
 商标分类
商标分类  商标转让
商标转让 
一种护理液外盖配方、生产工艺及生产装置的制作方法
 2021-02-02 01:02:08|
2021-02-02 01:02:08| 300|
300| 起点商标网
起点商标网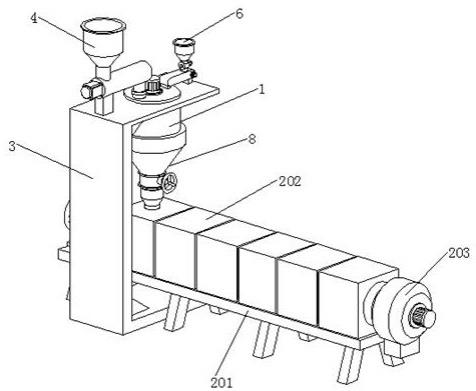
[0001]
本发明涉及护理液外盖生产技术领域,具体涉及一种护理液外盖配方、生产工艺及生产装置。
背景技术:
[0002]
近年来,随着隐形眼镜和美瞳市场的蓬勃发展,隐形眼镜周边行业和配套产品的市场份额也逐步扩大,尤其是佩戴隐形眼镜所必须配备的护理液产品。基本上每一个隐形眼镜品牌都会同时拥有一种或多种自己品牌的护理液产品,尤其是对于生产长周期隐形眼镜产品的厂家来说,护理液是必不可少的配套产品。
[0003]
作为一种长期使用的眼科器械护理产品,隐形眼镜护理液对卫生及微生物水平的要求比较高,虽然一般情况下均采用瓶装密封保存,但是由于护理液每次使用时均是倒在瓶盖上进行使用,所以难以避免会产生交叉污染,而传统的护理液外盖是由传统的塑料高分子材料制成,其不具有杀菌消毒的作用,因此长期使用时容易导致护理液受到污染,严重影响了护理液的护理效果。另外,现有的塑料混料机在各类原料进行加热搅拌混料时其无法对各类原料和添加剂进行准确称取,需要在投入混料机前人工进行称重,导致作业人员工作量大,并且称重精准不高。
[0004]
例如专利号为cn108189257a的发明就公开了一种塑料热混机,包括机架和热混筒,热混筒固定在机架上,热混筒内转动连接有转轴,热混筒上连通有进气管,进气管内转动连接有第一涡轮,第一涡轮与转轴同轴相连,转轴为中空结构,转轴上开有通气孔,机架上固定有支撑圆环,转轴转动连接在支撑圆环内,转轴与支撑圆环连通,转轴上固定有螺旋叶片,热混筒内滑动连接有循环筒,循环筒内均布有第一凸起,热混筒内设置有滑杆,滑杆间歇配合在循环筒内,滑杆上固定有第二凸起,循环筒底部连接有驱动杆,进气管内转动连接有第二涡轮,第二涡轮同轴连接有凸轮,凸轮与驱动杆相抵。该发明公开的塑料热混机在对各类塑料原料、添加剂投放时需要人工使用电子秤进行称重,其操作步骤繁琐。另外,该塑料热混机无法对塑料原料和添加剂混合均匀,导致制成的塑料制品质量较差,其根本不适用于护理液外盖的制备。因此,针对现有护理液外盖成品以及其加工设备的上述不足,设计一种能够有效解决上述技术问题的护理液外盖成品以及其生产装置是一项有待解决的技术问题。
技术实现要素:
[0005]
本发明针对背景技术所提出的问题,设计了一种能够有效解决上述技术问题的护理液外盖成品以及其生产装置。
[0006]
本发明是通过以下技术方案实现的:一种护理液外盖的生产装置,包括热混料罐体、螺杆挤压造粒机和l型固定机架,所述热混料罐体固定设置在l型固定机架的上端水平段上,所述l型固定机架的上端水平段上方设置有树脂原料存储仓,所述树脂原料储存仓的下端连接有定量出料装置;
其中,所述定量出料装置包括横向输料圆筒,所述横向输料圆筒的前侧面设置有第一伺服电机,所述第一伺服电机输出轴伸入横向输料圆筒内腔的端部设置有绞龙运输叶,所述树脂原料储存仓设置在横向输料圆筒前端的正上方,所述横向输料圆筒的上端设置有树脂原料储存仓相连通的进料管,所述横向输料圆筒的后端下表面设置有出料管,所述热混料罐体的上表面设置有与出料管相配合的套管;位于所述树脂原料存储仓对称的l型固定机架上方设置有混合添加剂储存仓,所述混合添加剂储存仓的下端连接有均匀下料机构,所述均匀下料机构包括连接在混合添加剂储存仓下端的转筒,所述转筒的内部设置有沿其轴线设置的转轴,所述转轴的外圆面均匀设置有若干挡板,所述转筒的外端面设置有第二伺服电机,所述第二伺服电机的输出轴伸入转筒内部与转轴相连接,位于所述树脂原料存储仓的下端连接有混合添加剂称重下落装置,所述混合添加剂称重下落装置包括送料外壳,所述送料外壳内部的左右两端部分别设置有驱动辊轴和从动辊轴,位于所述驱动辊轴处的送料外壳外表面设置有第三伺服电机,所述第三伺服的输出轴伸入送料外壳中与驱动辊轴相连接,所述驱动辊轴和从动辊轴之间设置有输料皮带,位于所述输料皮带中间的送料外壳上设置有重力传感器,所述重力传感器的上表面设置有转动托架,所述转动托架中转动设置有若干个水平布置的导辊,若干个所述导辊的上表面均与输料皮带的上端下表面相抵接,所述热混料罐体的上表面开设有矩形口,所述送料外壳的端部下表面设置有下料通道,所述下料通道与矩形口相连接;所述热混料罐体的下端外圆面设置有加热夹套,所述加热夹套的内部设置有螺旋式环形加热电阻丝,所述热混料罐体的下端内壁设置有温度传感器,所述热混料罐体的内部还设置有均匀混料机构,所述均匀混料机构包括固定设置在热混料罐体上表面圆心处的搅拌电机,所述搅拌电机的输出轴伸入热混料罐体内腔的端部连接有搅拌轴,所述搅拌轴的下端设置有螺旋翻料叶,位于所述螺旋翻料叶上方的搅拌轴上设置有十字形连接架,所述十字形连接架的每一个端部连接有与热混料罐体内壁相贴合的刮料板,每个所述刮料板的内侧面均设置有若干搅拌棒;所述热混料罐体的底端连接有排料管,所述排料管上设置有物料阀,所述排料管的端部与螺杆挤压造粒机上端料仓相连接。
[0007]
作为上述方案的进一步设置,所述热混料罐体的上表面设置有集气罩,所述集气罩上连接有气体过滤净化装置。
[0008]
作为上述方案的进一步设置,所述气体过滤净化装置包括连接管体,所述连接管体的内部设置有活性炭吸附层和吸附海绵,所述吸附海绵中吸附有食用碱溶液。
[0009]
作为上述方案的进一步设置,所述螺杆挤压造粒机包括底部机架、挤压造粒机箱和旋转切粒装置。
[0010]
作为上述方案的进一步设置,所述热混料罐体由不锈钢材质制成。
[0011]
一种使用上述生产装置进行制备的护理液外盖,其包括如下重量份数的原料:高密度聚乙烯树脂76~85份、聚碳酸酯22~30份、聚己内酯12~16份、混合添加剂4~6份;其中,所述混合添加剂包括纳米氮化钛、抗氧化剂、抗菌剂,且所述纳米氮化钛、抗氧化剂、抗菌剂质量比为3~5:2~3:1;其中,所述护理液外盖的制备方法包括如下步骤:1)制备高分子材料混合物:按上述重量份数称配比取高密度聚乙烯树脂、聚碳酸酯和
聚己内酯放入树脂原料存储仓中;同时按上述重量份数配比混合添加剂,并按上述重量配比称取混合添加剂放入混合添加剂储存仓中备用;2)启动第一伺服电机将树脂原料存储仓中的高密度聚乙烯树脂、聚碳酸酯和聚己内酯定量排入热混料罐体中,启动螺旋式环形加热电阻丝升温至120~128℃,启动混料机构以100~120r/min的转速搅拌30~40分钟后,启动第二伺服电机,使得混合添加剂储存仓中的混合添加剂进行下落,同时通过重力传感器对落下的混合添加剂进行精准称重,直至达到设定的至后,关闭第二伺服电机,启动第三伺服电机将输料皮带上的混合添加剂全部投入热混料罐体中;3)继续升温至132~136℃,启动混料机构以160~200r/min搅拌20~25min后,打开物料阀将混合后的物料排入螺杆挤压造粒机中造粒得到护理液外盖的塑料颗粒;4)将上述塑料颗粒输入到压盖设备加热熔化后,注入模具中,上下模具合模、压塑并冷却定型、脱模,再经过切环,得到护理液外盖成型品;5)将上述护理液外盖成型品进行杀菌处理,即得到护理液外盖。
[0012]
作为上述方案的进一步设置,高密度聚乙烯树脂80~85份、聚碳酸酯22~26份、聚己内酯14~16份、混合添加剂5~6份;其中,所述混合添加剂包括纳米氮化钛、抗氧化剂、抗菌剂,且所述纳米氮化钛、抗氧化剂、抗菌剂质量比为4:2:1。
[0013]
作为上述方案的进一步设置,其包括如下重量份数的原料:高密度聚乙烯树脂82份、聚碳酸酯24份、聚己内酯15份、混合添加剂5份;其中,所述混合添加剂包括纳米氮化钛、抗氧化剂、抗菌剂,且所述纳米氮化钛、抗氧化剂、抗菌剂质量比为4:2:1。
[0014]
作为上述方案的进一步设置,所述抗氧化剂为n-异丙基-n-苯基-对苯二胺、n-环己基-n
’-
苯基对苯二胺、n,n-二仲丁基对苯二胺中一种或多种的混合物。
[0015]
作为上述方案的进一步设置,所述抗菌剂为氧化锌、氧化铜、磷酸二氢铵、碳酸锂的任意一种或者两种以上的组合。
[0016]
与现有技术相比,本发明的有益效果是:1、本发明公开制备的护理液外盖,其具有优异的抗菌、抑菌效果,能够有效防止由于护理液每次使用时均是倒在瓶盖上进行使用,导致产生交叉污染的问题,其有效解决了长期使用时容易导致护理液受到污染,有效保障了护理液的护理效果。
[0017]
2、本发明公开的护理液外盖的生产装置其在对塑料颗粒造粒时,可通过控制第一伺服电机的转动圈数可定量将配比好的竖直原料投入热混料罐体中,然后对其进行加热搅拌,加热搅拌后可再通过第二伺服电机匀速将混合添加剂导入传送皮带上,然后通过转动托架、导辊的传递作用通过重力传感器对放入的混合添加剂重量进行精准控制,当达到预设值时在通过第三伺服电机在混合添加剂直接排入热混料罐体中与树脂原料进行混合搅拌,然后在通过螺杆造粒机进行造粒;其整个过程实现了整个定量加料的自动化,无需作业人员每次定量称量,然后再定量投料,其整个过程造粒过程更加方便、实用性更强。
附图说明
[0018]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的
附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0019]
图1为本发明中生产设备的第一角度立体结构示意图;图2为本发明中生产设备的第二角度立体结构示意图;图3为本发明图2中a处的放大结构图;图4为本发明中树脂原料储存仓、定量出料装置的立体结构示意图;图5为本发明中混合添加剂储存仓、添加剂称重下落装置的立体结构图;图6为本发明中添加剂称重下落装置的内部平面结构示意图;图7为本发明中热混料罐体、加热夹套的立体结构示意图;图8为本发明中热混料罐体、加热夹套的内部平面结构示意图;图9为本发明中均匀混料机构的立体结构示意图;图10为本发明中气体过滤净化装置的内部平面结构示意图。
[0020]
其中,1-热混料罐体,101-套管,102-矩形口,2-螺杆挤压造粒机,201-底部机架,202-挤压造粒机箱,203-旋转切粒装置,3-l型固定机架,4-树脂原料储存仓,5-定量出料装置,501-横向输料圆筒,502-第一伺服电机,503-进料管,504-出料管,6-混合添加剂储存仓,601-转筒,602-转轴,603-挡板,604-第二伺服电机,7-添加剂称重下落装置,701-送料外壳,702-驱动辊轴,703-从动辊轴,704-输料皮带,705-重力传感器,706-转动托架,707-导辊,708-第三伺服电机,709-下料通道,8-加热夹套,801-螺旋式环形加热电阻丝,9-均匀混料机构,901-搅拌电机,902-搅拌轴,903-螺旋翻料叶,904-十字形连接架,905-刮料板,906-搅拌棒,907-排料管,908-物料阀,10-集气罩,11-气体过滤净化装置,111-连接管体,112-活性炭吸附层,113-吸附海绵。
具体实施方式
[0021]
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
[0022]
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图1~10,并结合实施例来详细说明本申请中对相关设备进行具体说明。
[0023]
本发明公开了一种护理液外盖的生产装置,包括热混料罐体1、螺杆挤压造粒机2和l型固定机架3,热混料罐体1固定设置在l型固定机架3的上端水平段上,并且热混料罐体1由不锈钢材质制成。l型固定机架3的上端水平段上方设置有树脂原料存储仓4,树脂原料储存仓4的下端连接有定量出料装置5。
[0024]
其中,定量出料装置5包括横向输料圆筒501,横向输料圆筒501的前侧面设置有第一伺服电机502,第一伺服电机502输出轴伸入横向输料圆筒501内腔的端部设置有绞龙运输叶,树脂原料储存仓4设置在横向输料圆筒501前端的正上方,横向输料圆筒501的上端设
置有树脂原料储存仓4相连通的进料管503,横向输料圆筒501的后端下表面设置有出料管504,热混料罐体1的上表面设置有与出料管504相配合的套管101;位于树脂原料存储仓4对称的l型固定机架3上方设置有混合添加剂储存仓6,混合添加剂储存仓6的下端连接有均匀下料机构,均匀下料机构包括连接在混合添加剂储存仓6下端的转筒601,转筒601的内部设置有沿其轴线设置的转轴602,转轴602的外圆面均匀设置有若干挡板603,转筒601的外端面设置有第二伺服电机604,第二伺服电机604的输出轴伸入转筒601内部与转轴602相连接,位于树脂原料存储仓4的下端连接有混合添加剂称重下落装置7,混合添加剂称重下落装置包括送料外壳701,送料外壳701内部的左右两端部分别设置有驱动辊轴702和从动辊轴703,位于驱动辊轴702处的送料外壳701外表面设置有第三伺服电机708,第三伺服708的输出轴伸入送料外壳701中与驱动辊轴702相连接,驱动辊轴702和从动辊轴703之间设置有输料皮带704,位于输料皮带704中间的送料外壳701上设置有重力传感器705,重力传感器705的上表面设置有转动托架706,转动托架706中转动设置有若干个水平布置的导辊707,若干个导辊707的上表面均与输料皮带704的上端下表面相抵接,热混料罐体1的上表面开设有矩形口102,送料外壳701的端部下表面设置有下料通道709,下料通道709与矩形口102相连接;热混料罐体1的下端外圆面设置有加热夹套8,加热夹套8的内部设置有螺旋式环形加热电阻丝801,热混料罐体1的下端内壁设置有温度传感器802,热混料罐体1的内部还设置有均匀混料机构9,均匀混料机构9包括固定设置在热混料罐体1上表面圆心处的搅拌电机901,搅拌电机901的输出轴伸入热混料罐体1内腔的端部连接有搅拌轴902,搅拌轴902的下端设置有螺旋翻料叶903,位于螺旋翻料叶903上方的搅拌轴902上设置有十字形连接架904,十字形连接架904的每一个端部连接有与热混料罐体1内壁相贴合的刮料板905,每个刮料板905的内侧面均设置有若干搅拌棒906;热混料罐体1的底端连接有排料管907,排料管907上设置有物料阀908,排料管907的端部与螺杆挤压造粒机2上端料仓相连接。该螺杆挤压造粒机2包括底部机架201、挤压造粒机箱202和旋转切粒装置203,其内部结构为现有技术,本处不做详细说明。
[0025]
另外,为了将热混过程中的气体排出,还在热混料罐体1的上表面设置有集气罩10,集气罩10上连接有气体过滤净化装置11。具体地,该气体过滤净化装置11包括连接管体111,连接管体111的内部设置有活性炭吸附层112和吸附海绵113,吸附海绵113中吸附有食用碱溶液。
[0026]
实施例一实施例1为一种护理液外盖的制造方案,其包括如下重量份数的原料::高密度聚乙烯树脂82份、聚碳酸酯24份、聚己内酯15份、混合添加剂5份;其中,所述混合添加剂包括纳米氮化钛、抗氧化剂、抗菌剂,且所述纳米氮化钛、抗氧化剂、抗菌剂质量比为4:2:1;并且该抗氧化剂为n-异丙基-n-苯基-对苯二胺,该抗菌剂为氧化锌。
[0027]
其中,所述护理液外盖的制备方法包括如下步骤:s1:制备高分子材料混合物:按上述重量份数称配比取高密度聚乙烯树脂、聚碳酸酯和聚己内酯放入树脂原料存储仓中;同时按上述重量份数配比混合添加剂,并按上述重量配比称取混合添加剂放入混合添加剂储存仓中备用;
s2:启动第一伺服电机将树脂原料存储仓中的高密度聚乙烯树脂、聚碳酸酯和聚己内酯定量排入热混料罐体中,启动螺旋式环形加热电阻丝升温至126℃,启动混料机构以110r/min的转速搅拌40分钟后,启动第二伺服电机,使得混合添加剂储存仓中的混合添加剂进行下落,同时通过重力传感器对落下的混合添加剂进行精准称重,直至达到设定的至后,关闭第二伺服电机,启动第三伺服电机将输料皮带上的混合添加剂全部投入热混料罐体中;s3:继续升温至134℃,启动混料机构以180r/min搅拌22min后,打开物料阀将混合后的物料排入螺杆挤压造粒机中造粒得到护理液外盖的塑料颗粒;s4:将上述塑料颗粒输入到压盖设备加热熔化后,注入模具中,上下模具合模、压塑并冷却定型、脱模,再经过切环,得到护理液外盖成型品;s5:将上述护理液外盖成型品进行杀菌处理,即得到护理液外盖。
[0028]
实施例二实施例2为一种护理液外盖的另一种制造方案,其包括如下重量份数的原料:高密度聚乙烯树脂85份、聚碳酸酯22份、聚己内酯14份、混合添加剂6份;其中,所述混合添加剂包括纳米氮化钛、抗氧化剂、抗菌剂,且所述纳米氮化钛、抗氧化剂、抗菌剂质量比为3:2:1;并且该抗氧化剂为n-环己基-n
’-
苯基对苯二胺、n,n-二仲丁基对苯二胺中混合物,该抗菌剂为氧化锌、氧化铜的混合物。
[0029]
其中,所述护理液外盖的制备方法包括如下步骤:s1:制备高分子材料混合物:按上述重量份数称配比取高密度聚乙烯树脂、聚碳酸酯和聚己内酯放入树脂原料存储仓中;同时按上述重量份数配比混合添加剂,并按上述重量配比称取混合添加剂放入混合添加剂储存仓中备用;s2:启动第一伺服电机将树脂原料存储仓中的高密度聚乙烯树脂、聚碳酸酯和聚己内酯定量排入热混料罐体中,启动螺旋式环形加热电阻丝升温至125℃,启动混料机构以120r/min的转速搅拌35分钟后,启动第二伺服电机,使得混合添加剂储存仓中的混合添加剂进行下落,同时通过重力传感器对落下的混合添加剂进行精准称重,直至达到设定的至后,关闭第二伺服电机,启动第三伺服电机将输料皮带上的混合添加剂全部投入热混料罐体中;s3:继续升温至136℃,启动混料机构以200r/min搅拌20min后,打开物料阀将混合后的物料排入螺杆挤压造粒机中造粒得到护理液外盖的塑料颗粒;s4:将上述塑料颗粒输入到压盖设备加热熔化后,注入模具中,上下模具合模、压塑并冷却定型、脱模,再经过切环,得到护理液外盖成型品;s5:将上述护理液外盖成型品进行杀菌处理,即得到护理液外盖。
[0030]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips