
 商标分类
商标分类  商标转让
商标转让 
一种管制瓶机制瓶口自定心机芯的制作方法
 2021-01-30 16:01:31|
2021-01-30 16:01:31| 235|
235| 起点商标网
起点商标网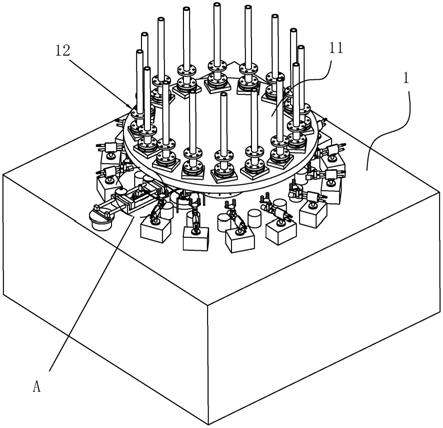
[0001]
本申请涉及玻璃瓶加工设备的领域,尤其是涉及一种管制瓶机制瓶口自定心机芯。
背景技术:
[0002]
西林瓶,又称:硼硅玻璃或钠钙玻璃管制注射剂瓶,是一种胶塞和铝塑组合盖封口的小瓶子。早期盘尼西林多用其盛装,故名西林瓶。
[0003]
目前西林瓶的制造工艺一般采用立式西林瓶生产线,主机由多个工位均布在同一圆周上,绕轴心作公转,每个工位本身作自转,多个工位依次经过单个且固定的火焰燃烧灯头,使上下夹头夹持的玻璃管旋转加热成可塑状态,然后经凸轮轨道使下夹头作上下运动,完成落管、拉丝、作颈、熔断作底和落瓶等工序,再经过断丝、圆口后进入退火炉退火,制成西林瓶。
[0004]
针对上述中的相关技术,存在有以下缺陷:由于管制瓶机的转台上同时设有多个加工工位进行玻璃瓶加工,由于设备生产工艺限制,难以达到两两加工工位之间角度完全等分,使得转台停下后玻管位置存在偏差值,在玻管底颈加工成型时,底颈开口尺寸误差较大。
技术实现要素:
[0005]
为了提高玻璃瓶瓶口加工精度,本申请提供一种管制瓶机制瓶口自定心机芯。
[0006]
本申请提供的一种管制瓶机制瓶口自定心机芯采用如下的技术方案:
[0007]
一种管制瓶机制瓶口自定心机芯,包括安装在机座上的瓶颈成型夹具,所述瓶颈成型夹具包括竖直升降设置在机座上的升降台、设置在升降台两侧的成型模轮和设置在升降台上的芯棒,所述升降台上水平滑动设置有第一安装座,所述第一安装座的顶壁上水平滑动设置有第二安装座,所述第一安装座的滑动方向与第二安装座的滑动方向相互垂直,所述芯棒设置在第二安装座的顶壁上。
[0008]
通过采用上述技术方案,机座上转台的夹持工位旋转至瓶颈成型夹具的上方后,驱使升降台上升,升降台上升过程中,芯棒插接入玻璃管底部初步成型的熔融状颈口中,为旋转中的玻璃管底颈提供成型支撑,并且,在玻璃管与芯棒之间存在工艺偏差时,芯棒插入玻璃管底颈过程中,芯棒被旋转中的玻璃管底颈导向和约束,带动芯棒下方的第一安装座与第二安装座发生滑动,使芯棒趋于与玻璃管底颈内口同心,从而使同批次玻璃瓶颈口内径尺寸均匀,提高玻璃瓶瓶口内径加工尺寸精度。
[0009]
优选的,还包括机座和在机座顶部转动的转台,所述转台上设有多个用于夹持玻璃管的夹持工位,所述瓶颈成型夹具设置在转台一侧的机座上,所述瓶颈成型夹具上设置有用于驱使芯棒复位的复位组件。
[0010]
通过采用上述技术方案,在转台上的一个瓶颈成型工位完成加工后,转台旋转一个工位角度,并在旋转过程中,通过复位组件,驱使芯棒复位,使第一安装座和第二安装座
分别滑动至两者滑动范围的中部,从而使每次转台旋转后对玻璃管底颈进行加工时,芯棒居中,芯棒与玻璃管底颈的偏差值不至于过大,有效减少芯棒插接入玻璃管底颈时对颈口尺寸的影响,进一步提升玻璃管颈口加工尺寸精度。
[0011]
优选的,所述复位组件包括安装环、导杆、弹性片和驱动部,所述安装环转动设置在升降台上,所述弹性片的一端固接在安装环的顶壁上、另一端固接在升降台上,所述弹性片沿安装环周向均匀设置有多个,所述驱动部用于在转台每次转动过程中驱使安装环单向旋转,所述安装环的转动时长小于转台的转动时长,所述导杆的一端与第二安装座固定连接、另一端竖直向下伸入安装环内,所述导杆与安装环同轴时芯棒处于复位状态。
[0012]
通过采用上述技术方案,在转台转动一个工位的角度的过程中,驱动部带动安装环转动,安装环转动时,各个弹性片被拉伸,且弹性片在安装环上的一端位置跟随安装环变化,使各个弹性片均匀接触在导杆的外壁上,驱使导杆与安装环同轴,从而带动芯棒复位,在转台上下一工位对齐瓶颈成型夹具前,安装环停止转动,并在弹性片的弹力作用下自转复位,松开导杆,使芯棒能够正常滑动,自动化程度高,芯棒的复位速度快,复位效果好。
[0013]
优选的,所述驱动部包括挡板和推杆,所述挡板固接在安装环的外壁上,所述推杆固接在转台的外壁上,所述推杆沿状态周向均匀设置有若干个,所述推杆的数量与转台上的夹持工位数量相适配,所述转台旋转过程中推杆与挡板抵接。
[0014]
通过采用上述技术方案,在转台转动过程中,转台上的推杆与安装环外的挡板接触,并推动挡板以及安装环旋转,当推杆从挡板的活动端上滑动脱离后,安装环在弹性片弹力作用下复位,省去额外加设动力源,结构简单稳定。
[0015]
优选的,所述驱动部包括接触环和摩擦片,所述接触环固接在安装环靠近转台一侧的侧壁上,所述接触环与安装环同轴,所述摩擦片沿转台周向固接在转台的侧壁上,所述摩擦片沿转台周向均匀设置有间隔设置有若干个,所述摩擦片的数量与转台上的夹持工位数量相适配,所述转台旋转过程中接触环的外侧壁与摩擦片接触。
[0016]
通过采用上述技术方案,在转台转动过程中,转台上的一片摩擦片与安装环上的接触环侧壁接触,并在两者摩擦力作用下带动安装环旋转,当接触环与摩擦片脱离接触后,安装环在弹性片弹力作用下复位,省去额外加设动力源,结构简单稳定。
[0017]
优选的,所述复位组件包括定位柱和插杆,所述定位柱的一端固接在第二安装座上、另一端竖直朝下,所述定位柱的底端开设有锥形凹槽,所述插杆竖直固接在机座上,所述插杆设置在定位柱的下方,所述升降台下降过程中插杆插入锥形凹槽内。
[0018]
通过采用上述技术方案,在芯棒完成对一个玻璃管底颈的加工后,升降台下降,下降过程中,第二安装座上的定位柱同步下降,使定位柱底部的锥形凹槽套接在机座上的插杆顶端,升降台继续下降,在锥形凹槽的导向作用下,第二安装座以及芯棒发生滑动,当插杆插接入定位柱底部锥形凹槽的尖锥处,即插杆与锥形凹槽同心时,芯棒复位,芯棒的复位速度快,复位效果好。
[0019]
优选的,所述插杆的顶端设置有万向球。
[0020]
通过采用上述技术方案,插杆顶端插入锥形凹槽内时,万向球与锥形凹槽的内壁接触,从而减少插杆与锥形凹槽内壁之间摩擦力,减少插杆磨损,提高插杆使用寿命以及芯棒复位进度。
[0021]
优选的,所述升降台的顶壁上沿第一安装座的滑动方向开设有第一滑槽,所述第
一滑槽内位于第一安装座的两侧均滑动设置有第一抵接块,所述第一安装座的顶壁上沿第二滑动座的滑动方向开设有第二滑槽,所述第二滑槽内位于第二安装座的两侧均滑动设置有第二抵接块,所述第一安装座和第二安装座上分别设置有用于限制第一抵接块和第二抵接块滑动的限位件。
[0022]
通过采用上述技术方案,操作人员通过调节两个第一抵接块间距,以及两个第二抵接块间距,从而限制芯棒最大滑移偏离范围,从而有效避免芯棒被残次玻璃管底颈约束至过远距离造成芯棒与成型模轮接触后磨损情况,提高芯棒的使用寿命。
[0023]
优选的,所述限位件为螺栓,所述第一抵接块和第二抵接块的顶壁上均竖直开设有螺纹孔,所螺栓螺纹连接在螺纹孔内。
[0024]
通过采用上述技术方案,操作人员在移动第一抵接块以及第二抵接块至合适位置后,拧紧螺栓,使螺栓抵紧在第一滑槽或第二滑槽的内底壁上,从而固定第一抵接块或第二抵接块,操作方便。
[0025]
优选的,所述芯棒与第二安装座可拆卸连接。
[0026]
通过采用上述技术方案,操作人员通过将芯棒从第二安装座上拆卸下,可对芯棒进行更换和维修,提高玻璃管底颈加工适用性,以及提高芯棒使用寿命。
[0027]
综上所述,本申请包括以下至少一种有益技术效果:
[0028]
1.机座上转台的夹持工位旋转至瓶颈成型夹具的上方后,驱使升降台上升,芯棒插接入玻璃管底部初步成型的熔融状颈口中,并且,芯棒被旋转中的玻璃管底颈导向和约束,使芯棒发生滑动偏离,趋于与玻璃管底颈内口同心,提高玻璃瓶瓶口内径加工尺寸精度;
[0029]
2.在转台上的一个瓶颈成型工位完成加工后,通过驱使芯棒复位,从而使每次转台旋转后对玻璃管底颈进行加工时,芯棒居中,芯棒与玻璃管底颈的偏差值不至于过大,有效减少芯棒插接入玻璃管底颈时对颈口尺寸的影响,进一步提升玻璃管颈口加工尺寸精度;
[0030]
3.操作人员通过调节两个第一抵接块间距,以及两个第二抵接块间距,从而限制芯棒最大滑移偏离范围,从而有效避免芯棒被残次玻璃管底颈约束至过远距离造成芯棒与成型模轮接触后磨损情况,提高芯棒的使用寿命。
附图说明
[0031]
图1是本申请实施例1的整体结构示意图。
[0032]
图2是图1中a部分的局部放大示意图。
[0033]
图3是本申请实施例1的转台局部结构示意图。
[0034]
图4是图3中b部分的局部放大示意图。
[0035]
图5是本申请实施例2的转台局部结构示意图。
[0036]
图6是图5中c部分的局部放大示意图。
[0037]
图7是本申请实施例3的转台局部结构示意图。
[0038]
图8是图7中d部分的局部放大示意图。
[0039]
附图标记说明:1、机座;11、转台;12、夹持工位;2、瓶颈成型夹具;21、升降台;22、成型模轮;23、芯棒;3、第一安装座;31、第一滑槽;32、第一抵接块;4、第二安装座;41、第二
滑槽;42、第二抵接块;5、复位组件;51、安装环;52、导杆;53、弹性片;54、驱动部;541、挡板;542、推杆;5401、接触环;5402、摩擦片;501、定位柱;502、插杆;503、锥形凹槽;504、万向球;6、螺栓;61、螺纹孔。
具体实施方式
[0040]
以下结合附图1-8对本申请作进一步详细说明。
[0041]
参照图1、2,管制瓶机,包括机座1和转动安装在机座1顶壁上的转台11。转台11的侧壁上,沿自身周向均匀设有16个用于夹持玻璃管的夹持工位12,每个夹持工位12上都装有始终自转的夹具,使玻璃管旋转。机座1上沿转台11周向间隔设有制底预热工位、制底切断工位、底颈前加热工位、底颈初加工工位、底颈后加热工位以及底颈成型工位。其中底颈成型工位上安装有瓶颈成型夹具2,瓶颈成型夹具2由升降台21、成型模轮22和芯棒23组成。升降台21沿竖直方向滑动安装在机座1上,成型模轮22有两个,分别位于升降台21上芯棒23的两侧,并且两个成型模轮22沿直线方向滑动安装在升降台21上,同步靠近或远离芯棒23。机座1内水平安装有传动轴,机座1内安装有电动机,用于带动传动轴转动。转动轴上设有若干凸轮传动结构,用于推动凸轮上下移动以及两个成型模轮22水平滑移。转动轴上通过锥齿轮导向以及槽轮结构,带动转台11间歇转动。
[0042]
本申请实施例公开一种管制瓶机制瓶口自定心机芯。
[0043]
实施例1
[0044]
参照图1、2,包括第一安装座3和第二安装座4,升降台21的顶壁上安装有水平的第一直线滑轨,第一安装座3滑动安装在第一直线滑轨上,第一安装座3的顶壁上安装有水平的第二直线滑轨,第二安装座4滑动安装在第二滑轨上。第一直线滑轨的长度方向与第二滑轨的长度方向相互垂直。
[0045]
参照图1、2,芯棒23设置于第二安装座4的顶壁上,且与第二安装座4可拆卸安装。第二安装座4的顶壁上开设有多边形插槽,芯棒23的底端一体成型有与插槽匹配的插杆502。第二安装座4的侧壁上开设有贯穿插槽的销孔,插杆502上开设有与销孔尺寸匹配的穿孔,插杆502插入插槽内后,销孔与穿孔对齐,通过插入插销,从而将芯棒23固定在第二安装座4上。芯棒23的顶部边缘设有圆弧倒角,用于对芯棒23插入玻璃管底颈的下开口时起到导向作用,从而减少对底颈的损伤。
[0046]
参照图1、2,第一安装座3和第二安装座4分别位于第一直线滑轨和第二直线滑轨的中部时,芯棒23位置位于转台11上对应夹具的正下方。为了限制芯棒23的最大偏离范围,升降台21的顶壁上沿第一直线滑轨的长度方向开设有第一滑槽31,第一滑槽31从第二安装座4下方穿过,第一滑槽31内滑动安装有两个第一抵接块32,两个第一抵接块32分别位于第二安装座4的两侧。两个第一抵接块32的顶壁上均沿竖直方向开设有螺纹孔,螺纹孔内螺纹连接有螺栓6,螺栓6穿过螺纹孔抵接在第一滑槽31的内底壁从而固定第一抵接块32位置。第一安装座3的顶壁上沿第二滑轨的长度方向开设有经过第二安装座4的第二滑槽41,第二滑槽41中滑动安装有两个分别位于第二安装座4两侧的第二抵接块42。两个第二抵接块42的顶壁上同样开设有螺纹孔,第二抵接块42使用螺栓6进行固定。
[0047]
参照图3、4,升降台21上还设有用于驱使芯棒23复位,即第一安装座3和第二安装座4分别滑动至第一直线滑轨的和第二直线滑轨中部的复位组件5。本实施例中,复位组件5
包括安装环51、导杆52、弹性片53和驱动部54,安装环51转动安装在升降台21上,其转动轴线与安装环51自身轴线共线且竖直。弹性片53材质为高弹橡胶,弹性片53的一端固定卡接在安装环51的顶壁上、另一端固定卡接在升降台21上,弹性片53在放松状态下长度,应小与弹性片53在升降台21上连接点至弹性片53在安装环51上连接点所在与安装环51同心的圆上的最远距离。弹性片53沿安装环51周向均匀间隔设置有多个,本实施例中,弹性片53设有四个,且弹性片53在升降台21上的连接点位置高于弹性片53在安装环51上的连接点位置。导杆52竖直设置在安装环51的上方,导杆52的顶端通过一根连杆与第二安装座4焊接固定。导杆52的水平截面呈圆形,底端伸入安装环51内部圆孔中,当导杆52与安装环51同轴时,芯棒23处于复位状态,导杆52能在安装环51中同轴竖直升降,其升降高度与升降台21的升降高度相同。
[0048]
参照图3、4,本实施例中,驱动部54包括挡板541和推杆542。挡板541焊接在安装环51的外壁上,推杆542焊接在转台11的外壁上,推杆542沿转台11周向均匀间隔设有16个,与升降台21上的夹持工位12数量相同。推杆542位于转台11上相邻两个夹持工位12之间,在转台11转动时,推杆542与挡板541接触,推动安装环51旋转,推杆542从挡板541活动端上滑过后,安装环51在弹性片53弹力作用下复位。
[0049]
实施例1的实施原理为:机座1上转台11的夹持工位12旋转至瓶颈成型夹具2的上方后,升降台21上升。升降台21上升过程中,芯棒23插接入玻璃管底部初步成型的熔融状颈口中,为旋转中的玻璃管底颈提供成型支撑。并且,在玻璃管与芯棒23之间存在工艺偏差时,芯棒23插入玻璃管底颈过程中,芯棒23被旋转中的玻璃管底颈导向和约束,带动芯棒23下方的第一安装座3与第二安装座4发生滑动,使芯棒23趋于与玻璃管底颈内口同心。从而使同批次玻璃瓶颈口内径尺寸均匀,提高玻璃瓶瓶口内径加工尺寸精度。
[0050]
在底颈成型完成后,升降台21下降,芯棒23从底颈中抽出,转台11向下一工位旋转。旋转过程中,转台11上的推杆542与安装环51上挡板541接触,推动安装环51转动,使各个弹性片53围成的正多边形开口收缩,使导杆52趋于与安装环51居中,将芯棒23复位。推杆542从挡板541活动端上滑过后,安装环51在弹性片53弹力作用下复位,弹性片53围成的正多边形开口扩张,留出芯棒23的活动区域。
[0051]
实施例2
[0052]
参照图5、6,驱动部54包括接触环5401和摩擦片5402。接触环5401焊接在安装环51靠近转台11一侧的侧壁上,接触环5401为不完整圆环,其与安装环51同轴。摩擦片5402为橡胶,摩擦片5402沿转台11周向固定粘接在转台11的侧壁上,并且沿转台11周向间隔多段设置。摩擦片5402与转台11上夹持工位12数量相同,且位于两两相邻的夹持工位12之间。在转台11转动时,摩擦片5402与接触环5401接触。
[0053]
实施例2的实施原理为:在底颈成型完成后,升降台21下降,芯棒23从底颈中抽出,转台11向下一工位旋转。旋转过程中,转台11上的摩擦片5402与安装环51上接触环5401接触,在摩擦力作用下,推动安装环51转动,使各个弹性片53围成的正多边形开口收缩,使导杆52趋于与安装环51居中,将芯棒23复位。摩擦片5402与接触环5401脱离接触后,安装环51在弹性片53弹力作用下复位,弹性片53围成的正多边形开口扩张,留出芯棒23的活动区域。
[0054]
实施例3
[0055]
参照图7、8,复位组件5包括定位柱501和插杆502。定位柱501呈竖直设置在第二安
装座4的一侧,定位柱501的顶端通过一根连杆与第二安装座4焊接固定。插杆502竖直焊接固定在机座1的顶壁上,插杆502的横截面呈圆形。定位柱501的底壁上开设有锥形凹槽503,本实施例中,锥形凹槽503为圆锥形,锥形凹槽503的开口尺寸大于插杆502尺寸。升降台21下降到最低位置时,插杆502正好插接于锥形凹槽503的尖锥处,插杆502与锥形凹槽503同轴,此时芯棒23复位。为了减少插杆502与锥形凹槽503内壁之间的摩擦力,插杆502的顶端还设有万向球504,插杆502插接入锥形凹槽503内时,万向球504在锥形凹槽503的内壁上滑动。
[0056]
实施例3的实施原理为:在底颈成型完成后,升降台21下降,芯棒23从底颈中抽出,转台11向下一工位旋转。升降台21下降到最低位置过程中,插杆502插接入定位柱501底部的锥形凹槽503中,并且定位柱501与第二安装座4继续下沉过程中,插杆502与锥形凹槽503内壁接触,推动定位柱501和第二安装座4发生移动,使定位柱501底端的锥形凹槽503趋于与插杆502同轴。直至升降台21降至最低位置,插杆502正好与锥形凹槽503同轴,芯棒23复位。升降台21升起加工另一玻璃管底颈时,插杆502从锥形凹槽503中抽出,使芯棒23能自由活动。
[0057]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips