
 商标分类
商标分类  商标转让
商标转让 
支座铸造模具的制作方法
 2021-02-01 20:02:42|
2021-02-01 20:02:42| 227|
227| 起点商标网
起点商标网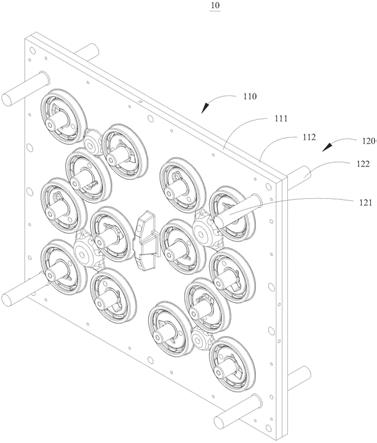
[0001]
本实用新型涉及模具技术领域,特别是涉及一种支座铸造模具。
背景技术:
[0002]
模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。
[0003]
支座一般由铁液浇筑在支座模具内经过冷却等工艺制得,为了便于分模取出成型的支座产品,一般会在支座模具上设置助脱膜柱,然而,现有的助脱膜柱缺少弹性、隔热、耐磨、防滑等性能,不利于使用。
技术实现要素:
[0004]
本实用新型的目的是克服现有技术中的不足之处,提供一种具有弹性、隔热、耐磨及防滑性能的助脱膜柱的支座铸造模具。
[0005]
本实用新型的目的是通过以下技术方案来实现的:
[0006]
一种支座铸造模具,包括:
[0007]
成型组件,所述成型组件包括上成型板及下成型板,所述上成型板设有上流道槽、上分流槽及上支座模槽,所述下成型板设有下流道槽、下分流槽及下支座模槽;所述上成型板与所述下成型板连接,所述上流道槽与所述下流道槽共同围成流道腔,所述上分流槽与所述下分流槽共同围成分流冒口,所述上支座模槽与所述下支座模槽共同围成支座模腔;所述流道腔与所述分流冒口连通,所述分流冒口与所述支座模腔连通;及
[0008]
助脱膜组件,所述上助脱膜柱及所述下助脱膜柱均包括金属柱内芯、胶粘层、弹力层、隔热层及耐磨层,所述胶粘层粘贴于所述金属柱内芯外,所述弹力层粘贴于所述胶粘层外,所述隔热层套设于所述弹力层外,所述耐磨层套设于所述隔热层外,所述耐磨层的外表面设有防滑结构。
[0009]
在其中一种实施方式,所述防滑结构为防滑纹或防滑凸点。
[0010]
在其中一种实施方式,所述金属柱内芯为不锈钢内芯。
[0011]
在其中一种实施方式,所述弹力层为硅胶弹力层或橡胶弹力层。
[0012]
在其中一种实施方式,所述隔热层包括棉纤维层、亚麻纤维层及涤纶纤维层,所述棉纤维层套设于所述弹力层外,所述亚麻纤维层套设于所述棉纤维层外,所述涤纶纤维层套设于所述亚麻纤维层外,所述耐磨层套设于所述涤纶纤维层外。
[0013]
在其中一种实施方式,所述耐磨层为聚氨酯耐磨层、聚丙烯耐磨层或聚氯乙烯耐磨层。
[0014]
在其中一种实施方式,所述流道腔包括中央流道腔及两个侧边流道腔,两个所述侧边流道腔分别连通在所述中央流道腔的两端,所述中央流道腔及两个所述侧边流道腔分
别与所述分流冒口连通。
[0015]
在其中一种实施方式,所述中央流道腔的腔壁开设有铁水浇筑口。
[0016]
在其中一种实施方式,所述成型组件还包括紧固件,所述上成型板开设有上连接孔,所述下成型板开设有下连接孔,所述紧固件的第一端与所述上连接孔连接,所述紧固件的第二端与所述下连接孔连接。
[0017]
在其中一种实施方式,所述成型组件还包括四个上角垫及四个下角垫,四个所述上角垫分别包裹于所述上成型板的四角位置处,四个所述下角垫分别包裹于所述下成型板的四角位置处。
[0018]
与现有技术相比,本实用新型至少具有以下优点:
[0019]
本实用新型的支座铸造模具结构简单新颖,铁水由铁水浇筑口进入流道腔内,再经过分流冒口进入支座模腔内成型,为了便于分模取出成型的支座产品,在上成型板上设置上助脱膜柱及在下成型板上设置下助脱膜柱,而上助脱膜柱及下助脱膜柱通过由内到外依次设置的金属柱内芯、胶粘层、弹力层、隔热层及耐磨层,使它们具有弹力舒适、隔热防烫、耐磨耐用、摩擦防滑等功能,更便于使用。
附图说明
[0020]
为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0021]
图1为本实用新型一实施方式的支座铸造模具的立体图。
[0022]
图2为本实用新型一实施方式的支座铸造模具的正面图。
[0023]
图3为本实用新型一实施方式的支座铸造模具的反面图。
[0024]
图4为本实用新型一实施方式的支座铸造模具的助脱膜组件的上助脱膜柱的结构示意图。
具体实施方式
[0025]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
[0026]
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
[0027]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0028]
一种支座铸造模具,包括:成型组件,所述成型组件包括上成型板及下成型板,所述上成型板设有上流道槽、上分流槽及上支座模槽,所述下成型板设有下流道槽、下分流槽及下支座模槽;所述上成型板与所述下成型板连接,所述上流道槽与所述下流道槽共同围成流道腔,所述上分流槽与所述下分流槽共同围成分流冒口,所述上支座模槽与所述下支座模槽共同围成支座模腔;所述流道腔与所述分流冒口连通,所述分流冒口与所述支座模腔连通;及助脱膜组件,所述助脱膜组件包括上助脱膜柱及下助脱膜柱,所述上助脱膜柱及所述下助脱膜柱均包括金属柱内芯、胶粘层、弹力层、隔热层及耐磨层,所述胶粘层粘贴于所述金属柱内芯外,所述弹力层粘贴于所述胶粘层外,所述隔热层套设于所述弹力层外,所述耐磨层套设于所述隔热层外,所述耐磨层的外表面设有防滑结构。
[0029]
为了更好地对上述支座铸造模具进行说明,以更好地理解上述支座铸造模具的构思。一实施方式,请参阅图1~4,一种支座铸造模具10,包括成型组件110及助脱膜组件120。所述成型组件110包括上成型板111及下成型板112,所述上成型板111设有上流道槽、上分流槽及上支座模槽,所述下成型板112设有下流道槽、下分流槽及下支座模槽;所述上成型板111与所述下成型板112连接,所述上流道槽与所述下流道槽共同围成流道腔113,所述上分流槽与所述下分流槽共同围成分流冒口114,所述上支座模槽与所述下支座模槽共同围成支座模腔115;所述流道腔113与所述分流冒口114连通,所述分流冒口114与所述支座模腔115连通;所述流道腔113的腔壁开设有铁水浇筑口1133。所述助脱膜组件120包括上助脱膜柱121及下助脱膜柱122,所述上助脱膜柱121及所述下助脱膜柱122均包括金属柱内芯1211、胶粘层1212、弹力层1213、隔热层1214及耐磨层1215,所述胶粘层1212粘贴于所述金属柱内芯1211外,所述弹力层1213粘贴于所述胶粘层1212外,所述隔热层1214套设于所述弹力层1213外,所述耐磨层1215套设于所述隔热层1214外,所述耐磨层1215的外表面设有防滑结构。
[0030]
需要说明的是,本实用新型的支座铸造模具10结构简单新颖,铁水由铁水浇筑口进入流道腔113内,再经过分流冒口114进入支座模腔115内成型,为了便于分模取出成型的支座产品,在上成型板111上设置上助脱膜柱121及在下成型板112上设置下助脱膜柱122,而上助脱膜柱121及下助脱膜柱122通过由内到外依次设置的金属柱内芯1211、胶粘层1212、弹力层1213、隔热层1214及耐磨层1215,使它们具有弹力舒适、隔热防烫、耐磨耐候、摩擦防滑等功能,更便于使用。
[0031]
进一步地,所述防滑结构为防滑纹或防滑凸点。如此通过防滑纹或防滑凸点增加耐磨层1215的外表面的摩擦力,以提高上助脱膜柱121及下助脱膜柱122的防滑性能。
[0032]
进一步地,所述金属柱内芯1211为不锈钢内芯。可以理解地,采用不锈钢材质制造的金属柱内芯1211强度大,不易弯曲,不易上锈。
[0033]
进一步地,所述弹力层1213为硅胶弹力层1213或橡胶弹力层1213。如此通过硅胶弹力层1213或橡胶弹力层1213增加上助脱膜柱121及下助脱膜柱122的弹性,使它们拿捏握紧更加舒适。
[0034]
进一步地,所述隔热层1214包括棉纤维层、亚麻纤维层及涤纶纤维层,所述棉纤维层套设于所述弹力层1213外,所述亚麻纤维层套设于所述棉纤维层外,所述涤纶纤维层套设于所述亚麻纤维层外,所述耐磨层1215套设于所述涤纶纤维层外。如此通过由内到外依次设置的棉纤维层、亚麻纤维层及涤纶纤维层,增加上助脱膜柱121及下助脱膜柱122的隔
热性能,具有防烫的功能。
[0035]
进一步地,所述耐磨层1215为聚氨酯耐磨层、聚丙烯耐磨层或聚氯乙烯耐磨层。如此通过聚氨酯耐磨层、聚丙烯耐磨层或聚氯乙烯耐磨层提高上助脱膜柱121及下助脱膜柱122的耐磨耐候性能。
[0036]
进一步地,请参阅图3,所述流道腔113包括中央流道腔1131及两个侧边流道腔1132,两个所述侧边流道腔1132分别连通在所述中央流道腔1131的两端,所述中央流道腔1131及两个所述侧边流道腔1132分别与所述分流冒口114连通。所述中央流道腔1131的腔壁开设有铁水浇筑口1133。需要说明的是,铁水由铁水浇筑口1133进入中央流道腔1131内,再经过两端的侧边流道腔1132进入分流冒口114内,最后流入支座模腔115内冷却成型。
[0037]
进一步地,请参阅图3,所述支座模腔115设为多个,所述分流冒口114的腔壁开设有入流孔1141及多个分流孔1142,所述入流孔1141与所述侧边流道腔1132连通,每个所述分流孔1142分别与每个所述支座模腔115连通。中央流道腔1131内的铁液分别经过两个侧边流道腔1132,由入流孔1141进入分流冒口114内,再由多个分流孔1142分流给多个支座模腔115。如此设计能够合理增加支座模腔115数量,提高铁液的利用率,提高模具注塑效率。
[0038]
进一步地,所述成型组件110还包括紧固件,所述上成型板111开设有上连接孔,所述下成型板112开设有下连接孔,所述紧固件的第一端与所述上连接孔连接,所述紧固件的第二端与所述下连接孔连接。如此通过紧固件使上成型板111与下成型板112紧密连接并固定。紧固件优选为螺栓螺母组件,可以设为四个,相应地,上成型板111及下成型板112的四周位置处分别开设有四个上连接孔及下连接孔,以使紧固件可以合理分布在上成型板111及下成型板112的四周位置处。
[0039]
进一步地,所述成型组件110还包括四个上角垫及四个下角垫,四个所述上角垫分别包裹于所述上成型板111的四角位置处,四个所述下角垫分别包裹于所述下成型板112的四角位置处。如此通过四个上角垫及四个下角垫来分别包裹上成型板111的四角及下成型板112的四角,以避免尖锐的成型板的四角划伤操作人员的皮肤,进而提高操作安全性。
[0040]
与现有技术相比,本实用新型至少具有以下优点:
[0041]
本实用新型的支座铸造模具10结构简单新颖,铁水由铁水浇筑口1133进入流道腔113内,再经过分流冒口114进入支座模腔115内成型,为了便于分模取出成型的支座产品,在上成型板111上设置上助脱膜柱121及在下成型板112上设置下助脱膜柱122,而上助脱膜柱121及下助脱膜柱122通过由内到外依次设置的金属柱内芯1211、胶粘层1212、弹力层1213、隔热层1214及耐磨层1215,使它们具有弹力舒适、隔热防烫、耐磨耐用、摩擦防滑等功能,更便于使用。
[0042]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips