
 商标分类
商标分类  商标转让
商标转让 
一种防火夹层玻璃的制作方法
 2021-01-30 16:01:45|
2021-01-30 16:01:45| 356|
356| 起点商标网
起点商标网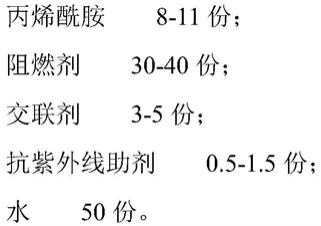
[0001]
本实用新型属于防火材料领域,尤其涉及一种防火玻璃。
背景技术:
[0002]
防火玻璃在防火时的作用主要是控制火势的蔓延或隔烟,是一种措施型的防火材料,它是经过特殊工艺加工和处理,在规定的耐火试验中能保持其完整性和隔热性的特种玻璃。按结构型式分类,防火玻璃分为防火夹层玻璃、薄涂型防火玻璃、单片防火玻璃和防火夹丝玻璃,其中,防火夹层玻璃应用非常广泛。
[0003]
防火夹层玻璃通常包括灌注防火玻璃,灌注型防火玻璃由两层或多层玻璃原片组成,四周以玻璃胶密封,中间灌注防火胶液,经固化后为透明胶冻状与玻璃粘接成一体。遇高温后,玻璃中间透明胶冻状的防火胶层会迅速硬结,形成不透明的防火隔热板。在阻止火焰蔓延的同时,也阻止高温向背火面传导,具有防火隔热性能。
[0004]
但现有技术中的防火夹层玻璃通常存在以下问题:1、两层玻璃原片之间的用于灌注防火胶液的空腔密封性能不好;2、平板玻璃性质脆,运输安装过程容易碎裂;3、防火玻璃的防火性能不高,耐候性能不好,隔烟性能不好;4、利用玻璃胶胶粘两层玻璃原片时,难以保证玻璃的侧边外表面平齐,防火玻璃不美观。
技术实现要素:
[0005]
本实用新型所要解决的技术问题是克服以上背景技术中提到的不足和缺陷,提供一种密封性能好、防火性能好的防火夹层玻璃。为解决上述技术问题,本实用新型提出的技术方案为:
[0006]
一种防火夹层玻璃,包括至少两层对齐设置的平板玻璃,相邻所述平板玻璃之间设有防火夹层,所述防火夹层包括密封防火外圈和密封防火外圈中的密封空腔,所述密封防火外圈由内至外依次包括相互紧密连接的密封胶圈、防火条圈和玻璃胶圈。
[0007]
本实用新型中,当防火夹层玻璃为采用多层平板玻璃时,在每两个相邻平板玻璃之间设置防火夹层即可。
[0008]
上述防火夹层玻璃中,优选的,所述玻璃胶圈的外侧面与所述平板玻璃的外侧面平齐。
[0009]
上述防火夹层玻璃中,优选的,所述密封胶圈包括丁基橡胶外壳和设于所述丁基橡胶外壳内腔中的铝条,所述丁基橡胶外壳与铝条紧密连接,所述密封胶圈的宽度为6-8mm(更优选的为7mm),所述密封胶圈的厚度为1-20mm。
[0010]
上述防火夹层玻璃中,优选的,所述防火条圈的防火条为可膨胀石墨,所述防火条圈的宽度为1.5-2mm,所述防火条圈的厚度与所述密封胶圈相同;所述玻璃胶圈的玻璃胶为硅酮型玻璃胶,所述玻璃胶圈的宽度为2-3mm,所述玻璃胶圈的厚度与所述密封胶圈相同。
[0011]
上述防火夹层玻璃中,优选的,所述密封空腔中设有由防火液固化得到的防火胶。
[0012]
上述防火夹层玻璃中,优选的,所述防火液包括以下重量份的组分:
[0013][0014]
上述防火夹层玻璃中,优选的,所述密封空腔为真空结构。
[0015]
本实用新型还提供一种上述防火夹层玻璃的制备方法,包括以下步骤:
[0016]
s1:在一对相邻所述平板玻璃中粘设密封胶圈、防火条圈和玻璃胶圈,使一对相邻所述平板玻璃中形成密封空腔,在粘设密封胶圈、防火条圈和玻璃胶圈时预留与密封空腔连通的缺口;
[0017]
s2:利用上述缺口向密封空腔中注入防火液,然后进行防火液固化处理;注入防火液时需要注满、无气泡;
[0018]
s3:封堵上述缺口,即得到防火夹层玻璃。
[0019]
上述制备方法中,优选的,所述固化处理在阳光房中进行,所述固化处理为在无尘车间中,于26
±
2℃下固化处理24-48h。固化完成后需要保证密封空腔中无气泡,无漏气现象。
[0020]
本实用新型还提供一种上述防火夹层玻璃的制备方法,包括以下步骤:
[0021]
s1:在一对相邻所述平板玻璃中粘设密封胶圈、防火条圈和玻璃胶圈,使一对相邻所述平板玻璃中形成密封空腔,在粘设密封胶圈、防火条圈和玻璃胶圈时预留与密封空腔连通的缺口;
[0022]
s2:通过上述缺口将密封空腔抽真空;
[0023]
s3:封堵上述缺口,即得到防火夹层玻璃。
[0024]
上述制备方法中,所述平板玻璃为钢化玻璃,其制备工艺如下:利用自动玻切台切割,保证尺寸无误差,清洗检查平板玻璃是否有污点,缺陷,再进行钢化处理。
[0025]
本实用新型中的防火夹层玻璃在注入防火液前或抽真空前利用热压机调整防火夹层玻璃的厚度。
[0026]
本实用新型中,密封防火外圈包括密封胶圈、防火条圈和玻璃胶圈,密封条保证内密封性能,防火条保证玻璃四周的防火性能,玻璃胶保证外密封性能与美观度。密封防火外圈围成的密封空腔在可以注入防火液进行固化,也可以抽真空,均可以达到较好的防火性能。本实用新型中,密封胶圈、防火条圈和玻璃胶圈相互协同作用,缺一不可,通过密封胶圈、防火条圈和玻璃胶圈三者位置的限定(防火胶条需要布设于密封胶圈和玻璃胶圈之间),布设方式的限定,可以保证防火夹层玻璃防火作用的最大化发挥。
[0027]
与现有技术相比,本实用新型的优点在于:
[0028]
1、本实用新型采用的密封防火外圈包括密封胶圈、防火条圈和玻璃胶圈,上述各胶圈相互配合,共同作用,可以保证防火夹层玻璃的密封性能与美观度,产品的封密性能与美观度更优。
[0029]
2、本实用新型的防火夹层包括密封防火外圈和和密封防火外圈中的密封空腔(可抽真空或注入防火液),整体产品的防火性能更加优异,耐候性更好。
[0030]
3、传统产品两块平板玻璃间通常为玻璃胶等,受热易熔化,防火系统会直接崩溃。本实用新型的防火夹层包括密封防火外圈,密封防火外圈中的防火条遇热可形成熔点高、膨胀系数高、强度高的碳化物,可以保证两块平板玻璃之间的夹层基本不变形,不融化,整体防火性能得到保障,隔烟、隔热性能更好。
[0031]
4、本实用新型的防火夹层包括密封防火外圈,密封防火外圈(尤其是防火条)具有较好的柔韧性、可塑性,其装设于两块平板玻璃之间后,防火夹层玻璃的耐冲击等性能更好,运输安装过程不易碎裂。
[0032]
5、本实用新型的制备方法简单,易于操作,产品批次稳定性好。
附图说明
[0033]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0034]
图1为实施例1-2中防火夹层玻璃的结构示意图。
[0035]
图2为实施例1中防火夹层玻璃的正视图。
[0036]
图3为图2中a-a面的剖切视图。
[0037]
图4为实施例2中防火夹层玻璃的正视图。
[0038]
图5为图4的b-b面的剖切视图。
[0039]
图6为实施例1-2中密封胶圈的结构示意图。
[0040]
图例说明:
[0041]
1、平板玻璃;2、密封胶圈;3、防火条圈;4、玻璃胶圈;5、防火胶;6、丁基橡胶外壳;7、铝条。
具体实施方式
[0042]
为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型作更全面、细致地描述,但本实用新型的保护范围并不限于以下具体的实施例。
[0043]
除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解的含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不是旨在限制本实用新型的保护范围。
[0044]
除非另有特别说明,本实用新型中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
[0045]
本实施例采用阻燃剂(如磷系阻燃剂磷酸胺)、交联剂(如亚甲基双丙烯酰胺)和抗紫外线助剂均采用市场上常规产品,无需特别定制,防火液固化过程中,必要时加入引发剂(如过硫酸盐)。以下实施例与对比例中采用的上述阻燃剂、交联剂和抗紫外线助剂均相同。
[0046]
实施例1:
[0047]
如图1-图3所示,本实施例的防火夹层玻璃,包括至少两层对齐设置的平板玻璃1,相邻平板玻璃1之间设有防火夹层,防火夹层包括密封防火外圈和密封防火外圈中的密封空腔,密封防火外圈由内至外依次包括相互紧密连接的密封胶圈2、防火条圈3和玻璃胶圈
4。
[0048]
本实施例中,密封空腔中设有由防火液固化得到的防火胶5。
[0049]
本实施例中,防火液包括以下重量份的组分:
[0050][0051]
本实施例中,玻璃胶圈4的外侧面与平板玻璃1的外侧面平齐。
[0052]
如图6所示,本实施例中,密封胶圈2包括丁基橡胶外壳6和设于丁基橡胶外壳6内腔中的铝条7,丁基橡胶外壳6与铝条7紧密连接,密封胶圈2的宽度为7mm,密封胶圈2的厚度为10mm。
[0053]
本实施例中,防火条圈3的防火条为可膨胀石墨,防火条圈3的宽度为2mm,防火条圈3的厚度与密封胶圈2相同;玻璃胶圈4的玻璃胶为硅酮型玻璃胶,玻璃胶圈4的宽度为3mm,玻璃胶圈4的厚度与密封胶圈2相同。
[0054]
本实施例的上述防火夹层玻璃的制备方法,包括以下步骤:
[0055]
s1:在一对相邻平板玻璃1中粘设密封胶圈2、防火条圈3和玻璃胶圈4,使一对相邻平板玻璃1中形成密封空腔,在粘设密封胶圈2、防火条圈3和玻璃胶圈4时预留与密封空腔连通的缺口;
[0056]
s2:利用上述缺口向密封空腔中注入防火液,然后进行防火液固化处理;注入防火液时需要注满、无气泡;固化处理在阳光房中进行,固化处理为在无尘车间中,于26
±
2℃下固化处理48h;
[0057]
s3:封堵上述缺口,即得到防火夹层玻璃。
[0058]
实施例2:
[0059]
如图1、图4和图5所示,本实施例的防火夹层玻璃,包括至少两层对齐设置的平板玻璃1,相邻平板玻璃1之间设有防火夹层,防火夹层包括密封防火外圈和密封防火外圈中的密封空腔,密封防火外圈由内至外依次包括相互紧密连接的密封胶圈2、防火条圈3和玻璃胶圈4。
[0060]
本实施例中,玻璃胶圈4的外侧面与平板玻璃1的外侧面平齐。
[0061]
如图6所示,本实施例中,密封胶圈2包括丁基橡胶外壳6和设于丁基橡胶外壳6内腔中的铝条7,丁基橡胶外壳6与铝条7紧密连接,密封胶圈2的宽度为7mm,密封胶圈2的厚度为10mm。
[0062]
本实施例中,防火条圈3的防火条为可膨胀石墨,防火条圈3的宽度为2mm,防火条圈3的厚度与密封胶圈2相同;玻璃胶圈4的玻璃胶为硅酮型玻璃胶,玻璃胶圈4的宽度为3mm,玻璃胶圈4的厚度与密封胶圈2相同。
[0063]
本实施例的上述防火夹层玻璃的制备方法,包括以下步骤:
[0064]
s1:在一对相邻平板玻璃1中粘设密封胶圈2、防火条圈3和玻璃胶圈4,使一对相邻平板玻璃1中形成密封空腔,在粘设密封胶圈2、防火条圈3和玻璃胶圈4时预留与密封空腔
连通的缺口;
[0065]
s2:通过上述缺口将密封空腔抽真空;
[0066]
s3:封堵上述缺口,即得到防火夹层玻璃。
[0067]
对比例1:
[0068]
一种防火夹层玻璃,包括两层对齐设置的平板玻璃1,相邻平板玻璃1之间设有防火夹层,防火夹层包括密封胶外圈和密封胶外圈中的密封空腔,密封胶外圈为玻璃胶圈4,密封空腔中设有由防火液固化得到的防火胶5。
[0069]
本实施例中,玻璃胶圈4的外侧面与平板玻璃1的外侧面平齐(实际上较难做到)。
[0070]
本实施例中,防火液的成分、玻璃胶圈的宽度、厚度等与实施例1相同。
[0071]
本对比例中的防火夹层玻璃的制备方法,包括以下步骤:
[0072]
s1:在一对相邻平板玻璃1中粘设玻璃胶圈4,使一对相邻所述平板玻璃1中形成密封空腔,在粘设玻璃胶圈4时预留与密封空腔连通的缺口;
[0073]
s2:利用上述缺口向密封空腔中注入防火液,然后进行防火液固化处理;注入防火液时需要注满、无气泡;固化处理工艺与实施例1相同。
[0074]
s3:封堵上述缺口,即得到防火夹层玻璃。
[0075]
对比实施例1-2与对比例1中所得到的防火夹层玻璃性能,在相同厚度下,具体性能如下表1所示:
[0076]
表1:实施例1-2与对比例1中所得到的防火夹层玻璃性能
[0077] 耐辐照性能日晒雨淋破坏测试防火性能实施例12000h大于10个月无变化70min实施例22000h大于10个月无变化68min对比例1100h3个月发黄起泡60min
[0078]
上表1中,耐辐照性能是将实施例1-2与对比例1中防火夹层玻璃于45
±
2℃下,采用16个300kw的灯阵列排布后进行模拟试验,试验结果表明,实施例1-2中的防火夹层玻璃在光照2000h后,防火性能基本没有影响,而对比例1中的防火夹层玻璃在光照100h后,防火性变差。日晒雨淋破坏测试是将实施例1-2与对比例1中防火夹层玻璃在模拟光照与雨淋(二者12h交替一次)的测试环境下,观察其性能变化,试验结果表明,实施例1-2中的防火夹层玻璃在测试10个月后,外观基本无变化,防火性能基本没有影响,而对比例1中的防火夹层玻璃在测试1-3个月发黄起泡后,防火性变差。防火性能测试是将实施例1-2与对比例1中防火夹层玻璃(全新产品)装设于窗户上,然后模拟火灾发生场景,试验结果表明,实施例1-2中的防火夹层玻璃在70min、68min内不漏烟,形态完整,而对比例1中的防火夹层玻璃在60min后出现漏烟现象,两块平板玻璃之间的夹层开始熔化。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips