
 商标分类
商标分类  商标转让
商标转让 
多片式衬底装舟模具、多片式衬底装载装置及方法与流程
 2021-01-30 19:01:40|
2021-01-30 19:01:40| 262|
262| 起点商标网
起点商标网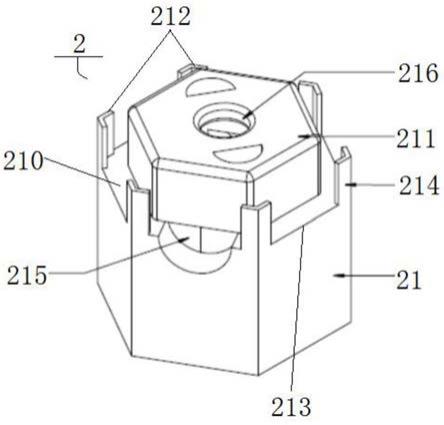
[0001]
本发明涉及红外探测领域,尤其涉及一种多片式衬底装舟模具、多片式衬底装载装置及方法。
背景技术:
[0002]
甚长波波段红外探测器,在未来太空科学的研究以及执行对地观测任务等方面有广泛的应用前景,包括环境监测、太空天气以及星球科学等研究。尤其是14.5μm波段,对应于co2的吸收峰,利用甚长波波段红外探测器对co2进行光谱分析,能够描绘出大气层的温度廓线,实现大气检测。另外大多数有毒有害气体的吸收光谱在甚长波波段,利用甚长波红外探测器可以实现远距离有毒有害气体的探测与辨别,对于维护公共安全等方面有广阔的应用前景。
[0003]
甚长波波段红外探测器一般选用碲镉汞p-on-n异质结结构,采用富汞垂直液相外延生长可以实现p型as元素掺杂,实现p-on-n双层异质材料的生长。材料的生长工序主要有:母液配制、衬底装舟、材料生长等半导体材料生长工艺。其中衬底装舟是p-on-n异质结结构材料生长的关键工序之一。但是在实际装舟操作中,内舟需要水平放置,因此一次装舟只能装一片衬底,导致生长工艺低下,影响了工艺效率和稳定性。
技术实现要素:
[0004]
本发明实施例提供一种多片式衬底装舟模具、多片式衬底装载装置及方法,用以解决现有技术中衬底装舟效率低的问题。
[0005]
根据本发明实施例的多片式衬底装舟模具,包括:
[0006]
基座,所述基座的上端面设有环形槽,所述环形槽沿所述基座中心轴线的周向方向延伸;
[0007]
具有多个衬底槽的内舟的一端适于伸入所述环形槽,且所述环形槽的径向外周壁适于遮挡每个所述衬底槽的一部分。
[0008]
根据本发明的一些实施例,所述基座的上端面设有中心柱和环形止挡件,所述环形止挡件外套于所述中心柱,所述中心柱和所述环形止挡件构造形成所述环形槽。
[0009]
根据本发明的一些实施例,所述环形止挡件设有与多个衬底槽一一对应的多个缺口,多个所述缺口将所述环形止挡件分割为多个间隔排布的边缘柱。
[0010]
根据本发明的一些实施例,所述环形槽的底壁设有凹槽,所述凹槽位于相邻两个所述边缘柱之间,所述凹槽沿所述基座的径向外侧方向贯通所述基座。
[0011]
根据本发明的一些实施例,所述基座呈六边形柱体结构;
[0012]
所述中心柱呈六边形柱体结构;
[0013]
每个所述边缘棱柱均包括第一柱体和第二柱体,所述第一柱体的一侧与所述第二柱体的一侧连接,所述中心柱的外周壁包括相邻的第一侧面和第二侧面,所述第一柱体与所述第一侧面平行,所述第二柱体与所述第二侧面平行。
[0014]
根据本发明的一些实施例,所述中心柱的上端面设有装配孔,所述内舟的中心轴适于伸入所述装配孔内。
[0015]
根据本发明的一些实施例,所述中心柱与所述基座的中心轴共线。
[0016]
根据本发明的一些实施例,所述环形槽的径向内周壁与所述内舟的内周壁贴合,所述环形槽的径向外周壁与所述内舟的外周壁贴合。
[0017]
根据本发明实施例的多片式衬底装载装置,包括:
[0018]
外舟,呈桶状;
[0019]
内舟,包括桶件和中心轴,所述桶件的一端为敞开端、另一端为封闭端,所述桶件的外周壁设有多个衬底槽,所述中心轴位于所述桶件内且所述中心轴的一端与所述封闭端连接;
[0020]
装舟模具,为如上所述的装舟模具;
[0021]
所述内舟的敞开端适于伸入所述环形槽,且所述环形槽的径向外周壁适于遮挡每个所述衬底槽的一部分,所述外舟适于外套于所述内舟且支撑于所述环形槽的径向外周壁的上端面。
[0022]
根据本发明实施例的基于上述的装载装置装载多片衬底的方法,包括:
[0023]
将内舟的敞开端适于伸入环形槽;
[0024]
将一片衬底沿一个衬底槽的边缘推入该衬底槽内;
[0025]
转动基座,将另一片衬底沿另一个衬底槽的边缘推入该衬底槽内,直至将多片衬底装载至多个衬底槽内;
[0026]
将外舟外套于装载有多片衬底的内舟且所述外舟支撑于所述环形槽的径向外周壁的上端面;
[0027]
移动内舟以将所述内舟装配至外舟内。
[0028]
采用本发明实施例,可以利用环形槽的径向外周壁配合内舟的衬底槽固定衬底,从而可以实现多片衬底装舟,使得实现一次性生长多片薄膜,进而提高了工艺效率,并保障多片薄膜的生长一致性。
[0029]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
[0030]
通过阅读下文实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。在附图中:
[0031]
图1是本发明实施例中装舟模具的结构示意图;
[0032]
图2是本发明实施例中装舟模具所适用的内舟的结构示意图;
[0033]
图3是本发明实施例中装舟模具所适用的内舟的结构示意图;
[0034]
图4是本发明实施例中装舟模具所适用的外舟的结构示意图;
[0035]
图5是本发明实施例中装舟模具与内舟的装配示意图;
[0036]
图6是本发明实施例中装舟模具与内舟、外舟的装配示意图;
[0037]
图7是本发明实施例中装舟模具所适用的石墨舟的结构示意图。
[0038]
附图标记:
[0039]
石墨舟1,
[0040]
内舟10,衬底槽101,拉杆固定螺纹孔103,中心轴104,桶件105,
[0041]
外舟20,生长窗口201。
[0042]
装舟模具2,基座21,环形槽210,中心柱211,环形止挡件212,缺口213,边缘柱214,凹槽215,装配孔216,
[0043]
衬底3,
[0044]
多片式衬底装载装置100。
具体实施方式
[0045]
下面将参照附图更详细地描述本发明的示例性实施例。虽然附图中显示了本发明的示例性实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
[0046]
如图1所示,根据本发明实施例的多片式衬底装舟模具2,包括:
[0047]
基座21,基座21的上端面设有环形槽210,环形槽210沿基座21中心轴线的周向方向延伸;
[0048]
具有多个衬底槽101的内舟10的一端适于伸入环形槽210,且环形槽210的径向外周壁适于遮挡每个衬底槽101的一部分。
[0049]
采用本发明实施例,可以利用环形槽210的径向外周壁配合内舟10的衬底槽101固定衬底3,从而可以实现多片衬底3装舟,使得实现一次性生长多片薄膜,进而提高了工艺效率,并保障多片薄膜的生长一致性。
[0050]
在上述实施例的基础上,进一步提出各变型实施例,在此需要说明的是,为了使描述简要,在各变型实施例中仅描述与上述实施例的不同之处。
[0051]
如图1所示,根据本发明的一些实施例,基座21的上端面设有中心柱211和环形止挡件212,环形止挡件212外套于中心柱211,中心柱211和环形止挡件212构造形成环形槽210。中心柱211的外周壁为环形槽210的径向内周壁,环形止挡件212的内周壁为环形槽210的径向外周壁。内舟10的一端可以外套于中心柱211且内套于环形止挡件212。
[0052]
如图1所示,根据本发明的一些实施例,环形止挡件212设有与多个衬底槽101一一对应的多个缺口213。
[0053]
如图1所示,根据本发明进一步的实施例,多个缺口213将环形止挡件212分割为多个间隔排布的边缘柱214。可以理解的是,多个边缘柱214沿中心柱211的周向方向间隔排布。由此,任意相邻两个边缘柱214只会遮挡一个衬底槽101的两侧边缘,衬底3可以从外漏的一端衬底槽101滑入,从而可以便于将衬底3滑入衬底槽101。
[0054]
如图1所示,根据本发明的一些实施例,环形槽210的底壁设有凹槽215,凹槽215位于相邻两个边缘柱214之间,凹槽215沿基座21的径向外侧方向贯通基座21。由此,可以通过凹槽215接触内舟10的一端,并向上推动内舟10以将内舟10装配至外舟20中。
[0055]
如图1所示,根据本发明的一些实施例,基座21呈六边形柱体结构;
[0056]
中心柱211呈六边形柱体结构;
[0057]
每个边缘柱214均包括第一柱体和第二柱体,第一柱体的一侧与第二柱体的一侧连接,中心柱211的外周壁包括相邻的第一侧面和第二侧面,第一柱体与第一侧面平行,第二柱体与第二侧面平行。第一柱体与第二柱体的夹角为120
°
。
[0058]
如图1所示,根据本发明的一些实施例,中心柱211的上端面设有装配孔216,内舟10的中心轴104适于伸入装配孔216内,以固定内舟10。
[0059]
如图1所示,根据本发明的一些实施例,中心柱211与基座21的中心轴104共线。
[0060]
根据本发明的一些实施例,环形槽210的径向内周壁与内舟10的内周壁贴合,环形槽210的径向外周壁与内舟10的外周壁贴合。
[0061]
根据本发明的一些实施例,衬底槽101远离底座21的一端的周壁面为斜面,换言之,衬底槽101远离底座21的一端的周壁面与衬底槽101的底壁之间的夹角为钝角。由此,衬底3可以方便的从该处滑入衬底槽101。
[0062]
如图5、图6所示,据本发明实施例的多片式衬底装载装置100,包括:
[0063]
外舟20,呈桶状;
[0064]
内舟10,包括桶件105和中心轴104,桶件105的一端为敞开端、另一端为封闭端,桶件105的外周壁设有多个衬底槽101,中心轴104位于桶件105内且中心轴104的一端与封闭端连接;
[0065]
装舟模具,为如上所述的装舟模具2;
[0066]
内舟10的敞开端适于伸入环形槽210,且环形槽210的径向外周壁适于遮挡每个衬底槽101的一部分,外舟20适于外套于内舟10且支撑于环形槽210的径向外周壁的上端面。
[0067]
下面参照图1-图7以一个具体的实施例详细描述根据本发明实施例的多片式衬底装载装置100。值得理解的是,下述描述仅是示例性说明,而不是对本发明的具体限制。凡是采用本发明的相似结构及其相似变化,均应列入本发明的保护范围。
[0068]
如图5、图6所示,根据本发明实施例的多片式衬底装载装置100,包括:石墨舟1和装舟模具2。
[0069]
如图7所示,石墨舟1包括:内舟10和外舟20。
[0070]
如图4所示,外舟20为六边形柱体结构且呈桶状,外舟20的每个侧面均设有一个生长窗口201,每个生长窗口201均贯通外舟20的周壁。
[0071]
如图2-图3所示,内舟10包括桶件105和中心轴104,桶件105的一端为敞开端、另一端为封闭端,桶件105呈六边形柱体结构。桶件105的每个侧面均设有一个衬底槽101。中心轴104位于桶件105内且中心轴104的一端与封闭端连接。内舟10适于内套于外舟20并沿外舟20的轴向方向往返移动。
[0072]
当内舟10移动至外舟20的一端,衬底槽101适于通过其对应的生长窗口201外漏,当内舟10移动至外舟20的另一端,每个衬底槽101均被外舟20的周壁遮挡。
[0073]
如图2-图3所示,桶件105的封闭端中心位置设有一个带拉杆固定螺纹孔103的圆柱,石墨舟1通过拉杆固定螺纹孔103固定在垂直液相外延系统的金属拉杆上。
[0074]
如图1所示,装舟模具2包括:用于放置内舟10的基座21,基座21是一个大正六形方柱。基座21上端面的中部设有一个凸起的同轴中心柱211,中心柱211为小正六形方柱。大正六形方柱的上端面的边长等于外舟20底边边长。小正六形方柱底面边长略小于内舟10的底
面内边长,内舟10恰好可以外套于小正六形方柱外。小正六形方棱柱的高度为石墨内舟10高度的一半。在小正六形方柱的中部有一个圆形的装配孔216,装配孔216直径略大于内舟10的中心轴104的直径,内舟10的中心轴104恰好可以伸入装配孔216内,起到固定内舟10的作用。沿着大正六形方柱的六个棱的上方各有一个夹角为120度的边缘柱214。边缘柱214的厚度与外舟20壁厚相等,外舟20恰好可以支撑在六个边缘柱214上,且六个边缘柱214的内壁面与外舟20的内壁面平齐,六个边缘柱214的外壁面与外舟20的外壁面平齐。边缘柱214的高度为石墨内舟10衬底槽101高度的三分之一。相邻两个边缘柱214之间的距离等于生长窗口201的宽度,边缘柱214用于支撑和保护衬底3。在基座21的大正六形方柱两侧开有一个半圆形的孔洞,方便用于向上推动内舟10,完成装舟。
[0075]
将多片衬底3分别放置在衬底槽101中,然后将石墨内舟10套入外舟20中,由于内舟10和外舟20之间缝隙非常小,可将衬底3固定在整个内舟10和外舟20之间,在生长时通过拉杆移动带动石墨内舟10和衬底3上下移动,当达到设置的生长温度时将衬底3向下移动浸入生长溶液中,此时衬底3位置正好处于外舟20开窗的衬底3窗口高度,衬底3表面完全暴露在生长溶液中,表面开始生长碲镉汞薄膜。当生长结束后,向上移动石墨内舟10将衬底3移出溶液外面,此时衬底3表面被外舟20遮住实现保护材料表面的功能,也避免了衬底表面在降温过程中被腔室中气体沾污,从而实现整个多片式碲镉汞薄膜垂直液相外延生长的过程。
[0076]
采用本发明实施例,可以实现一次装舟六片碲锌镉衬底3,而目前常规的垂直液相外延石墨舟1通常只能装一片或到两片碲锌镉衬底3,该装舟模具2设计显著增加了衬底3数量,使碲镉汞薄膜的厚度均匀性和组分一致性得到进一步的提升。而且采用与石墨内舟10同轴套入式结构,可以水平放置,利用装舟模具2上的边缘柱214直接将衬底3固定在衬底槽101中,不需要再增加用于固定衬底3的夹片等辅助结构,避免了夹片固定位置对衬底3表面的接触,减少了衬底3表面被污染的可能性。
[0077]
需要说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
[0078]
根据本发明实施例的基于上述的装载装置装载多片衬底的方法,包括:
[0079]
将内舟的敞开端适于伸入环形槽;
[0080]
将一片衬底沿一个衬底槽的边缘推入该衬底槽内;
[0081]
转动基座,将另一片衬底沿另一个衬底槽的边缘推入该衬底槽内,直至将多片衬底装载至多个衬底槽内;
[0082]
将外舟外套于装载有多片衬底的内舟且所述外舟支撑于所述环形槽的径向外周壁的上端面;
[0083]
移动内舟以将所述内舟装配至外舟内。
[0084]
采用本发明实施例,可以利用环形槽的径向外周壁配合内舟的衬底槽固定衬底,从而可以实现多片衬底装舟,使得实现一次性生长多片薄膜,进而提高了工艺效率,并保障多片薄膜的生长一致性。
[0085]
下面参照图2以一个具体的实施例详细描述根据本发明实施例的装载多片衬底的方法。值得理解的是,下述描述仅是示例性说明,而不是对本发明的具体限制。凡是采用本
发明的相似结构及其相似变化,均应列入本发明的保护范围。
[0086]
本发明实施例的装载多片衬底的方法,包括:
[0087]
采用丙酮及无水乙醇对碲锌镉衬底进行表面清洗,然后采用0.5%溴-甲醇腐蚀液腐蚀衬底约30s;
[0088]
水平放置装舟模具,将石墨内舟套入其中,经过清洗腐蚀处理的碲锌镉衬底沿着衬底槽边缘推入石墨内舟的衬底槽中,完成一片衬底装入内舟;同时旋转模具和石墨内舟,将衬底依次放入样品槽中,完成六片衬底装入内舟。
[0089]
将装舟模具和石墨内舟竖立,石墨外舟套入石墨内舟,石墨外舟下端与装舟边缘柱上端齐平,向上推动内舟,内舟完全进入外舟中,完成装舟。
[0090]
综上所述,依照本发明的多片式衬底装舟模具,可以一次装六片碲锌镉衬底,一次性生长六片碲镉汞外延材料,显著增加了外延片数量,提高工艺效率和稳定性。本发明采用与石墨内舟同轴套入式结构,可以水平放置,利用模具上的边缘柱直接将衬底固定在衬底槽中,减少了衬底表面被污染的可能性,结构设计简单,降低了加工的难度。实验结果表明在生长后的碲镉汞薄膜在工艺重复性和厚度一致性方面具有良好的改进,外延数量成倍增加,节约了生长时间,有效提高了生产效率,同时也有效降低了后续器件工艺的工艺难度。
[0091]
尽管在此所述的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本发明的范围之内并且形成不同的实施例。描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。例如,在权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。
[0092]
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips