
 商标分类
商标分类  商标转让
商标转让 
强化层压玻璃制品边缘的方法及由此形成的层压玻璃制品与流程
 2021-01-30 19:01:22|
2021-01-30 19:01:22| 288|
288| 起点商标网
起点商标网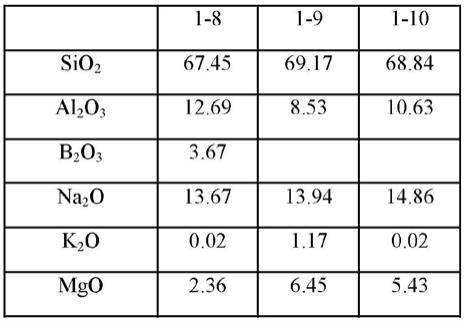
强化层压玻璃制品边缘的方法及由此形成的层压玻璃制品
[0001]
背景
[0002]
本申请是国际申请号为pct/us2016/016091,国际申请日为2016年2月2日,进入中国国家阶段的申请号为201680019755.3,发明名称为《强化层压玻璃制品边缘的方法及由此形成的层压玻璃制品》的发明专利申请的分案申请。
技术领域
[0003]
本说明书一般性涉及层压玻璃制品,更具体而言,涉及精整和强化层压玻璃制品边缘的方法以及由此形成的层压玻璃制品。
背景技术:
[0004]
玻璃制品,例如覆盖玻璃和玻璃底板等,既用于消费者电子器件又用于商用电子器件,例如lcd和led显示器、电脑显示器以及自动柜员机(atm)等。这些玻璃制品中的一些可包括“触摸”功能,这使得玻璃制品必须与各种物体(包括用户的手指和/或手写笔装置)接触,因此,玻璃必须足够牢固,以经受得住常规接触而不损坏。此外,此类玻璃制品还可以结合到便携式电子器件中,如移动电话、个人媒体播放器和平板电脑。在相关器件的运输和/或使用过程中,结合到此类器件中的玻璃制品可能易于损坏。因此,在电子器件中使用的玻璃制品可能需要增强的强度,从而不仅能耐受来自实际应用的常规“触摸”接触,还能耐受在运输器件时可能发生的偶然接触和冲击。
[0005]
强化的玻璃制品可以由各种工艺形成,例如化学回火、热回火和层压。通过层压强化的玻璃制品由具有不同热膨胀系数的至少两种玻璃组合物形成。在熔融状态中使这些玻璃组合物彼此接触以形成玻璃制品并且将玻璃组合物熔合或层压在一起。随着玻璃组合物的冷却,热膨胀系数的差异造成在玻璃各层的至少一层中形成了压缩应力,从而强化了玻璃制品。层压工艺还可用于赋予或增强层压玻璃制品的其它性质,包括物理、光学和化学性质。
[0006]
可采用各种工艺生产层压玻璃制品,包括产生层压玻璃连续带的熔合层压工艺。可以从层压玻璃连续带中单片化出离散的层压玻璃制品以并入其它装置中。例如,取决于层压玻璃的厚度比及材料选择,通过机械切割、激光或热刻划及破裂分离技术或它们的组合,将层压玻璃的连续带单片化或切割成预定尺寸,以产生单片化的离散的层压玻璃制品。在单片化期间或之后,经单片化的制品的边缘易于形成缺陷,该缺陷降低了玻璃制品的强度并且可能导致破裂。
[0007]
因此,对层压玻璃制品的刻痕边缘进行强化的替换性方法和由该方法形成的层压玻璃制品存在需要以增加层压玻璃制品的边缘强度。
技术实现要素:
[0008]
根据一个实施方式,描述了用于强化层压玻璃制品边缘的方法。所述层压玻璃制品最初可以为层压玻璃带的形式,所述层压玻璃带包括玻璃芯体层,其位于第一玻璃包覆
层与第二玻璃包覆层之间。可以对层压玻璃带进行切割或单片化以形成具有切割边缘的一个或多个层压玻璃制品。堆叠所述层压玻璃制品中的至少两个以形成堆叠体,并且可以对所述堆叠体的切割边缘直接进行抛光以使得在抛光之后,层压玻璃制品的边缘强度大于或等于约400mpa。
[0009]
在另一个实施方式中,层压玻璃制品可以包括玻璃芯体层;第一玻璃包覆层,其和所述玻璃芯体层的第一表面直接熔合;和第二玻璃包覆层,其和与玻璃芯体层的第一表面相对的第二表面直接熔合。层压玻璃制品的抛光边缘可以具有可测量的边缘强度,其值为大于或等于400mpa。
[0010]
在以下的具体实施方式中列出了本文所述的方法和层压玻璃制品的其它特征和优点,其中的部分特征和优点对本领域的技术人员而言,根据所作描述就容易看出,或者通过实施包括以下具体实施方式、权利要求书以及附图在内的本文所述的实施方式而被认识。
[0011]
应理解,前述的一般性描述和下文的详细描述都描述了各种实施方式且都旨在提供用于理解所要求保护的主题的性质和特性的总体评述或框架。包括的附图提供了对各种实施方式的进一步理解,附图并入本说明书中并构成说明书的一部分。附图例示了本文所描述的各种实施方式,且与说明书一起用于解释所要求保护的主题的原理和操作。
[0012]
附图简要说明
[0013]
图1示意性地描述了根据本文所示和所述的一个或多个实施方式的层压玻璃制品的截面图;
[0014]
图2示意性地描述了根据本文所示和所述的一个或多个实施方式的用于形成层压玻璃制品的设备;
[0015]
图3为示出了在层压玻璃制品的界面处的优选的蚀刻的示例性显微图;
[0016]
图4为根据及可应用于本文所示和所述的一个或多个实施方式的处理层压玻璃制品及强化层压玻璃制品的边缘的工艺步骤的流程图;
[0017]
图5(a)-5(b)为根据及可应用于本文所示和所述的一个或多个实施方式,列出了用于强化层压玻璃制品的边缘的工艺,例如在图4中详细示出的工艺,其堆叠步骤的流程图;
[0018]
图6(a)-6(h)为根据本文所示和所述的一个或多个实施方式的示例性堆叠工艺的图;
[0019]
图7(a)为根据本文所示和所述的一个或多个实施方式,在通过计算机数字控制(cnc)机器进行研磨之前的示例性的层压玻璃制品堆叠体的图;
[0020]
图7(b)为根据本文所示和所述的一个或多个实施方式,在通过cnc机器研磨后的图7(a)的堆叠体;
[0021]
图8(a)为根据本文所示和所述的一个或多个实施方式,在抛光之前的示例性的层压玻璃制品堆叠体的图;
[0022]
图8(b)为根据本文所示和所述的一个或多个实施方式,在抛光之前放置在用于抛光机器的堆叠固定装置上的示例性的层压玻璃制品堆叠体的图;
[0023]
图8(c)为根据本文所示和所述的一个或多个实施方式,在抛光之前装载在抛光机器中的示例性的层压玻璃制品堆叠体的图;
[0024]
图8(d)为根据本文所示和所述的一个或多个实施方式,在抛光之后的图8(a)-8(c)的堆叠体的图;
[0025]
图9为根据本文所示和所述的一个或多个实施方式,用图表的形式示出了通过不同的后切割精整工艺处理并且进行弯曲强度测试的不同层压玻璃制品的相对于失效可能性(百分数)(y轴)的示例性的强度(以mpa为单位)(x轴)的韦布尔可能性曲线以示出强度分布。
具体实施方式
[0026]
下面将详细参考精整和强化层压玻璃制品边缘的方法及由该方法形成的玻璃制品的实施方式,它们的实例在附图中示出。只要可能,在附图中使用相同的附图标记表示相同或相似的部分。图4-8示出了用于强化层压玻璃制品边缘的方法的一个实施方式。在实施方式中,可以使用疏松磨料辅助抛光工艺通过对层压玻璃制品堆叠体的切割边缘进行抛光以实现大于或等于400mpa的目标边缘强度来强化层压玻璃制品,所述疏松磨料辅助抛光工艺具有或不具有中间的研磨工艺以及具有或不具有快速蚀刻工艺。
[0027]
本文将具体参考附图描述用于强化层压玻璃制品边缘的方法和由该方法形成的层压玻璃制品的各种实施方式。
[0028]
本文所使用的术语“cte”是指是玻璃组合物在约20℃至约300℃的温度范围内取平均的热膨胀系数。使用例如在astm e228“standard test method for linear thermal expansion of solid materials with a push-rod dilatometer(用推杆膨胀计对固体材料线性热膨胀性的标准试验方法)”或iso 7991:1987“glass
--
determination of coefficient of mean linear thermal expansion(玻璃——平均线性热膨胀系数的测定)”中所述的过程可确定cte。
[0029]
现参考图1,该图以截面的形式示意性地描述了层压玻璃制品100。层压玻璃制品100一般性地包含玻璃芯体层102和至少一个玻璃包覆层104a。在图1所示的层压玻璃制品100的实施方式中,层压玻璃制品包括位于玻璃芯体层102的相对侧上的第一玻璃包覆层104a和第二玻璃包覆层104b。虽然图1示意性地描述了作为层压玻璃片的层压玻璃制品100,但是应理解考虑了及可能有其它构造和形状因子。
[0030]
在图1所描述的层压玻璃制品100的实施方式中,玻璃芯层102一般性地包括第一表面103a和与该第一表面103a相对的第二表面103b。第一玻璃包覆层104a和玻璃芯体层102的第一表面103a熔合,且第二玻璃包覆层104b和玻璃芯体层102的第二表面103b熔合。玻璃包覆层104a、104b和玻璃芯体层102熔合,且在玻璃芯体层102和玻璃包覆层104a、104b之间不设置任何其它非玻璃材料,例如粘合剂、涂层等。因此,在一些实施方式中,玻璃包覆层104a、104b与玻璃芯体层102直接熔合,或者直接毗邻玻璃芯体层。在一些实施方式中,层压玻璃制品100包括设置在玻璃芯体层与玻璃包覆层之间的一个或多个中间层。例如,中间层可以包括在玻璃芯体层与玻璃包覆层的界面处形成的中间玻璃层和/或扩散层(例如通过将玻璃芯体层和玻璃包覆层的一种或多种组分扩散入扩散层中)。在一些实施方式中,层压玻璃制品包括玻璃-玻璃层压件(例如原位熔合的多层玻璃-玻璃层压件),其中,直接毗邻的玻璃层之间的界面是玻璃-玻璃界面。
[0031]
在本文所述的层压玻璃制品的实施方式中,玻璃包覆层104a、104b的组成与玻璃
芯体层102的组成不相同,以在最终的层压玻璃制品中获得特定属性。例如,在本文所述的实施方式中,玻璃包覆层104a、104b由具有平均包覆热膨胀系数cte
包覆
的玻璃组合物形成,且玻璃芯体层102由不同的具有平均包覆热膨胀系数cte
芯体
的玻璃组合物形成。cte
芯体
大于cte
包覆
(即,cte
芯体
>cte
包覆
),这使得玻璃包覆层104a、104b不经离子交换或热回火而受到压缩应力。
[0032]
例如,在一些实施方式中,玻璃包覆层由在20℃至300℃的范围内进行平均的平均包覆cte
包覆
小于或等于约40x10-7
/℃的玻璃组合物形成。在一些实施方式中,包覆玻璃组合物在20℃至300℃的范围内进行平均的平均包覆cte
包覆
可以小于或等于约37x10-7
/℃。在其它实施方式中,包覆玻璃组合物在20℃至300℃的范围内进行平均的平均包覆cte
包覆
可以小于或等于约35x10-7
/℃。然而,玻璃芯体层可以由在20℃至300℃的范围内具有大于或等于约40x10-7
/℃的平均热膨胀系数的玻璃组合物形成。在这样实施方式中的一些实施方式中,玻璃芯体层的芯体玻璃组合物在20℃至300℃的范围内的平均芯体cte
芯体
可以大于或等于约60
×
10-7
/℃。在其它实施方式中,玻璃芯体层的玻璃组合物在20℃至300℃的范围内的平均芯体cte
芯体
可以大于或等于约80x10-7
/℃。在其它实施方式中,玻璃芯体层的玻璃组合物在20℃至300℃的范围内的平均芯体cte
芯体
可以大于或等于约90x10-7
/℃。
[0033]
在本文所述的实施方式中,玻璃芯体层102与玻璃包覆层104a、104b之间的cte差值(即,|cte
芯体
–
cte
包覆
|)足以在包覆层中产生压缩应力。在一些实施方式中,玻璃芯体层与玻璃包覆层之间的cte差值大于或等于约20x10-7
/℃或者甚至是30x10-7
/℃。在一些其它实施方式中,玻璃芯体层与玻璃包覆层之间的cte差值大于或等于约40x10-7
/℃或者甚至是50x10
7
/℃。在其它实施方式中,玻璃芯体层与玻璃包覆层之间的cte差值大于或等于约60x10-7
/℃或者甚至是65x10
7
/℃。
[0034]
在一些实施方式中,玻璃包覆层104a、104b中的一层或多层可以由在特定溶液中比形成玻璃芯体层102的玻璃组合物更不易溶的玻璃组合物形成,这正如2014年6月13日提交的名称为“method of manufacturing laminated glass articles with improved edge condition(制造具有改进边缘条件的层压玻璃制品的方法)”的第pct/us2014/042237号共同待审的国际专利申请中所述,所述申请通过引用的方式纳入本文。这能够选择性地移除一部分的玻璃芯体层102,例如通过化学蚀刻,同时使玻璃包覆层104a、104b保持基本上不受影响。在其它实施方式中,玻璃包覆层104a、104b可以含有另外的组成组分,该另外的组成组分改变了与玻璃芯体层相关的玻璃包覆层104a、104b的光学特性。因此,应理解玻璃包覆层104a、104b中的至少一者的组成和与其熔合的玻璃芯体层102的组成不相同。
[0035]
在一些实施方式中,玻璃芯体层可以由下表1a和1b中列出的玻璃芯体层组合物中的一种形成。然而,应理解,考虑了用于玻璃芯体层102的其它组合物,并且它们是可能的。
[0036]
表1a:示例性的玻璃芯体层组合物
[0037] 1-11-21-31-41-51-61-7sio
2
61.9766.5463.4669.0556.1259.0556.24al
2
o
3
10.8910.039.5610.216.7315.114.38b
2
o
3
10.0967.09 10.56.267.16na
2
o0.070.090.0915.130.0640.0860.084
k
2
o2.175.795.79 3.0848.0598.042mgo6.161.92.495.493.741.131.48cao5.456.237.41 4.615.166.13sro3.093.283.95 4.835.026.04bao0.030.040.04 0.080.080.1sno
2
0.040.070.070.130.0920.1510.164zro
2
0.010.020.03 0.0230.0320.051fe
2
o
3
0.010.010.01 0.0330.0310.032as
2
o
3
ꢀꢀꢀꢀ
0.00020.00020.0002cte(x10-7
c-1
)
ꢀꢀꢀꢀ
43.959.854.9
[0038]
表1b:示例性的玻璃芯体层组合物
[0039][0040][0041]
在一些实施方式中,玻璃包覆层可以由下表2中列出的玻璃包覆层组合物中的一种或多种形成。然而,应理解,考虑了用于玻璃包覆层104a、104b的其它组合物,并且它们是可能的。
[0042]
表2:示例性的玻璃包覆层组合物
[0043] 2-12-22-32-42-52-62-7sio
2
69.4467.5562.9364.5960.4862.3967.29al
2
o
3
12.361110.747.3811.5517.216.47b
2
o
3
4.359.8313.1616.4517.610.520.99na
2
o
ꢀꢀꢀꢀ
0.05
ꢀꢀ
k
2
o
ꢀꢀꢀꢀ
0.022
ꢀꢀ
mgo4.012.263.582.211.381.410.35cao5.988.737.328.147.017.514.49sro1.730.522.171.111.860.830.29bao1.98 0.010.010.02 0.01sno
2
0.10.070.070.060.2080.160.05zro
2
0.030.02
ꢀꢀ
0.14 0.05fe
2
o
3
0.020.010.010.010.039 0.01as
2
o
3
ꢀꢀꢀꢀ
0.0004
ꢀꢀ
cte(x10-7
c-1
)
ꢀꢀꢀꢀ
35.631.730.9
[0044]
可以使用各种工艺生产本文所述的层压玻璃制品,包括但不限于,层压狭缝拉制工艺、层压浮法工艺或熔合层压工艺。这些层压工艺中的每一种工艺一般性地涉及使第一熔融玻璃组合物流动,使第二熔融玻璃组合物流动,以及在大于任何一种玻璃组合物的玻璃化转变温度的温度下,使第一熔融玻璃组合物与第二熔融玻璃组合物接触以在两种组合物之间形成界面,从而在玻璃冷却和固化时使第一和第二熔融玻璃组合物在界面处熔合在一起。
[0045]
在一个具体的实施方式中,本文所述的层压玻璃制品100可以通过熔合层压工艺形成,例如第4,214,886号美国专利所述的方法,该专利通过引用纳入本文。例如,参考图2,用于形成层压玻璃制品的层压熔合拉制设备200包括上溢流分配器或溢流槽202,其位于下溢流分配器或溢流槽204的上方。上溢流分配器202包括槽210,熔融的玻璃包覆层组合物206从熔融器(未示出)进料到该槽210中。类似地,下溢流分配器204包括槽212,熔融的玻璃芯体组合物208从熔融器(未示出)进料到该槽212中。
[0046]
随着熔融的玻璃芯体组合物208填充从槽212,该熔融的玻璃芯体组合物208从槽212中溢流出来并流过下溢流分配器204的外成形表面216、218。下溢流分配器204的外成形表面216、218在根部220处汇聚。因此,流过外成形表面216、218的熔融的玻璃芯体组合物208在下溢流分布器204的根部220再次结合,由此形成层压玻璃制品的玻璃芯体层102。
[0047]
与此同时,熔融的玻璃包覆组合物206从形成于上溢流分布器202中的槽210中溢流出来并流过上溢流分布器202的外成形表面222、224。熔融的玻璃包覆组合物206通过上溢流分布器202向外侧偏移,以使熔融的玻璃包覆组合物206围绕下溢流分布器204流动并与流过下溢流分布器的外成形表面216、218的熔融的玻璃芯体组合物208相接触,并与熔融的玻璃芯体组合物熔合以及形成包围玻璃芯体层102的玻璃包覆层104a、104b。
[0048]
虽然图2示意性地描述了用于形成平整的层压玻璃制品(例如片或带)的具体设备,但是应理解其它几何构造也是可能的。例如,如使用第4,023,953号美国专利中所述的设备和方法可以形成圆柱形层压玻璃制品。
[0049]
在一些实施方式中,熔融的玻璃芯体组合物208的平均芯体热膨胀系数cte
芯体
一般大于熔融的玻璃包覆组合物206的平均包覆热膨胀系数cte
包覆
。因此,随着玻璃芯体层102和玻璃包覆层104a、104b的冷却,玻璃芯体层102与玻璃包覆层104a、104b在热膨胀系数上的差造成在玻璃包覆层104a、104b中形成了压缩应力。压缩应力增加了所形成的层压玻璃制品的强度。
[0050]
在一些其它的实施方式中,熔融的玻璃芯体组合物208的平均芯体热膨胀系数cte
芯体
一般与熔融的玻璃包覆组合物206的平均包覆热膨胀系数cte
包覆
相似。在该实施方式中,在玻璃芯体层102与玻璃包覆层104a、104b冷却和固化后,可以对所形成的层压玻璃制品进行进一步的加工,例如热处理等,以使玻璃芯体层102和/或玻璃包覆层104a、104b中的至少一者陶瓷化,这进而改变了层的cte并且造成在层压玻璃制品的玻璃包覆层104a、104b中形成了压缩应力。例如,在一个实施方式中,玻璃芯体层102可以由玻璃陶瓷材料形成,所述玻璃陶瓷材料在热处理后即析出了结晶相,从而相对于玻璃包覆层104a、104b增加了芯体热膨胀系数cte
芯体
。所形成的热膨胀系数之差造成在玻璃包覆层104a、104b中形成了压缩应力。在另一个实施方式中,玻璃包覆层104a、104b可以由玻璃陶瓷材料形成,所述玻璃陶瓷材料在热处理后即析出了结晶相,从而相对于玻璃芯体层102降低了包覆热膨胀系数cte
包覆
。所形成的热膨胀系数之差造成在玻璃包覆层104a、104b中形成了压缩应力。
[0051]
再次参考图1,如本文所应注意的,通过熔合工艺形成层压玻璃的方法首先得到的是连续的玻璃带。因此,可从连续的玻璃带中单片化或分离出离散的层压玻璃制品。经从连续的玻璃带中分离出来后,即暴露了层压玻璃的芯体层。在强化层压玻璃制品100,其中所述强化在成形期间进行或者作为成形后陶瓷化的结果,在这样的实施方式中,在层压玻璃制品100的边缘106处暴露的玻璃包覆层104a、104b处于压缩状态,这是因为在强化的同时,在层压玻璃制品的边缘106处暴露的玻璃芯体层102处于张力状态。由于玻璃芯体层102中的这一拉伸应力,玻璃芯体层102特别易于损坏,这可能导致层压玻璃制品100灾难性地失效(即,完全断裂)。另外,从连续的玻璃带中单片化离散的层压玻璃制品的工艺还可能在玻璃的切割边缘处留下瑕疵,该瑕疵可能起到裂纹的引发点的作用。本文所述的方法可以用于精整及强化层压玻璃制品的边缘并且协助减少在层压玻璃制品的边缘开始的失效。
[0052]
可以用常规精整工艺进一步加工这些单片化的层压玻璃制品的边缘,所述常规精整工艺包括固定磨料形成的轮、或者斜削、磨光和抛光。例如,层压玻璃制品的尖锐或方形刻划边缘可以经历磨边(edging)或斜削工艺以消除残留的刻痕和破裂损坏,这些可残余的刻痕和破裂损坏导致相比于玻璃的固有强度来说相对低的边缘强度。这一相对低的边缘强度随后可能在施加的负荷下导致玻璃失效。由磨边和斜削工艺产生的残留损坏可以通过额外的抛光步骤移除,该额外的步骤增加了层压玻璃制品的生产成本。
[0053]
取决于层压玻璃的类型和用于刻划及破裂和/或分离层压玻璃边缘以形成单片化离散的层压玻璃制品的工艺,这些常规精整工艺已经导致了约90mpa至200mpa的边缘强度。这些边缘强度相对低,并且留下的层压玻璃制品易于因在层压玻璃制品的边缘上发生的损坏事件而失效。
[0054]
为了对层压玻璃制品的边缘106进行精整和强化并且减少其易于失效性,可以进一步加工层压玻璃制品100的边缘106。
[0055]
机械磨边或斜削工艺或它们的组合可以增加层压玻璃制品100的边缘106的强度。然而,还未知这些工艺达得到在层压玻璃制品的边缘中的大于或等于约400mpa的目标边缘强度。在常规机械边缘精整工艺之后可以用于增强边缘强度的另一技术为化学蚀刻。例如在2014年3月6日出版的,名称为“glass articles with high flexural strength and method of making(具有高挠曲强度的玻璃制品及其制造方法)”的第2014/0065401号美国专利申请公布中列出的,被称为常规边缘强化工艺的一种类型的化学蚀刻步骤,所述参引
全文纳入本文中,(在下文中称为“常规边缘强化工艺”)。该常规边缘强化工艺可以用于强化层压玻璃制品100的边缘106。然而,由于通过熔合工艺形成的层压玻璃制品其包覆层与芯体层的化学耐久性的差异,该常规边缘强化工艺也可能减小层压玻璃制品的边缘强度。例如,常规边缘强化工艺可能导致优选移除在包覆层与芯体层之间的包覆/芯体界面处的材料。为了说明这一作用,应用常规边缘强化工艺强化层压玻璃制品100的边缘106。应用该工艺约十六分钟并且导致了如图3所示的不均匀的边缘轮廓。具体而言,图3为厚度为0.7mm的层压玻璃制品的边缘的放大图,其示出了在这样的包覆层和芯体层的界面处的优选的蚀刻。即,在应用常规的边缘强化工艺期间,在包覆层与芯体层的界面发生了优选的蚀刻和材料的移除。具体而言,图3中的峰300描述了沿轴i的玻璃制品的包覆/芯体界面。在轴i的右侧为芯体层302,而在轴i的左侧为包覆层304。在峰300的右侧为谷306,其在常规的边缘强化工艺中通过在包覆/芯体界面层发生的优选的蚀刻和材料移除形成。这一优选的材料移除使玻璃制品的边缘强度降级,从而不符合400mpa的目标边缘强度。除了可能在一些层压玻璃制品中降低边缘强度,增加化学蚀刻工艺,例如常规边缘强化工艺,显著增加了制造层压玻璃制品的成本。
[0056]
本文中的实施方式涉及与上文描述的常规边缘强化工艺不同的,或者另一种类似的化学蚀刻步骤的边缘加工技术。可以使用本文描述的边缘加工技术以在通过熔合工艺形成的层压玻璃制品中达到大于或等于400mpa的目标边缘强度。当层压玻璃制品从连续的层压玻璃带中或从更大的层压玻璃片(即,母片)中单片化时,可以形成层压玻璃制品的切割边缘或未加工的边缘。例如,在一些实施方式中,可以通过超短激光脉冲系统实现单片化,所述超短激光脉冲系统被用于激光刻划层压玻璃制品,随后将层压玻璃制品与所述带或片的剩余玻璃相分离,从而留下具有切割边缘或未处理的边缘的层压玻璃制品。或者,可以对层压玻璃制品进行机械刻划以从连续的玻璃带或母片中分离出层压玻璃制品。然后可以使用本文所述的方法对层压玻璃制品的切割边缘或未处理的边缘进行精整和强化。在本文所述的一个实施方式中,使用疏松磨料抛光系统,通过浆料递送系统利用旋转刷将浆料施涂到层压玻璃制品的切割玻璃边缘。例如,这样的抛光系统可商购自日本的庄田公司(shoda techtron corp.),例如型号为bpm-380c/570b的边缘抛光机器(在下文中称为“边缘抛光机器”),其具有尼龙旋转刷并且使用浆料递送系统。浆料可以包括疏松磨料材料(即,抛光介质)。例如,在一些实施方式中,浆料含有密度为1.3g/cm
3
或约1.3g/cm
3
的ceo
2
颗粒。有利的是,这样的抛光步骤可以应用于层压玻璃制品的切割边缘,同时需要或不需要中间的磨边(或研磨)步骤并且仍然获得大于或等于400mpa的目标平均强度值。然而,应理解的是,所述抛光步骤可以与一步或多步研磨步骤结合以形成具有所需边缘强度的层压玻璃制品。
[0057]
在实施方式中,可以堆叠单片化的层压玻璃制品并且将本文所述的疏松磨料抛光工艺应用于整个堆叠体。在实施方式中,层压玻璃的堆叠体可以包括最高达约250件层压玻璃制品。在一些其它的实施方式中,层压玻璃的堆叠体可以包括约50至约250件层压玻璃制品。在一些其它的实施方式中,所述堆叠体可以包括约50至约200件层压玻璃制品。然而,应理解的是,本文所述的方法可以用于处理单独的层压玻璃制品。当根据本文所述的抛光方法处理单独的玻璃制品时,牺牲了顶部和底部的玻璃制品可以用于包围待处理的单独的层压玻璃制品,从而保护单独的层压玻璃制品的表面。加工单一堆叠体中的多件层压玻璃制品可以适于大规模生产并且是大规模生产所需的,目视检查通过本文所述的实施方式处理
的这样的堆叠体显示对由此加工的玻璃制品的表面(与切割边缘相对)基本上没有不利作用。
[0058]
在一些实施方式中,本文所述的边缘抛光工艺可以与斜切工艺结合使用,所述斜切工艺通过机械研磨用于处理层压玻璃制品的切割边缘。更具体地,本文所述的用于强化层压玻璃制品边缘的方法可以与斜切工艺结合,以生产边缘强度大于或等于400mpa目标强度的玻璃制品,在所述斜切工艺中,使用磨料辅助工艺斜切(单独的或在单片化的层压熔合玻璃制品的堆叠体中的)单片化的层压玻璃制品的边缘。在实施方式中,斜切边缘可以意味着处理层压玻璃制品的边缘以产生偏离原始的平坦、矩形形状的边缘轮廓。该斜切工艺可以包括研磨步骤。这样的结合了斜切工艺的边缘精整工艺可以应用于大规模生产层压玻璃制品以用于例如显示器应用或作为覆盖玻璃用于电子器件等。
[0059]
此外,本文所述的边缘抛光工艺还可以与蚀刻步骤一起使用。虽然已经发现本文所述的边缘抛光工艺——单独使用或与边缘斜切工艺结合使用——将通过熔合工艺形成的层压玻璃制品的边缘强度增加到大于或等于400mpa,但是还发现将蚀刻步骤添加到抛光工艺中可以导致使边缘强度进一步改进约10%。该蚀刻步骤可以在小于3分钟的时间段内快速进行。相比于使用上文提及的常规边缘强化工艺的上文所述的更加传统的16分钟蚀刻步骤,这一缩短的蚀刻时间长度可以减少由于蚀刻工艺导致的层压玻璃制品的玻璃边缘的残留污染。
[0060]
现在参考图4,在一个实施方式中,用于强化层压玻璃制品边缘的方法包括步骤400:将层压玻璃切割成单片化的层压玻璃制品,例如,使用激光分离技术、机械分离技术或其组合进行切割。随后,在步骤402中,通过堆叠工艺堆叠单片化的层压玻璃制品以形成层压玻璃制品的第一堆叠体。堆叠工艺将具体参考图5和6(a)-6(h)在本文中进一步详细描述。在步骤404中,通过对第一堆叠体的侧部使用计算机数字控制(cnc)操作以从堆叠体中的每件层压玻璃制品的切割边缘移除玻璃材料,从而形成经cnc研磨的堆叠体,可以将cnc机器用于研磨堆叠体。在步骤406中,经cnc研磨的堆叠体被取消堆叠。即,从堆叠体中移除堆叠体内的层压玻璃制品以便于单独处理与剩余的堆叠体分开的每件层压玻璃制品。在实施方式中,可以通过将经cnc研磨的堆叠体放置在具有溶剂(例如水、醇等)的超声浴中来取消经cnc研磨的堆叠体的堆叠。在步骤408中,洗涤并干燥单独的层压玻璃制品以移除任何来自堆叠工艺和/或cnc研磨工艺的残留物。在步骤410中,将单独的层压玻璃制品重新堆叠成第二堆叠体。在实施方式中,使用商购的平板堆叠系统,例如商购自日本庄田公司的堆叠系统,重新堆叠单独的玻璃制品。随后,在步骤412中,对第二堆叠体的单片化玻璃制品的边缘进行抛光。在实施方式中,所述抛光可以通过cnc刷抛光,使用具有夹带在浆料中的疏松磨料的边缘抛光机器进行,以形成经cnc抛光的堆叠体。在步骤414中,在进行了边缘抛光之后,取消对经cnc抛光的堆叠体的堆叠以从经cnc抛光的堆叠体中移除单独的层压玻璃制品。然后洗涤并干燥单独的层压玻璃制品并准备进一步的加工和/或最终的包装和分配。
[0061]
取消堆叠和重新堆叠步骤(例如分别为步骤402和410)可使得单独的层压玻璃制品之间的间距对于不同的加工步骤来说能够不相同。在研磨步骤(例如研磨步骤404)期间,毗邻的单独的层压玻璃制品可以通过研磨间距彼此间隔开。在抛光步骤(例如抛光步骤412)期间,毗邻的单独的层压玻璃制品可以通过抛光间距彼此间隔开。在实施方式中,研磨间距可以大于抛光间距。在其它实施方式中,研磨间距可以小于抛光间距。在其它实施方式
中,研磨间距可以等于或基本上等于抛光间距。
[0062]
在一个实施方式中,步骤402的堆叠工艺和步骤410的重新堆叠工艺可以包括图5(a)和5(b)的流程图中所述的步骤,所述步骤示出于图6(a)
–
6(h)。例如,可以人工进行刚切割的层压玻璃制品的堆叠,如下文所述,使用可紫外(uv)固化的粘合剂和位于堆叠体的各单独的层压玻璃制品间的pmma(聚(甲基丙烯酸甲酯))球形间隔件以避免至少两件单独的层压玻璃制品的相邻表面之间的接触。在实施方式中,构造球形间隔件以使得研磨间距为至少约20μm、至少约30μm或者至少约35μm。另外,或者作为替换,构造球形间隔件以使得研磨间距为至多约100μm、至多约90μm、至多约80μm、至多约70μm、至多约60μm、至多约50μm或者至多约45μm。
[0063]
具体参考图5(a)-5(b)和图6(a),在步骤500中,将基材,例如透明膜600,放置在一般来说平整的固体表面上,例如桌子602上。在步骤502中,将支承件放置在透明膜600的相对的周边位置上及周围以将膜600保持在桌子602上的所需位置中。在步骤504中,将具有切割边缘608a的第一层压玻璃制品606a放置在膜600上并与支承件604间隔开。在步骤506中,将粘合剂610施涂到第一层压玻璃制品606a的顶表面。所述粘合剂可以为可uv固化的粘合剂或者其它合适的粘附用粘合剂。粘合剂610可以以各种图案中的一种进行施涂。例如,粘合剂610可以作为延伸过第一层压玻璃制品的整个表面的单一层(未示出)进行施涂,或者以周围具有粘合剂点的x形图案进行施涂,如图6(a)所示。此外,可以将间隔件(例如pmma球形间隔件)放置在第一层压玻璃制品606a的顶表面上。这样的间隔件可以测量的厚度为40μm或者在约20μm至100μm的范围内。
[0064]
现在参考图5(a)-5(b)和6(b),在步骤508中,将第二层压玻璃制品606b放置在第一层压玻璃制品606a与粘合剂610的顶部上。随后,在步骤510中,向玻璃制品606b的顶表面施加压力以形成堆叠体612的第一区段612a。本文中使用的术语“区段”是指粘合着的但是可剥离地结合在一起的两件层压玻璃制品。如图6b所示,施加压力可造成粘合剂610的过量的粘合剂部分614释放过堆叠体612的各自的玻璃制品606a和606b的边缘608a和608b,并且可在位于堆叠体612下方的膜600的顶表面上沉积。在步骤512中,可移除过量的粘合剂部分614,例如通过擦拭等来移除。图6(c)和6(d)示出了在移除了过量的粘合剂部分614之后的堆叠体612。
[0065]
参考图5(a)-5(b)和6(e),在步骤514中,使用工具616调整边缘608a和608b并使堆叠体612的第一区段612a的层压玻璃制品606a和606b对齐。在步骤516中,可以将重量系统(例如自重618)放置在如图6(f)所示的堆叠体612的顶部以确保在堆叠体612的第一区段612a中的层压玻璃制品合适地粘合。在实施方式中,自重618可以包括固体负重物体,例如金属、陶瓷或者甚至是玻璃的固体块。可以将自重618放置在堆叠体612的顶部高达约5分钟的时间段。随后,可以通过使用工具,例如工具616,再次调整堆叠体612中的单独的层压玻璃制品的位置,并且可以再次移除任何过量的粘合剂部分,这可以在存在过量粘合剂部分的工艺的任何步骤之前、之后或期间完成。
[0066]
在步骤518中,将堆叠体612暴露于预先uv固化步骤约1分钟至约2分钟的时间段。在步骤520中,从透明膜600中移除堆叠体612,并且在步骤522中,将堆叠体612置于厚度为约0.14mm至约0.19mm的干净的基材上,所述基材例如纸基材等。可以从堆叠体的周围再次移除过量的粘合剂部分。预先uv固化步骤可有助于确保堆叠体在堆叠到固化之间(例如在
从堆叠机器运送到uv固化机器中的期间)不会移动。在其它实施方式中,可以省略预先uv固化步骤。
[0067]
参考图6(g)和6(h),在步骤524中,使堆叠体612进行uv固化工艺。具体来说,将堆叠体612插入到uv固化机器622中并且进行合适量或合适数量的uv固化辐射循环。在实施方式中,使堆叠体612进行两个uv固化辐射循环。在步骤526中,可以从uv固化机器622中移除堆叠体612并且再次移除过量的粘合剂部分。然后可以将堆叠体612置于另一种材料上,所述另一种材料例如透明膜、纸等。接着可以重复步骤500至526以将一个或多个另外的区段增加到层压玻璃制品的堆叠体中,从而形成包括多个层压玻璃制品的堆叠区段的最终的堆叠体。
[0068]
现在参考图7(a)-7(b),分别示出了在斜切工艺的研磨步骤(例如图4的任选的步骤404)之前和之后的层压玻璃制品的研磨前堆叠体700和研磨后堆叠体702的图。任选的研磨步骤404可以包括使用粗糙和精细的磨料轮,例如具有粒度(grit)为325的固定磨料颗粒的粗糙研磨轮,以及具有粒度为800的固定磨料颗粒的精细轮。用于研磨步骤的轮可以为用于研磨单片化层压玻璃制品的成型轮或者用于研磨如本文所述的单片化层压玻璃制品的堆叠体的平面轮。在实施方式中,研磨工艺条件可以包括20mm平整金刚石轮(即不包括凹槽的金刚石轮)。粗糙轮可以为例如日本富士(fujiloy)制造的轮,例如325粒度金属结合轮和800粒度电镀轮。所述轮可以在10,000rpm至30,000rpm下运行,例如20,000rpm或约20,000rpm,并且具有50mm/min至150mm/min的线速度,例如100mm/min或约100mm/min的线速度。粗糙轮的切割深度可以为0.2mm至0.5mm每次操作,例如对于一次切割来说为0.35mm或约0.35mm每次操作,而精细轮的切割深度可以为0.01mm至0.1mm每次操作,例如对于两次操作来说切割来说为0.05mm或约0.05mm每次操作。粗糙轮用于初始研磨操作,而精细轮用于后续的研磨操作,以在研磨后赋予层压玻璃制品的边缘更佳的表面精整度。应理解的是,在任选的研磨步骤中,可以使用具有不同范围或研磨粒度的研磨轮和/或研磨轮的类型(例如,金属结合的、电镀的等)。例如,所使用的粗糙轮可以为磨料粒度在约240粒度至约400粒度范围内的金属结合的轮。精细轮可以为磨料粒度在约800粒度至约1200粒度或者甚至是1000粒度至1200粒度范围内的电镀轮。或者,精细轮可以为磨料粒度在约500粒度至约800粒度范围内的金属结合的轮。在其它实施方式中,精细轮可以为磨料粒度在约500粒度至约3000粒度范围内,或者甚至是约500粒度至约1200粒度的树脂结合的轮。
[0069]
图8(a)-8(c)分别示出了在斜切工艺的抛光步骤之前,作为堆叠体800的原始切割的(as cut)层压玻璃制品其在首先进行堆叠(图8(a)),初始被放置在抛光机器的堆叠固定装置内(图8(b))和接着完全被放置在抛光机器中并与抛光机器的刷子接合(图8(c)),其的堆叠体。图8(d)描述了在抛光步骤之后的刚抛光的堆叠体802。
[0070]
在本文所述的一些实施方式中,使用堆叠工具,例如商购自日本庄田公司的堆叠工具,人工将单片化的层压玻璃制品堆叠到堆叠工具固定装置上,以形成层压玻璃制品的堆叠体,例如图8(a)的抛光前的堆叠体800。在其它实施方式中,将单片化的层压玻璃制品一起堆叠到与堆叠工具和抛光机器相关的特殊装置上,以使得层压玻璃制品间的玻璃与玻璃间距为约0.14mm至约0.19mm。这一间距可以通过在单独的层压玻璃制品之间放置基材,例如(如本文所述的)纸等。纸可以覆盖堆叠的层压玻璃制品的玻璃表面区域的约85%至90%。在实施方式中,使用压缩(例如,通过堆叠体保持工具)将抛光前的堆叠体800保持在
一起。因此,相邻层压玻璃制品之间的界面可以不含有或者基本上不含有粘合剂材料。在其它实施方式中,在相邻的层压玻璃制品之间使用粘合剂将堆叠体保持在一起。在实施方式中,配置基材(例如纸)以使得抛光间距为至少约100μm、至少约110μm、至少约120μm、至少约130μm、至少约140μm或者至少约150μm。另外,或者作为替换,配置基材(例如纸)以使得研磨间距为至多约220μm、至多约210μm、至多约200μm、至多约190μm、至多约180μm或者至多约170μm。抛光间距可能够使抛光机器的刷毛包围单独的层压玻璃制品的边角。
[0071]
一旦将堆叠体800堆叠及放置在装置中,则接着将其装载到抛光机器中并进行抛光以形成抛光后的堆叠体802。如上文所述,抛光机器可以为型号为bpm-380c/570b庄田边缘抛光机器,其使用圆形尼龙刷以及疏松磨料辅助抛光介质。在实施方式中,抛光介质包括在浆料中的密度为1.3g/cm
3
的ceo
2
颗粒。虽然本文描述了具体的刷子材料和抛光介质,但是应理解的是,可以使用由其它材料形成的刷子和其它类型的抛光介质。抛光机器的刷子既用于将抛光介质的浆料施涂到层压玻璃制品的堆叠体的外周,也用于使抛光介质在层压玻璃制品的堆叠体的外周表面上横移,从而有助于玻璃材料的移除和抛光动作。在本文所述的实施方式中,层压玻璃制品的堆叠体的边缘表面被移除的移除深度为约0.05mm。然而,应理解的是移除深度可以大于或小于约0.05mm。在实施方式中,材料移除的深度通过连续移除操作实现。例如,在一个实施方式中,设定每个移除操作以每次操作移除约8μm至约10μm的材料。
[0072]
在抛光步骤之后中,从装置中移除堆叠体并且解除堆叠(如在上文关于图4的解除堆叠步骤414中所讨论的)。然后洗涤和干燥层压玻璃制品。
[0073]
实施例
[0074]
通过以下实施例进一步阐述本文所述的实施方式。
[0075]
实施例1
[0076]
通过本文所述的边缘加工方法形成了统计学分布曲线以证明在加工后边缘强度的改进幅度,从而确定暴露于不同加工后的方法的层压玻璃制品是否符合大于或等于400mpa的目标边缘强度。图9用图表的方式描述了对于进行不同加工条件的层压玻璃制品来说的四点弯曲的失效可能性。强度可如astm c1161-13“环境温度下高级陶瓷抗弯强度标准试验方法(standard test method for flexural strength of advanced ceramics at ambient temperature)”中所述的进行确定。所述曲线以具有90%置信区间(ci)的韦布尔曲线示出,该曲线以x轴上的以mpa为单位的强度(例如失效负载)相对于y轴上的失效百分数进行绘制。图例中的条件是指用于生产受试样品的不同类型的材料和方法。受试的玻璃材料包括iox玻璃(即,使用concore
tm
iox玻璃)和公司(incorporated)玻璃(在下文中称为“corning玻璃”)。
[0077]
使用corning玻璃并且作为对照进行测试的激光切割层压熔合玻璃制品在条件图例900中以“(对照)照原样切割”列出并且在下文中被称为条件900a。条件900a的激光切割的层压玻璃制品或玻璃导致了约110mpa b10值的边缘强度(其中b10为韦布尔试验的值,其用于测定或指示使具有约10%产品总体失效率和90%产品总体可靠率时的平均强度)。还测试了在图9中被称为条件900b的corning玻璃,其首先通过320粒度的金属结合的粗糙轮及800粒度的电镀精细轮进行研磨,随后通过上文所述的庄田边缘抛光机器进行抛光。条件900b的激光切割的层压玻璃制品或玻璃导致了约490mpa b10值的边缘强度。测试的另一种
玻璃或玻璃制品为在图9中被称为条件900c的corning玻璃,其首先通过320粒度的金属结合的粗糙轮及800粒度的电镀精细轮进行研磨,随后用庄田边缘抛光机器进行抛光并接着进行上文所述的快速的3分钟蚀刻工艺。另一种受试的玻璃制品为以concore
tm
商购自康宁公司并且在图9中被称为条件900d的iox玻璃。首先用320粒度的金属结合的粗糙轮及800粒度的电镀精细轮对该玻璃进行研磨,然后通过上文所述的庄田边缘抛光机器进行抛光。条件900d的激光切割的层压熔合玻璃制品或玻璃导致了与条件900b和900c的玻璃相似的边缘强度。
[0078]
另一种受试的玻璃制品为在图9中被称为条件900e的corning玻璃。首先通过庄田边缘抛光机器对该玻璃进行抛光(没有任何中间研磨步骤)。条件900e的激光切割的层压玻璃制品或玻璃导致了约433mpa b10值的边缘强度。测试的另一种玻璃制品为在图9中被称为条件900f的corning玻璃,其通过庄田边缘抛光机器直接进行抛光并接着进行上文所述的快速的3分钟蚀刻工艺。条件900f的激光切割的层压玻璃制品或玻璃导致了约470mpa b10值的边缘强度。另一种受试的玻璃制品为在图9中被称为条件900g的corning玻璃。首先使该玻璃进行上文所述的快速的3分钟蚀刻工艺而不进行任何进一步的研磨或抛光步骤。条件900g的激光切割的层压玻璃制品或玻璃导致了约330mpa b10值的边缘强度,该边缘强度低于层压熔合玻璃制品的大于或等于400mpa的目标边缘强度。
[0079]
图5曲线的数值图例902中描述的其它值包括形状、规格、n、ad和p。形状和规格为韦布尔参数,其用于达到每次使用计算的强度值,所述计算例如下文列出的方程(1)
–
(5),其中f(t)为失效可能性,t为失效应力,并且eta(或η)等于2.718281828,n为使用的样品的数目,ad为测定数据遵循具体分布的优良程度的anderson-darling统计学数值,以及p为可能性数值。
[0080][0081]
现在应理解的是,本文所述的实施方式涉及用于形成层压玻璃制品的方法,更具体而言,涉及用于形成具有改进边缘强度的层压熔合玻璃制品的方法及通过该方法形成的层压熔合玻璃制品。在实施方式中,对层压玻璃制品的边缘进行强化涉及在层压熔合玻璃制品的边缘上——或是在单片化制品上或是在所述层压熔合玻璃制品的堆叠体上——使用疏松磨料辅助的抛光技术,以及使用或不使用研磨和/或化学蚀刻步骤,从而获得大于或等于400mpa的目标强度。
[0082]
如本文所述的用于层压熔合玻璃制品的斜切工艺及使用疏松磨料抛光辅助技术——其中层压熔合玻璃制品在玻璃芯体层与玻璃包覆层之间具有相对不同的热膨胀系数,这赋予了层压玻璃制品独特的残留应力分布,该残留应力分布增强了层压玻璃制品的边缘强度。具体而言,所形成的层压玻璃制品包括使用或不使用中间研磨和/或化学蚀刻步
骤获得的大于或等于400mpa的边缘强度。
[0083]
本文所描述的层压玻璃制品可用于各种应用,包括例如用于消费或商用电子器件的盖板玻璃或玻璃背板,所述消费或商用电子器件包括例如lcd、led、oled和量子点显示器、电脑显示器和自动柜员机(atm);用于触摸屏或触摸传感器应用;用于便携式电子装置,包括例如移动电话、个人媒体播放器和平板电脑;用于集成电路应用,包括例如半导体晶片;用于光伏应用;用于建筑玻璃应用;用于汽车或车辆玻璃应用;用于商用或家用电器应用;用于照明设备或引导标示(例如静态和动态的引导标识)应用;用于交通运输应用,包括例如铁路和航空应用。
[0084]
对本领域的技术人员显而易见的是,可以对本文所述的实施方式进行各种修改和变动而不偏离要求保护的主题的精神和范围。因此,本说明书旨在涵盖本文所述的各种实施方式的修改和变化形式,条件是这些修改和变化形式落入所附权利要求及其等同内容的范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips