
 商标分类
商标分类  商标转让
商标转让 
一种具有多级涂敷热固化装置的光纤拉丝塔的制作方法
 2021-01-30 16:01:33|
2021-01-30 16:01:33| 280|
280| 起点商标网
起点商标网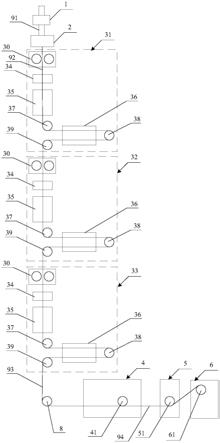
[0001]
本实用新型涉及一种光纤拉丝塔,尤其是涉及一种具有多级涂敷热固化装置的光纤拉丝塔。
背景技术:
[0002]
光纤涂敷固化是光纤制备过程中的重要工序,涂敷固化后形成的涂敷层可以保护光纤表面不受潮湿气体和外力擦伤,赋予光纤提高抗微弯性能,提高机械强度,降低光纤的微弯附加损耗等功能。
[0003]
目前,固化工艺主要分为热固化和紫外光固化两类。热固化工艺是通过热固化炉将热固性或热塑性硅树脂溶液中的溶剂蒸发,其溶质均匀固化在光纤表面的工艺过程。由于热固性或热塑性硅树脂溶液普遍粘度较低,因此单级涂敷固化后形成的涂敷层的厚度较薄,无法满足使用要求,且为了避免涂敷层表面出现气体滞留和气孔的问题,对于热固性或热塑性硅树脂材料的涂敷,通常情况均采用多级涂敷固化工艺。紫外光固化工艺一般采用对宽谱紫外光有强吸收的高分子材料,在涂敷过程中采用汞灯发射的宽谱紫外光对光纤表面附着的高分子材料进行固化,通常情况下单级涂敷固化即可满足涂敷层厚度要求,根据实际应用可采用单包层或双包层涂敷设计。
[0004]
现有的热固化工艺如下,普遍采用先进行光纤预固化的方式,在主牵引轮后再进行重复固化:
[0005]
(1)电炉卧式热固化聚酰亚胺涂敷工艺
[0006]
该工艺的涂敷系统包括预涂敷系统和卧式多次涂敷和固化。通过预涂敷系统初次涂敷过的光纤进入预固化区,预固化区为竖直放置的圆形筒电炉,电炉内腔分溶剂挥发和分子合成两个不同的固化温度区,用来固化聚酰亚胺涂层涂液。经过预涂敷和预固化后的光纤,可根据单边涂层不同厚度需求,进行二次或多次涂敷及固化,拥有聚酰亚胺底涂层的光纤,通过导轮组牵引,先经过粘胶器,将聚酰亚胺附着在光纤表面,以湿的状态直接进入卧式电阻炉箱进行固化。该工艺生产的聚酰亚胺涂层耐温光纤其单边厚度可根据市场需求进行调整,一般涂敷单边可控制在10~35μm范围之间。由于附着在光纤表面的聚酰亚胺以湿的状态直接进入卧式电阻炉箱中的,因此受重力作用影响,该工艺生产的光纤存在外层涂敷不均匀,光纤涂敷层同心度低等问题。
[0007]
(2)电炉立式热固化聚酰亚胺涂敷工艺
[0008]
国外有一种采用立式烘箱涂敷聚酰亚胺光纤的工艺。该工艺中,预涂敷/预固化与之前介绍的卧式工艺很相似,在预固化后,对光纤进行二次或多次涂敷,此工艺有多套涂敷单元,每个涂敷单元下方都可经过高温烘箱进行固化,并利用烘箱内的导轮组使光纤进行多次“涂敷-固化”循环绕线,该工艺涂层厚度采用涂敷模具控制,对裸光纤进行涂敷,涂层的不圆度、光纤同心度控制比较好,但相对成本较高,技术细节没有公开。
[0009]
在现实工业生产中,现有的具有多级涂敷固化设备的光纤拉丝塔占用空间大,并且原有的自上而下的设备排布方式导致光纤拉丝塔的高度较高,从而导致操作人员操作不
便,严重影响了工作效率;此外,受现有的具有多级涂敷固化设备的光纤拉丝塔在占用空间和高度上的限制,对场地高度、占地面积要求高的情况下,无法在老旧的光纤拉丝塔上进行多级涂敷固化设备的升级与改造,灵活性差。
技术实现要素:
[0010]
本实用新型所要解决的技术问题是提供一种具有多级涂敷热固化装置的光纤拉丝塔,其在保证涂敷质量和涂敷厚度的前提下,降低了整个光纤拉丝塔的高度,方便了操作人员操作,提高了工作效率。
[0011]
本实用新型解决上述技术问题所采用的技术方案为:一种具有多级涂敷热固化装置的光纤拉丝塔,其特征在于包括自上而下依次布置的预制棒进给装置、用于将所述的预制棒进给装置提供的光纤预制棒熔融成丝形成裸光纤的高温炉、用于涂敷高分子材料并对涂敷的高分子材料进行热固化处理的多级涂敷热固化装置,以及沿水平方向布置且用于拉动经多级所述的涂敷热固化装置处理后得到的具有多层涂敷层的光纤的主牵引系统,每级所述的涂敷热固化装置由光纤牵引器、用于涂敷高分子材料的涂敷器、用于对涂敷的高分子材料进行一次热固化处理以完成预固化且竖直布置的第一热固化炉、用于在预固化完成后再进行二次热固化处理以完成终固化且水平布置的第二热固化炉组成,所述的涂敷器布置于所述的光纤牵引器的正下方,所述的第一热固化炉布置于所述的涂敷器的正下方,所述的第二热固化炉布置于所述的第一热固化炉的正下方位置的一侧,所述的主牵引系统位于最后一级所述的涂敷热固化装置的下方,所述的主牵引系统具有能够调整拉丝速度和调节裸光纤直径的主牵引轮。
[0012]
该光纤拉丝塔还包括与所述的主牵引系统同一水平位置沿水平方向依次布置的舞蹈轮系统和成品光纤收线装置,所述的成品光纤收线装置具有用于收拢成品光纤的收线盘,所述的舞蹈轮系统具有用于匹配所述的主牵引轮的速度与所述的收线盘的速度的舞蹈轮。
[0013]
每级所述的涂敷热固化装置中,所述的第一热固化炉的正下方布置有一个用于将所述的第一热固化炉完成预固化后得到的预固化光纤由竖直方向转换为水平方向牵引进入所述的第二热固化炉中的第一光纤牵引导向轮,所述的第一光纤牵引导向轮的正下方布置有一个用于将所述的第二热固化炉完成终固化后得到的终固化光纤由水平方向转换为竖直方向牵引出的第三光纤牵引导向轮,所述的第一光纤牵引导向轮和所述的第三光纤牵引导向轮位于所述的第二热固化炉的水平方向的一侧,所述的第二热固化炉的水平方向的相对另一侧布置有一个用于将所述的第二热固化炉完成一次热固化后的光纤再次牵引进入所述的第二热固化炉进行二次热固化的第二光纤牵引导向轮。利用第一光纤牵引导向轮将经第一热固化炉处理后的光纤牵引进入第二热固化炉中继续处理;利用第二光纤牵引导向轮使得光纤在第二热固化炉中经历两次热固化处理,同时使得第二热固化炉的进入位置和出去位置在水平方向的同一侧,使得涂敷热固化装置的结构布置更为合理;利用第三光纤牵引导向轮将经第二热固化炉处理后的光纤牵引出进入下一级涂敷热固化装置中或进入主牵引系统中。
[0014]
最后一级所述的涂敷热固化装置中的所述的第三光纤牵引导向轮的正下方布置有一个用于将最后一级所述的涂敷热固化装置中的所述的第三光纤牵引导向轮牵引出的
终固化光纤由竖直方向转换为水平方向牵引进入所述的主牵引系统中的第四光纤牵引导向轮。由于主牵引系统位于最后一级涂敷热固化装置的下方,因此需要一个第四光纤牵引导向轮将最后一级涂敷热固化装置中的第三光纤牵引导向轮牵引出的终固化光纤牵引进入主牵引系统中。
[0015]
所述的涂敷热固化装置共有2~5级。
[0016]
所有所述的光纤牵引器彼此之间联动控制,下一级所述的涂敷热固化装置中的所述的光纤牵引器启动后上一级所述的涂敷热固化装置中的所述的光纤牵引器便停止,下一级所述的涂敷热固化装置中的所述的光纤牵引器闭合后上一级所述的涂敷热固化装置中的所述的光纤牵引器便打开,保证了一旦穿纤过程中发生断塔现象,还可以继续穿纤,提高了操作的便利性与实用性,提高了生产效率。
[0017]
所述的第二热固化炉具有双通道,其中一个通道完成一次热固化而另一个通道完成二次热固化。这种具有双通道的热固化炉还可同时通过并固化两根走向相反的光纤,第二热固化炉为可开合式,左右开合或上下开合,方便穿丝操作。
[0018]
与现有技术相比,本实用新型的优点在于:
[0019]
1)每级涂敷热固化装置包含有第一热固化炉和第二热固化炉,对涂敷的高分子材料进行多次热固化,保证了涂敷质量;多级涂敷热固化装置,保证了涂敷厚度;涂敷热固化装置的级数可拓展,一般情况下可设置2~5级,每级涂敷热固化装置中的热固化炉的个数也可以拓展,经过大量实验经过三次热固化(第一热固化炉完成一次热固化和第二热固化炉完成两次热固化)后能够有效保证涂敷质量。
[0020]
2)将每级涂敷热固化装置中的第二热固化炉水平布置,充分利用了主牵引系统上方的横向空间,降低了整个光纤拉丝塔的高度,方便了操作人员操作,提高了工作效率;且可以在老旧的光纤拉丝塔上进行多级涂敷固化设备的升级与改造。
[0021]
3)涂敷的高分子材料先经过竖直布置的第一热固化炉进行热固化,保证了涂层的同心度,再进入水平布置的第二热固化炉中进行进一步热固化,保证涂层的质量。
附图说明
[0022]
图1为本实用新型的光纤拉丝塔的组成结构示意图。
具体实施方式
[0023]
以下结合附图实施例对本实用新型作进一步详细描述。
[0024]
本实用新型提出的一种具有多级涂敷热固化装置的光纤拉丝塔,如图所示,其包括自上而下依次布置的预制棒进给装置1、用于将预制棒进给装置1提供的光纤预制棒91熔融成丝形成裸光纤92的高温炉2、用于涂敷高分子材料并对涂敷的高分子材料进行热固化处理的三级涂敷热固化装置,以及沿水平方向布置且用于拉动经多级涂敷热固化装置处理后得到的具有多层涂敷层的光纤93的主牵引系统4、与主牵引系统4同一水平位置沿水平方向依次布置的舞蹈轮系统5和成品光纤收线装置6,三级涂敷热固化装置分别为第一级涂敷热固化装置31、第二级涂敷热固化装置32、第三级涂敷热固化装置33,且三级涂敷热固化装置的结构相同,每级涂敷热固化装置由光纤牵引器30、用于涂敷高分子材料的涂敷器34、用于对涂敷的高分子材料进行一次热固化处理以完成预固化且竖直布置的第一热固化炉35、
用于在预固化完成后再进行二次热固化处理以完成终固化且水平布置的第二热固化炉36组成,涂敷器34布置于光纤牵引器30的正下方,第一热固化炉35布置于涂敷器34的正下方,第二热固化炉36布置于第一热固化炉35的正下方位置的一侧,主牵引系统4位于最后一级即第三级涂敷热固化装置33的下方,主牵引系统4具有能够调整拉丝速度和调节裸光纤92直径的主牵引轮41,成品光纤收线装置6具有用于收拢成品光纤94的收线盘61,舞蹈轮系统5具有用于匹配主牵引轮41的速度与收线盘61的速度的舞蹈轮51。
[0025]
在本实施例中,每级涂敷热固化装置中,第一热固化炉35的正下方布置有一个用于将第一热固化炉35完成预固化后得到的预固化光纤由竖直方向转换为水平方向牵引进入第二热固化炉36中的第一光纤牵引导向轮37,第一光纤牵引导向轮37的正下方布置有一个用于将第二热固化炉36完成终固化后得到的终固化光纤由水平方向转换为竖直方向牵引出的第三光纤牵引导向轮39,第一光纤牵引导向轮37和第三光纤牵引导向轮39位于第二热固化炉36的水平方向的一侧,第二热固化炉36的水平方向的相对另一侧布置有一个用于将第二热固化炉36完成一次热固化后的光纤再次牵引进入第二热固化炉36进行二次热固化的第二光纤牵引导向轮38。利用第一光纤牵引导向轮37将经第一热固化炉35处理后的光纤牵引进入第二热固化炉36中继续处理;利用第二光纤牵引导向轮38使得光纤在第二热固化炉36中经历两次热固化处理,同时使得第二热固化炉36的进入位置和出去位置在水平方向的同一侧,使得涂敷热固化装置的结构布置更为合理;利用第三光纤牵引导向轮39将经第二热固化炉36处理后的光纤牵引出进入下一级涂敷热固化装置中或进入主牵引系统4中。
[0026]
在本实施例中,最后一级即第三级涂敷热固化装置33中的第三光纤牵引导向轮39的正下方布置有一个用于将最后一级即第三级涂敷热固化装置33中的第三光纤牵引导向轮39牵引出的终固化光纤由竖直方向转换为水平方向牵引进入主牵引系统4中的第四光纤牵引导向轮8。由于主牵引系统4位于最后一级涂敷热固化装置的下方,因此需要一个第四光纤牵引导向轮8将最后一级涂敷热固化装置中的第三光纤牵引导向轮39牵引出的终固化光纤牵引进入主牵引系统4中。
[0027]
在本实施例中,所有光纤牵引器30彼此之间联动控制,下一级涂敷热固化装置中的光纤牵引器30启动后上一级涂敷热固化装置中的光纤牵引器30便停止,下一级涂敷热固化装置中的光纤牵引器30闭合后上一级涂敷热固化装置中的光纤牵引器30便打开,保证了一旦穿纤过程中发生断塔现象,还可以继续穿纤,提高了操作的便利性与实用性,提高了生产效率。
[0028]
图1所示的光纤拉丝塔的工作过程为:预制棒进给装置1提供光纤预制棒91给高温炉2,在第一级涂敷热固化装置31中的光纤牵引器30的向下牵引作用下高温炉2使光纤预制棒91熔融成丝形成裸光纤92,裸光纤92进入第一级涂敷热固化装置31中,第一级涂敷热固化装置31中的涂敷器34使裸光纤92的外表面上涂敷上高分子材料,第一级涂敷热固化装置31中的第一热固化炉35使裸光纤92的外表面上涂敷的高分子材料进行一次热固化处理得到第一级的预固化光纤,第一级涂敷热固化装置31中的第二热固化炉36使第一级的预固化光纤进行二次热固化处理得到第一级的终固化光纤,在第二级涂敷热固化装置32中的光纤牵引器30的向下牵引作用下第一级的终固化光纤进入第二级涂敷热固化装置32中,第二级涂敷热固化装置32中的涂敷器34使第一级的终固化光纤的外表面上涂敷上高分子材料,第
二级涂敷热固化装置32中的第一热固化炉35使第一级的终固化光纤的外表面上涂敷的高分子材料进行一次热固化处理得到第二级的预固化光纤,第二级涂敷热固化装置32中的第二热固化炉36使第二级的预固化光纤进行二次热固化处理得到第二级的终固化光纤,在第三级涂敷热固化装置33中的光纤牵引器30的向下牵引作用下第二级的终固化光纤进入第三级涂敷热固化装置33中,第三级涂敷热固化装置33中的涂敷器34使第二级的终固化光纤的外表面上涂敷上高分子材料,第三级涂敷热固化装置33中的第一热固化炉35使第二级的终固化光纤的外表面上涂敷的高分子材料进行一次热固化处理得到第三级的预固化光纤,第三级涂敷热固化装置33中的第二热固化炉36使第三级的预固化光纤进行二次热固化处理得到第三级的终固化光纤,第三级的终固化光纤作为经三级涂敷热固化装置处理后得到的具有多层涂敷层的光纤93,具有多层涂敷层的光纤93进入主牵引系统4中,主牵引系统4中的光纤拉力由主牵引轮41提供,主牵引系统4输出的成品光纤94经舞蹈轮系统5中的舞蹈轮51后由成品光纤收线装置6中的收线盘61收拢。
[0029]
在此,预制棒进给装置1、高温炉2、涂敷器34、主牵引系统4、经舞蹈轮系统5、成品光纤收线装置6均采用现有技术;光纤牵引器均采用现有的牵引器;第一热固化炉35采用现有的热固化炉;第二热固化炉36采用具有双通道的热固化炉,其中一个通道完成一次热固化而另一个通道完成二次热固化,这种具有双通道的热固化炉还可同时通过并固化两根走向相反的光纤,第二热固化炉为可开合式,左右开合或上下开合,方便穿丝操作;第一光纤牵引导向轮37、第二光纤牵引导向轮38、第三光纤牵引导向轮39、第四光纤牵引导向轮8均采用现有的光纤导向轮。利用高温炉2将光纤预制棒91熔融成丝形成裸光纤92的工艺采用现有技术;利用涂敷器34涂敷高分子材料的工艺采用现有技术;利用第一热固化炉35和第二热固化炉36分别进行热固化处理的工艺采用现有技术;利用主牵引系统4中的主牵引轮41调整拉丝速度和调节裸光纤直径的技术采用现有技术;所有涂敷器34的进胶压力可以集中控制;所有第一热固化炉35和所有第二热固化炉36的温度可以集中控制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips