
 商标分类
商标分类  商标转让
商标转让 
一种大口径石英管扩管工艺的制作方法
 2021-01-30 17:01:48|
2021-01-30 17:01:48| 271|
271| 起点商标网
起点商标网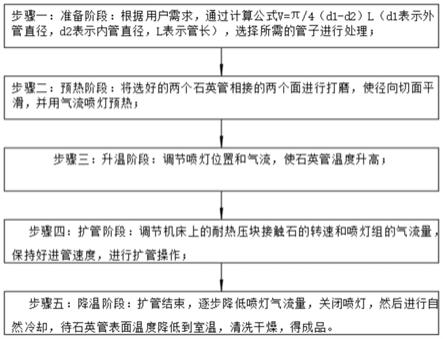
[0001]
本发明属于材料技术领域,具体涉及一种大口径石英管扩管工艺。
背景技术:
[0002]
石英管质优价廉,可以与许多国家的产品相媲美;可用于各种灯具、电子、新能源、半导体、广电等厂的设备以及设备耗材组件。
[0003]
石英砂是采用天然的石英矿石,大口径石英管质量好,从矿山开采出的石英石经加工后,经粉碎、筛选、水洗等工艺加工而成。
[0004]
大口径石英管具有耐高温、耐腐蚀、热稳定性好、透光性好、电绝缘性好一系列优良的理化性能,用于特殊金属冶炼模具、精密化工管道、换热器、精馏塔、反应器、电炉管、扩散管等。目前大体积的石英制品,加工难度很大,国内技术达不到用户的需求,80%依靠进口,尤其是8英寸以上的石英制品,价格极其昂贵。
[0005]
为了简化工序、减少原料的浪费和购买各种规格管子资金的压力,为此我们提出一种大口径石英管扩管工艺技术。
技术实现要素:
[0006]
本发明的目的在于提供一种大口径石英管扩管工艺,简化工序、减少原料的浪费和购买各种规格管子资金的压力。
[0007]
为实现上述目的,本发明提供如下技术方案:一种大口径石英管扩管工艺,所述扩管工艺如下:
[0008]
步骤一:准备阶段:根据用户需求,通过计算公式v=π/4(d1-d2)l(d1表示外管直径,d2表示内管直径,l表示管长),选择所需的管子进行处理;
[0009]
步骤二:预热阶段:将选好的两个石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热;
[0010]
步骤三:升温阶段:调节喷灯位置和气流,使石英管温度升高;
[0011]
步骤四:扩管阶段:调节机床上的耐热压块接触石的转速和喷灯组的气流量,保持好进管速度,进行扩管操作;
[0012]
步骤五:降温阶段:扩管结束,逐步降低喷灯气流量,关闭喷灯,然后进行自然冷却,待石英管表面温度降低到室温,清洗干燥,得成品。
[0013]
作为本发明的一种优选的技术方案,所述步骤二中,用气流喷灯预热1-5min。
[0014]
作为本发明的一种优选的技术方案,所述步骤三中,使石英管温度升高到1400-1700℃,升温时间为15-30min。
[0015]
作为本发明的一种优选的技术方案,所述步骤五中,逐步降低喷灯气流量,降温过程持续10-30min,温度降到500℃以下,关闭喷灯。
[0016]
作为本发明的一种优选的技术方案,所述步骤五中,石英管清洗可使用石英管超声波清洗机。
[0017]
作为本发明的一种优选的技术方案,所述步骤五中,干燥后的含水率<8%。
[0018]
与现有技术相比,本发明的有益效果是:
[0019]
(1)简化了工序,操作更便利;
[0020]
(2)减少原料的浪费和购买各种规格管子资金的压力,选好的两个石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热1-5min,对接后的石英管结构稳定而不易开裂;
[0021]
(3)有助于提高扩管后石英管的抗冲击性能。
附图说明
[0022]
图1为本发明的流程图。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
实施例1
[0025]
请参阅图1,本发明提供一种技术方案:一种大口径石英管扩管工艺,包括如下步骤:
[0026]
步骤一:准备阶段:根据用户需求,选择管子规格是440mm
ⅹ
10mm装入设备;
[0027]
步骤二:预热阶段:将选好的两个440mm
ⅹ
10mm石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热1min;对接后的石英管结构稳定而不易开裂;
[0028]
步骤三:升温阶段:调节喷灯位置和气流,使石英管温度升高到1400℃,升温时间为15min;
[0029]
步骤四:扩管阶段:调节机床上的耐热压块接触石的转速和喷灯组的气流量,保持好进管速度,进行扩管操作;
[0030]
步骤五:降温阶段:扩管结束,逐步降低喷灯气流量,降温过程持续10min,温度降到500℃以下,关闭喷灯,然后进行自然冷却,待石英管表面温度降低到室温,即可送洗,得成品;简化了工序,减少原料的浪费和购买各种规格管子资金的压力,有助于提高扩管后石英管的抗冲击性能。
[0031]
实施例2
[0032]
请参阅图1,本发明提供一种技术方案:一种大口径石英管扩管工艺,包括如下步骤:
[0033]
步骤一:准备阶段:根据用户需求,选择管子规格是440mm
ⅹ
10mm装入设备;
[0034]
步骤二:预热阶段:将选好的两个440mm
ⅹ
10mm石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热3min;对接后的石英管结构稳定而不易开裂;
[0035]
步骤三:升温阶段:调节喷灯位置和气流,使石英管温度升高到1550℃,升温时间为25min;
[0036]
步骤四:扩管阶段:调节机床上的耐热压块接触石的转速和喷灯组的气流量,保持
好进管速度,进行扩管操作;
[0037]
步骤五:降温阶段:扩管结束,逐步降低喷灯气流量,降温过程持续20min,温度降到500℃以下,关闭喷灯,然后进行自然冷却,待石英管表面温度降低到室温,即可送洗,得成品;简化了工序,减少原料的浪费和购买各种规格管子资金的压力,有助于提高扩管后石英管的抗冲击性能。
[0038]
实施例3
[0039]
请参阅图1,本发明提供一种技术方案:一种大口径石英管扩管工艺,包括如下步骤:
[0040]
步骤一:准备阶段:根据用户需求,选择管子规格是440mm
ⅹ
10mm装入设备;
[0041]
步骤二:预热阶段:将选好的两个440mm
ⅹ
10mm石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热5min;对接后的石英管结构稳定而不易开裂;
[0042]
步骤三:升温阶段:调节喷灯位置和气流,使石英管温度升高到1700℃,升温时间为30min;
[0043]
步骤四:扩管阶段:调节机床上的耐热压块接触石的转速和喷灯组的气流量,保持好进管速度,进行扩管操作;
[0044]
步骤五:降温阶段:扩管结束,逐步降低喷灯气流量,降温过程持续30min,温度降到500℃以下,关闭喷灯,然后进行自然冷却,待石英管表面温度降低到室温,即可送洗,得成品;简化了工序,减少原料的浪费和购买各种规格管子资金的压力,有助于提高扩管后石英管的抗冲击性能。
[0045]
实施例4
[0046]
请参阅图1,本发明提供一种技术方案:一种大口径石英管扩管工艺,包括如下步骤:
[0047]
步骤一:准备阶段:根据用户需求,选择管子规格是440mm
ⅹ
10mm装入设备;
[0048]
步骤二:预热阶段:将选好的两个440mm
ⅹ
10mm石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热3min;对接后的石英管结构稳定而不易开裂;
[0049]
步骤三:升温阶段:调节喷灯位置和气流,使石英管温度升高到1500℃,升温时间为25min;
[0050]
步骤四:扩管阶段:调节机床上的耐热压块接触石的转速和喷灯组的气流量,保持好进管速度,进行扩管操作;
[0051]
步骤五:降温阶段:扩管结束,逐步降低喷灯气流量,降温过程持续15min,温度降到500℃以下,关闭喷灯,然后进行自然冷却,待石英管表面温度降低到室温,即可送洗,得成品;简化了工序,减少原料的浪费和购买各种规格管子资金的压力,有助于提高扩管后石英管的抗冲击性能。
[0052]
实施例5
[0053]
请参阅图1,本发明提供一种技术方案:一种大口径石英管扩管工艺,包括如下步骤:
[0054]
步骤一:准备阶段:根据用户需求,选择管子规格是440mm
ⅹ
10mm装入设备;
[0055]
步骤二:预热阶段:将选好的两个440mm
ⅹ
10mm石英管相接的两个面进行打磨,使径向切面平滑,并用气流喷灯预热1-5min;对接后的石英管结构稳定而不易开裂;
[0056]
步骤三:升温阶段:调节喷灯位置和气流,使石英管温度升高到1500℃,升温时间为25min;
[0057]
步骤四:扩管阶段:调节机床上的耐热压块接触石的转速和喷灯组的气流量,保持好进管速度,进行扩管操作;
[0058]
步骤五:降温阶段:扩管结束,逐步降低喷灯气流量,降温过程持续15min,温度降到500℃以下,关闭喷灯,然后进行自然冷却,待石英管表面温度降低到室温,使用石英管超声波清洗机清洗,清洗后进行干燥,干燥后的含水率<8%,得成品;简化了工序,减少原料的浪费和购买各种规格管子资金的压力,有助于提高扩管后石英管的抗冲击性能。
[0059]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips