内进行粉碎处理,完成后取出混合物a备用;(4)电晕处理:将步骤(3)中所得的混合物a放入电晕放电仪中进行电晕处理,完成后取出得混合物b备用;(5)成品制备:将步骤(4)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可进一步地,步骤(1)中所述的处理液中各成分及对应重量百分比为:氢氧化钠2~3%、氨水3~4%、十二烷基苯磺酸钠7~10%、双乙酸钠0.6~0.9%、亚硫酸氢钠3~5%,余量为纯水。
[0006]
进一步地,步骤(1)中所述的浸泡处理时控制处理液中的温度为70~90℃,摇床的转速为100~200rpm。
[0007]
通过采用上述技术方案,将碎木用于木塑材料的加工制备中,可有效的提高碎木的利用度还能节约原木资源,将碎木置于处理液中浸泡,在一定温度环境中进行摇晃,促进加快处理液对碎木的作用,处理液作用于碎木,一方面可提高碎木的防霉防腐性能,另一方面降低碎木的聚合度,改善碎木的加工特性。
[0008]
进一步地,步骤(2)中所述的深冷环境为温度为-90~-70℃的环境。
[0009]
进一步地,步骤(3)中所述的粉碎处理时控制粉碎机的转速为2000~4000rpm。
[0010]
通过采用上述技术方案,将浸泡处理后的碎木置于深冷环境中进行深冷处理,快速降温,极短的时间内会产生内外较大的温差,使碎木内部产生内应力,此时将这些碎木与聚丙烯、柠檬酸酯等共同置于粉碎机内进行粉碎时,机械搅拌力加上内应力的作用,会进一步降低碎木的聚合度,促进其与其他原料成分之间的紧密结合,从而改善其润湿性和粘合性。
[0011]
进一步地,步骤(4)中所述的电晕处理的电压为20~30kv。
[0012]
通过采用上述技术方案,通过放电,能够在混合物的表面形成低温等离子区,改善混合物的表面特性,另外空气中的氧气在电晕处理的作用下,电离,会产生臭氧,可起到氧化混合物表面分子的作用,使其由非极性转化为极性,提高表面张力,并在混合物的表面产生微凹密集孔穴,增大混合物的表面活性,从而改善木塑复合材料的表面印刷性。
[0013]
本发明相比现有技术具有以下优点:本申请提供了一种提高木塑复合材料表面印刷性的制备方法,针对木制品的印刷特性,通过在木塑材料制备中对原料进行合理的处理再搭配合适的工艺,最终制备的木塑复合材料在进行印刷时,油墨的粘度、表面的光泽度、摩擦牢度以及着色力都极佳,具有很好的印刷特性。
具体实施方式
[0014]
一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:
将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理6~10h后,滤出碎木备用;其中处理液中各成分及对应重量百分比为:氢氧化钠2~3%、氨水3~4%、十二烷基苯磺酸钠7~10%、双乙酸钠0.6~0.9%、亚硫酸氢钠3~5%,余量为纯水;浸泡处理时控制处理液中的温度为70~90℃,摇床的转速为100~200rpm;(2)深冷处理:将步骤(1)中处理后的碎木置于深冷环境中进行深冷处理,深冷环境为温度为-90~-70℃的环境,完成后置于烘干箱内烘干备用;(3)粉碎处理:称取相应重量份的步骤(2)深冷处理后的碎木30~40份、聚丙烯70~80份、柠檬酸酯6~8份、瓜尔胶7~9份、聚二甲基硅氧烷2~3份、吐温20 4~8份、硅油0.5~0.9份、硬脂酸镁0.2~0.3份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为2000~4000rpm,完成后取出混合物a备用;(4)电晕处理:将步骤(3)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为20~30kv,完成后取出得混合物b备用;(5)成品制备:将步骤(4)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0015]
为了对本发明做更进一步的解释,下面结合下述具体实施例进行阐述。
[0016]
实施例1一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理6h后,滤出碎木备用;其中处理液中各成分及对应重量百分比为:氢氧化钠2%、氨水3%、十二烷基苯磺酸钠7%、双乙酸钠0.6%、亚硫酸氢钠3%,余量为纯水;浸泡处理时控制处理液中的温度为70℃,摇床的转速为100rpm;(2)深冷处理:将步骤(1)中处理后的碎木置于深冷环境中进行深冷处理,深冷环境为温度为-90℃的环境,完成后置于烘干箱内烘干备用;(3)粉碎处理:称取相应重量份的步骤(2)深冷处理后的碎木30份、聚丙烯70份、柠檬酸酯6份、瓜尔胶7份、聚二甲基硅氧烷2份、吐温20 4份、硅油0.5份、硬脂酸镁0.2份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为2000rpm,完成后取出混合物a备用;(4)电晕处理:将步骤(3)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为20kv,完成后取出得混合物b备用;(5)成品制备:将步骤(4)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0017]
实施例2一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理8h后,滤出碎木备用;其中处理液中各成分及对应重量百分比为:氢氧化钠2.5%、氨水3.5%、十二烷基苯磺酸钠8.5%、双乙酸钠0.75%、亚硫酸氢钠4%,余量为纯水;浸泡处理时控制处理液中的温度为80℃,摇床的转速为150rpm;(2)深冷处理:将步骤(1)中处理后的碎木置于深冷环境中进行深冷处理,深冷环境为温度为-80℃的环境,完成后置于烘干箱内烘干备用;(3)粉碎处理:称取相应重量份的步骤(2)深冷处理后的碎木35份、聚丙烯75份、柠檬酸酯7份、瓜尔胶8份、聚二甲基硅氧烷2.5份、吐温20 6份、硅油0.7份、硬脂酸镁0.25份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为3000rpm,完成后取出混合物a备用;(4)电晕处理:将步骤(3)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为25kv,完成后取出得混合物b备用;(5)成品制备:将步骤(4)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0018]
实施例3一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理10h后,滤出碎木备用;其中处理液中各成分及对应重量百分比为:氢氧化钠3%、氨水4%、十二烷基苯磺酸钠10%、双乙酸钠0.9%、亚硫酸氢钠5%,余量为纯水;浸泡处理时控制处理液中的温度为90℃,摇床的转速为200rpm;(2)深冷处理:将步骤(1)中处理后的碎木置于深冷环境中进行深冷处理,深冷环境为温度为-70℃的环境,完成后置于烘干箱内烘干备用;(3)粉碎处理:称取相应重量份的步骤(2)深冷处理后的碎木40份、聚丙烯80份、柠檬酸酯8份、瓜尔胶9份、聚二甲基硅氧烷3份、吐温20 8份、硅油0.9份、硬脂酸镁0.3份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为4000rpm,完成后取出混合物a备用;(4)电晕处理:将步骤(3)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为30kv,完成后取出得混合物b备用;(5)成品制备:将步骤(4)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复
合材料颗粒投入注塑机内注塑成型即可。
[0019]
实施例4一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)深冷处理:将碎木置于深冷环境中进行深冷处理,深冷环境为温度为-80℃的环境,完成后置于烘干箱内烘干备用;(2)粉碎处理:称取相应重量份的步骤(1)深冷处理后的碎木35份、聚丙烯75份、柠檬酸酯7份、瓜尔胶8份、聚二甲基硅氧烷2.5份、吐温20 6份、硅油0.7份、硬脂酸镁0.25份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为3000rpm,完成后取出混合物a备用;(3)电晕处理:将步骤(2)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为25kv,完成后取出得混合物b备用;(4)成品制备:将步骤(3)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0020]
实施例5一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理8h后,滤出碎木备用;其中处理液中各成分及对应重量百分比为:氢氧化钠2.5%、氨水3.5%、十二烷基苯磺酸钠8.5%、双乙酸钠0.75%、亚硫酸氢钠4%,余量为纯水;浸泡处理时控制处理液中的温度为80℃,摇床的转速为150rpm;(2)粉碎处理:称取相应重量份的步骤(1)处理后的碎木35份、聚丙烯75份、柠檬酸酯7份、瓜尔胶8份、聚二甲基硅氧烷2.5份、吐温20 6份、硅油0.7份、硬脂酸镁0.25份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为3000rpm,完成后取出混合物a备用;(3)电晕处理:将步骤(2)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为25kv,完成后取出得混合物b备用;(4)成品制备:将步骤(3)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0021]
实施例6一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)粉碎处理:称取相应重量份的碎木35份、聚丙烯75份、柠檬酸酯7份、瓜尔胶8份、聚二甲基硅氧烷2.5份、吐温20 6份、硅油0.7份、硬脂酸镁0.25份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为3000rpm,完成后取出混合物a备用;
(2)电晕处理:将步骤(1)中所得的混合物a放入电晕放电仪中进行电晕处理,电晕处理的电压为25kv,完成后取出得混合物b备用;(3)成品制备:将步骤(2)中所得的混合物b熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0022]
实施例7一种提高木塑复合材料表面印刷性的制备方法,包括如下步骤:(1)碎木处理:将碎木浸入处理液中,然后将浸泡有碎木的处理液置于恒温摇床上进行浸泡处理,浸泡处理8h后,滤出碎木备用;其中处理液中各成分及对应重量百分比为:氢氧化钠2.5%、氨水3.5%、十二烷基苯磺酸钠8.5%、双乙酸钠0.75%、亚硫酸氢钠4%,余量为纯水;浸泡处理时控制处理液中的温度为80℃,摇床的转速为150rpm;(2)深冷处理:将步骤(1)中处理后的碎木置于深冷环境中进行深冷处理,深冷环境为温度为-80℃的环境,完成后置于烘干箱内烘干备用;(3)粉碎处理:称取相应重量份的步骤(2)深冷处理后的碎木35份、聚丙烯75份、柠檬酸酯7份、瓜尔胶8份、聚二甲基硅氧烷2.5份、吐温20 6份、硅油0.7份、硬脂酸镁0.25份搅拌混匀后置于粉碎机内进行粉碎处理,控制粉碎机的转速为3000rpm,完成后取出混合物a备用;(4)成品制备:将步骤(3)中所得的混合物a熔融后,再经过辊压、冷却、切割得复合材料颗粒,再将复合材料颗粒投入注塑机内注塑成型即可。
[0023]
对照组申请号为:cn201310184701.0公开的一种木塑复合材料及其制备方法。具体参照该发明具体实施方式部分实施例1的方法。
[0024]
为了对比本发明效果,分别用上述实施例2、实施例4~7以及对照组的方法制备木塑复合材料,然后采用相同的方式对每组钢板进行印刷(包括空白对照组),印刷完成后进行性能测试,具体试验对比数据如下表1所示:表1
由上表1可以看出,本申请提供了一种提高木塑复合材料表面印刷性的制备方法,针对木制品的印刷特性,通过在木塑材料制备中对原料进行合理的处理再搭配合适的工艺,最终制备的木塑复合材料在进行印刷时,油墨的粘度、表面的光泽度、摩擦牢度以及着色力都极佳,具有很好的印刷特性。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips