
 商标分类
商标分类  商标转让
商标转让 
使玻璃片材成形的方法与流程
 2021-01-30 16:01:57|
2021-01-30 16:01:57| 240|
240| 起点商标网
起点商标网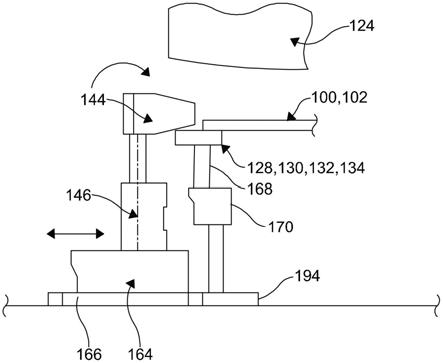
[0001]
本发明涉及特别地使用相对的弯曲工具使玻璃片材成形。本发明还涉及一种使玻璃片材成形的方法以及其中所使用的改善成形的弯曲工具。
背景技术:
[0002]
已知用于使玻璃片材成形或弯曲的各种工艺。通常,将玻璃片材加热至玻璃片材可变形的温度,然后进行弯曲工艺。在某些弯曲工艺中,加热的玻璃片材被支撑于环形构件上并且被容许在具有或不具有额外压制力的辅助的情况下在重力的影响下下垂。在弯曲之后,玻璃片材应当具有所期望的形状、具有稳定的尺寸并且不会发生光学扭曲。否则,弯曲工艺产生废品或产生具有差质量的产品。
[0003]
典型地,弯曲的层压玻璃产品包括两个玻璃片材,并且所述玻璃片材中的每个具有不同的尺寸。已知的弯曲工艺利用成形构件,所述成形构件被构造成使具有相同尺寸的玻璃片材弯曲。这样的工艺不适于相继地使具有显著不同的尺寸的玻璃片材弯曲。例如,已知的弯曲工艺不适于相继地弯曲要被用作层压的挡风玻璃中的内玻璃面板的第一玻璃片材和要被用作层压的挡风玻璃中的外玻璃面板的第二玻璃片材弯曲。
[0004]
因此,开发至少部分地克服已知设计的上述局限性的使玻璃片材成形的方法以及弯曲工具将是有利的。
技术实现要素:
[0005]
因此,本发明提供一种使玻璃片材成形的方法,所述方法包括:提供第一玻璃片材;将所述第一玻璃片材加热至适于成形的温度;将所述第一玻璃片材放置于第一弯曲工具上,所述第一玻璃片材的第一边缘部分处于相对于所述第一弯曲工具的第一位置中;在所述第一玻璃片材已经被放置于所述第一弯曲工具上之后接触所述第一玻璃片材的第一边缘部分,以使得所述第一玻璃片材的第一边缘部分运动至相对于所述第一弯曲工具的第二位置;在所述第一弯曲工具上使所述第一玻璃片材成形;提供第二玻璃片材;将所述第二玻璃片材加热至适于成形的温度;将所述第二玻璃片材放置于所述第一弯曲工具上,所述第二玻璃片材的第一边缘部分处于相对于所述第一弯曲工具的第一位置中;在所述第二玻璃片材已经被放置于所述第一弯曲工具上之后接触所述第二玻璃片材的第一边缘部分,以使得所述第二玻璃片材的第一边缘部分运动至相对于所述第一弯曲工具的第二位置,其中所述第一玻璃片材的第一边缘部分的相对于所述第一弯曲工具的第二位置不同于所述第二玻璃片材的第一边缘部分的相对于所述第一弯曲工具的第二位置;以及在所述第一弯曲工具上使所述第二玻璃片材成形。
[0006]
优选地,所述第一玻璃片材和所述第二玻璃片材具有不同的尺寸。
[0007]
优选地,所述第一玻璃片材的一个或多个边缘部分具有的长度不同于所述第二玻璃片材的对应的边缘部分的长度。
[0008]
优选地,所述第一玻璃片材和所述第二玻璃片材各自包括前边缘部分和后边缘部
分,其中第一柱状边缘部分和第二柱状边缘部分在所述前边缘部分与所述后边缘部分之间延伸,所述第一柱状边缘部分中的每个具有长度,并且其中所述第一玻璃片材的第一柱状边缘部分的长度不同于所述第二玻璃片材的第一柱状边缘部分的长度。
[0009]
优选地,所述第一弯曲工具包括环形阴模具(femal,ring-type mold)。
[0010]
优选地,相继地使所述第一玻璃片材和所述第二玻璃片材成形,以使得在所述第一玻璃片材的成形与所述第二玻璃片材的成形之间没有玻璃片材在所述第一弯曲工具上成形。
[0011]
优选地,所述方法进一步包括将所述第一玻璃片材层压至所述第二玻璃片材。
[0012]
在某些实施例中,所述第一玻璃片材和所述第二玻璃片材各自包括前边缘部分和后边缘部分,其中所述第一玻璃片材的第一边缘部分限定所述第一玻璃片材的后边缘,并且所述第二玻璃片材的第一边缘部分限定所述第二玻璃片材的后边缘。
[0013]
优选地,所述第一玻璃片材的后边缘和所述第二玻璃片材的后边缘各自具有长度,所述第一玻璃片材的后边缘的长度不同于所述第二玻璃片材的后边缘的长度。
[0014]
在某些实施例中,所述第一弯曲工具与第二弯曲工具协作以使所述第一玻璃片材和所述第二玻璃片材成形。
[0015]
优选地,所述第二弯曲工具包括全表面阳模具。
附图说明
[0016]
当根据附图考虑时,根据以下详细描述,本领域中的技术人员将容易理解本发明的以上以及其它优点,其中:
[0017]
图1为根据本发明的玻璃成形线的实施例的示意图;
[0018]
图2为图1的玻璃成形线的一部分的实施例的顶视图;
[0019]
图3为图1的玻璃成形线的一部分的另一实施例的顶视图;
[0020]
图4为图1的玻璃成形线的一部分的实施例的顶视图,其中为清楚起见将某些部分去除;
[0021]
图5为适于在图1的玻璃成形线中使用的第一弯曲工具的一部分的实施例的侧视图;
[0022]
图6为通过图4的用于在图1的玻璃成形线中使用的第一弯曲工具的定位设备的一部分的剖视图;以及
[0023]
图7为适于在图1的玻璃成形线中使用的第一弯曲工具的一部分的实施例的立体图。
具体实施方式
[0024]
应当理解的是,除非相反地明确地说明,否则本发明可以采取各种替代的取向和步骤顺序。还应当理解的是,附图中所示出的以及以下说明书中所描述的特定的方法、装置、设备以及特征仅仅为本发明的构思的示例性实施例。因此,除非另外明确地指出,否则与所公开的实施例有关的特定的尺寸、方向或其它物理特征不应当被认为是限制性的。而且,在本申请的该部分内,可以用相似的标识来指代在前述实施例中所发现的相似的元件,尽管它们也可能不是以相似的标识来被指代。
[0025]
在本文中并且参考图1-图7来描述使玻璃片材成形的方法、玻璃成形线、以及其中所利用的弯曲工具的实施例。以下可以参考第一玻璃片材100和第二玻璃片材102描述这些实施例。第一玻璃片材100和第二玻璃片材102可以以类似的方式构造。
[0026]
第一玻璃片材100和第二玻璃片材102可以被用作窗(例如,汽车的挡风玻璃)的单独的部分。然而,每个玻璃片材100、102可以被彼此分开使用和/或具有其它的汽车应用。例如,第一玻璃片材100和/或第二玻璃片材102可以被用来形成侧窗、天窗或后窗。这样的窗可以为整体或层压式的。另外,每个玻璃片材100、102可以具有其它车辆应用,例如,针对公路和非公路车辆的应用。而且,每个玻璃片材100、102可以具有建筑、电子、工业、机车、海军、航空航天、以及其它应用性。
[0027]
在某些实施例中,每个玻璃片材100、102具有钠钙硅酸盐成分。典型的钠钙硅酸盐玻璃成分为(按重量计)69-74%的sio2;0-3%的al2o3;10-16%的na2o;0-5%的k2o;0-6%的mgo;5-14%的cao;0-2%的so3以及0.005-2%的fe2o3。玻璃成分还可以包含其它添加剂,例如,精制助剂,其通常将以至多2%的量存在。在其它实施例中,第一玻璃片材100和/或第二玻璃片材102可以具有另外的成分。例如,第一玻璃片材100和/或第二玻璃片材102可以为硼硅酸盐成分或铝硅酸盐成分。优选地,每个玻璃片材100、102的厚度在0.5-25毫米(mm)之间,通常在0.5-8mm之间。
[0028]
优选地,每个玻璃片材100、102具有第一主表面和第二主表面。第二主表面与第一主表面相对。每个玻璃片材100、102可以包括一个或多个边缘部分。当在本文中使用时,玻璃片材100、102的边缘部分可以指玻璃片材的将第一主表面连接至第二主表面的次表面。玻璃片材100、102的每个边缘部分可以为平坦的或弯曲的。在一个实施例中,每个玻璃片材100、102包括前边缘部分和后边缘部分。前边缘部分可以指这样次表面,所述次表面是玻璃片材的将第一主表面连接至第二主表面并且在后边缘部分的前方沿玻璃行进方向被输送。在一个实施例中,后边缘部分为玻璃片材100、102的将第一主表面连接至第二主表面的最长的次表面。在该实施例中,前边缘部分具有的长度小于后边缘部分的长度。在其它实施例(未示出)中,前边缘部分为玻璃片材的将第一主表面连接至第二主表面的最长的次表面,并且后边缘部分具有的长度小于前边缘部分的长度。另外,每个玻璃片材100、102可以包括第一柱状边缘部分和第二柱状边缘部分。第一柱状边缘部分和第二柱状边缘部分设置于玻璃片材100、102的相对的侧上。在一个实施例中,第一柱状边缘部分为玻璃片材100、102的将第一主表面连接至第二主表面的次表面。在另一实施例中,第二柱状边缘部分为玻璃片材的将第一主表面连接至第二主表面的次表面。
[0029]
优选地,每个玻璃片材100、102在平面图中具有矩形轮廓。在某些实施例中,第一玻璃片材100和第二玻璃片材102的尺寸类似。有利地,当第一玻璃片材100和第二玻璃片材102具有显著不同的尺寸时,可以实践本文中所描述的实施例。例如,当第一玻璃片材100和第二玻璃片材102具有显著不同的尺寸时,可以使用玻璃成形线104来相继地使第一玻璃片材100和第二玻璃片材102成形。当第一玻璃片材100和第二玻璃片材102要被用作挡风玻璃的内部窗玻璃和外部窗玻璃时,该实施例可能是期望的。在该实施例中,第一玻璃片材100的一个或多个边缘部分的长度可以不同于第二玻璃片材102的对应的边缘部分的长度。例如,第一玻璃片材100的后边缘部分可以具有第一长度,并且第二玻璃片材102的后边缘部分可以具有第二长度。在该实施例中,第一长度小于第二长度,或者第二长度小于第一长
度。另外,在该实施例中,第一玻璃片材100的前边缘部分的长度可以小于或大于第二玻璃片材102的前边缘部分的长度。进一步,在某些实施例中,第一玻璃片材100的第一柱状边缘部分的长度可以小于或大于第二玻璃片材102的第一柱状边缘部分的长度。在这些实施例中,第一玻璃片材100的第二柱状边缘部分的长度可以小于或大于第二玻璃片材102的第二柱状边缘部分的长度。
[0030]
图1示出玻璃成形线104的一个实施例。在某些实施例中,玻璃成形线104为压制弯曲型。在其它实施例(未示出)中,玻璃成形线为重力弯曲型。优选地,用来使第一玻璃片材100和第二玻璃片材102成形的步骤是相似的。因此,为了描述使玻璃片材100、102成形的方法、玻璃成形线104以及其中所使用的弯曲工具106的某些实施例,下面可以仅描述第一玻璃片材100。应当理解的是,关于第一玻璃片材100所描述的实施例也可以适用于第二玻璃片材102。
[0031]
优选地,玻璃成形线104包含预热炉108。预热炉108用来在弯曲发生之前加热每个玻璃片材100、102。在预热炉108中,将每个玻璃片材100、102加热至适于成形的温度。例如,可以将第一玻璃片材100和第二玻璃片材102加热至590-670℃的温度。因此,每个玻璃片材100、102也可以被称为加热的玻璃片材。
[0032]
每个玻璃片材100、102在辊110上被运送通过炉108。辊110间隔开。辊110的间距在预热炉108的出口附近减小,因为在该位置中处于加热状态的每个玻璃片材100、102为可变形的并且因此需要更大的支撑。
[0033]
预热炉108之后是弯曲站112。弯曲站112可以包含一个或多个玻璃停止设备114、114a。所述一个或多个玻璃停止设备114、114a可以被用来在玻璃片材100、102被放置于第一弯曲工具106上之前防止所述玻璃片材运动经过第一弯曲工具106。如图2-图3中所示,当被设置时,所述一个或多个玻璃停止设备114、114a可以包括两个玻璃停止设备114、114a。所述一个或多个玻璃停止设备114、114a可以围绕第一弯曲工具106的周边边缘设置,以有助于防止玻璃片材100、102在玻璃片材100、102已成形之前运动超过第一弯曲工具106的成形表面116。
[0034]
返回参考图1,弯曲站112还可以包括多个辊118,所述多个辊被设置成用于将每个玻璃片材100、102输送至第一弯曲工具106上方的位置。优选的是,多个辊118中的每个辊旋转以沿玻璃行进的方向输送玻璃片材100、102,所述玻璃行进的方向在图1中被相对于玻璃成形线104示出并且在图2-图3中被相对于第一弯曲工具106的一部分示出。另外,优选的是,当第一弯曲工具106处于静止位置时,多个辊118在第一弯曲工具106上方的一高度或距离处输送每个玻璃片材100、102。还可能优选的是,多个辊118输送每个玻璃片材100、102的高度为大致上恒定的。
[0035]
一旦玻璃片材100、102离开预热炉108,玻璃片材100、102就被从预热炉108中的辊110转移至多个辊118。如图2-图3中所示,在某些实施例中,多个辊118可以包括具有不同长度的辊。在其它实施例(未示出)中,多个辊可以包括具有大致相等的长度的辊。如图1-图3中所示,多个辊118中的每个辊与相邻的辊间隔开。设置于辊118之间的空间的尺寸可以为相等的。优选的是,多个辊118中的每个辊均为可运动的,因为每个辊可以沿向下的方向或沿向上的方向竖直地运动。
[0036]
在某些实施例中,玻璃成形线104包括流体垫(fluid pad)组件120。流体垫组件
120有助于将每个玻璃片材100、102定位于第一弯曲工具106上并且将玻璃片材100、102从多个辊118转移至第一弯曲工具106。流体垫组件120包括一个或多个流体垫122。优选的是,设置多个流体垫122。当设置多个流体垫122时,流体垫122可以被构造成阵列。多个辊118、流体垫组件120以及流体垫122可以运行并且为如在pct专利申请第pct/gb2017/053414号中所描述的那样,所述pct专利申请的全部公开内容通过引用并入本文中。
[0037]
优选地,当设置流体垫组件120时,在玻璃片材100、102的前边缘部分到达所述一个或多个玻璃停止设备114、114a之前启动流体垫组件120。在某些实施例中,所述一个或多个玻璃停止设备114、114a可以被用来调整玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置。所述一个或多个玻璃停止设备114、114a可以为能够沿向上的方向或向下的方向竖直运动的。在接触玻璃片材100、102之后,所述一个或多个玻璃停止设备114、114a远离玻璃片材100、102的前边缘部分运动,以避免在使玻璃片材100正成形时干涉弯曲工具106、124中的一个或多个。在一个实施例中,所述一个或多个玻璃停止设备114、114a沿向下的方向竖直地远离玻璃片材100、102的前边缘部分运动。在另一实施例(未示出)中,所述一个或多个玻璃停止设备114、114a沿玻璃行进的方向远离玻璃片材100、102运动。
[0038]
返回参考图1,弯曲站112包含第一弯曲工具106,并且在某些实施例中包括与第一弯曲工具106协作以使玻璃片材100、102成形的第二弯曲工具124。可以理解的是,弯曲站112可以包括比图1中所示的那些弯曲工具更多的弯曲工具106、124。另外,图1中所示的弯曲工具106、124可以被定向在除图1中所示的位置以外的位置中。
[0039]
第二弯曲工具124可以为阳工具。在一个实施例中,第二弯曲工具124为全表面模具(full-face mold)。在这些实施例中,第二弯曲工具124可以包括凸形成形表面126。在国际公开第wo2016/189319a1中描述第二弯曲工具124的合适的实施例,所述国际公开的全部公开内容通过引用并入本文中。
[0040]
如上所述,每个玻璃片材100、102具有第一主表面和第二主表面。在玻璃片材100、102被放置于第一弯曲工具106上之后,玻璃片材100、102的第一主表面面向第一弯曲工具106的成形表面116。当设置第二弯曲工具124时,玻璃片材100、102的第二主表面面向第二弯曲工具124的成形表面126。
[0041]
第一弯曲工具106可以为阴工具。在某些实施例中,第一弯曲工具可以为如pct/gb2017/053527中所描述的那样,其全部公开内容通过引用并入本文中。在一个实施例中,第一弯曲工具106为环形模具。如在图2-图3中最佳地示出的,第一弯曲工具106可以具有大体上矩形的轮廓或周边,所述轮廓或周边被构造成支撑也具有矩形轮廓的玻璃片材100、102。第一弯曲工具106包括成形表面116,其特别地是凹形的成形表面。当在本文中使用时,第一弯曲工具106的成形表面116指的是第一弯曲工具106的其上放置有玻璃片材100、102的部分以及所述第一弯曲工具的任何位置、构造或取向。更特别地,第一弯曲工具106包括用于在其上使玻璃片材100、102成形以及将所述玻璃片材支撑于其上的上部成形表面116。在玻璃片材100、102已经被第一弯曲工具106接收之后,玻璃片材100、102被支撑于成形表面116上。成形表面116可以被构造成在玻璃片材100、102的周边区域中支撑所述玻璃片材。第一弯曲工具106还可以在其上支撑一叠玻璃片材,所述一叠玻璃片材特别地是由比如碳酸钙的合适的脱模剂分离开的嵌套对。
[0042]
成形表面116至少部分地由第一段128限定。在某些实施例中,成形表面116至少部
分地由第二段130限定。第一段128与第二段130间隔开。在所描述和示出的实施例中,将参考第一弯曲工具106的被构造成接收玻璃片材100、102的后边缘部分的段来描述和描绘第一段128。然而,应当理解的是,第一段128可以指的是第一弯曲工具106的被构造成接收玻璃片材100、102的柱状边缘部分或玻璃片材100、102的前边缘部分的段。一旦玻璃片材100、102的边缘部分被接收,第一段128就被构造成支撑玻璃片材100、102的边缘部分。另外,在某些实施例中,将参考第一弯曲工具106的被构造成接收玻璃片材100、102的前边缘部分的段来描述和描绘第二段130。然而,应当理解的是,第二段130可以指的是第一弯曲工具106的被构造成接收玻璃片材100、102的柱状边缘部分或玻璃片材100、102的后边缘部分的段。一旦玻璃片材100、102的边缘部分被接收,第二段130就被构造成支撑玻璃片材100、102的边缘部分。在这些实施例中,一旦玻璃片材100、102的前边缘部分被接收,第二段130就被构造成支撑玻璃片材100、102的前边缘部分。
[0043]
第三段132定位于第一段128和第二段130的一个端部处。更特别地,第三段132的第一端与第一段128的第一端间隔开并且第三段132的第二端与第二段130的第一端间隔开。当被设置时,第三段132至少部分地限定第一弯曲工具106的成形表面116。在某些实施例中,第三段132被构造成接收玻璃片材100、102的第一柱状边缘部分。在这些实施例中,一旦玻璃片材100、102的第一柱状边缘部分被接收,第三段132就被构造成支撑玻璃片材100、102的第一柱状边缘部分。
[0044]
第四段134定位于第一段128和第二段130的另一个端部处。更特别地,第四段134的第一端与第一段128的第二端间隔开,并且第四段134的第二端与第二段130的第二端间隔开。当被设置时,第四段134至少部分地限定第一弯曲工具106的成形表面116。在某些实施例中,第四段134被构造成接收玻璃片材100、102的第二柱状边缘部分。
[0045]
优选地,当被设置时,第一段128、第二段130、第三段132以及第四段134各自限定第一弯曲工具106的成形表面116的分立的部分。当玻璃片材100、102被支撑于第一弯曲工具106的成形表面116上时,玻璃片材100、102设置于第一段128、第二段130、第三段132以及第四段134之上。段128至134可以限定大体矩形轮廓。在某些实施例中,第一段128、第二段130、第三段132以及第四段134被构造成环,所述环在玻璃片材100、102的周边区域中支撑所述玻璃片材。然而,第一弯曲工具106可以具有其它构造。例如,在一个实施例中,可以不以与第二段130平行的关系设置第一段128。在其它实施例中,可以不以与第四段134平行的关系设置第三段132。在某些实施例中,第一弯曲工具106的轮廓可以为梯形的或具有被适当地构造成支撑要成形的特定的玻璃片材的其它形状。另外,如图2-图3中所示,段128至134中的一个或多个可以包括一个或多个弯曲部分。
[0046]
在一个实施例中,第一段128为可运动的。在该实施例中,优选的是,第一段128为可运动的并且沿朝向第二段130的方向运动。另外,在该实施例中,优选的是,第一段128沿远离第二段130的方向运动。在某些实施例中,第一段128朝向第二段130运动的方向平行于玻璃行进的方向。优选地,当第一段128朝向第二段130运动时,玻璃片材100、102被放置于第一弯曲工具106上。还优选的是,当在第一弯曲工具106上使玻璃片材100、102成形时,第一段128处于静止位置中。在某些实施例中,第一段128朝向第二段130运动达一秒或更短的时间。在其它实施例中,第一段128在半秒或更短的时间内朝向第二段130或远离第二段130运动。
[0047]
在某些实施例中,第二段130可以为可运动的。当第二段130为可运动的时,优选的是,第二段130为可运动的并且沿朝向第一段128的方向运动。还优选的是,在这些实施例中,第二段130为可运动的并且沿远离第一段128的方向运动。在某些实施例中,第二段130朝向第一段128运动的方向平行于玻璃行进的方向。优选地,当第二段130沿朝向第一段128的方向运动时,玻璃片材100、102被放置于第一弯曲工具106上。在某些实施例中,第二段130在一秒或更短的时间内朝向第一段128或远离第一段128运动。在其它实施例中,第二段130在半秒或更短的时间内朝向或远离第一段128运动。当第二段130为可运动的时,第一段128的运动和第二段130的运动可以同时发生。
[0048]
优选地,第二段130为固定的。在这些实施例中,玻璃片材100、102的位置可以在成形之前相对于第一段128、第三段132和/或第四段134改变。例如,当第二段130被构造成接收玻璃片材100、102的前边缘部分并且在玻璃片材100、102成形之前第一段128沿朝向第二段130的方向运动时,玻璃片材100、102的后边缘部分可以在第一段128上沿玻璃行进的方向从第一位置运动至第二位置。作为另一个示例,当第二段130被构造成接收玻璃片材100、102的前边缘部分并且在玻璃片材100、102成形之前第三段132沿朝向第四段134的方向运动或者第四段134沿朝向第三段132的方向运动时,玻璃片材100、102的柱状边缘部分可以在第三段132或第四段134上沿垂直于玻璃行进的方向从第一位置运动至第二位置。
[0049]
在一个实施例中,第三段132为可运动的。在该实施例中,优选的是,第三段132为可运动的并且沿朝向第四段134的方向运动。还优选的是,第三段132为可运动的并且沿远离第四段134的方向运动。在某些实施例中,第三段132沿垂直于玻璃行进方向的方向朝向第四段134运动。然而,在其它实施例(未示出)中,第三段132沿与玻璃行进方向平行的方向朝向第四段134运动。第三段132还可以相对于其它段运动。例如,在某些实施例中,第三段132沿垂直于第一段128的运动方向的方向运动。在这些实施例中,第三段132还可以沿垂直于第二段130的运动方向的方向运动。优选地,当第三段132朝向第四段运动时,玻璃片材100、102被放置于第一弯曲工具106上。在某些实施例中,第三段132在一秒或更短的时间内朝向第四段134运动或远离第四段134运动。在其它实施例中,第三段132在半秒或更短的时间内朝向第四段134或远离第四段134运动。
[0050]
在某些实施例中,第四段134为可运动的。在一个这样的实施例中,优选的是,第四段134为可运动的并且沿朝向第三段132的方向运动。还优选的是,第四段134为可运动的并且沿远离第三段132的方向运动。当第四段134朝向第三段132运动时,优选的是,第四段134沿垂直于玻璃行进方向的方向运动。在某些实施例中,第四段134在一秒或更短的时间内朝向第三段132运动或远离第三段132运动。在其它实施例中,第四段134在半秒或更短的时间内朝向第三段132运动或远离第三段132运动。
[0051]
在其中第四段134朝向第三段132运动的实施例中,第三段132的运动和第四段134的运动可以同时发生。例如,在其中第三段132朝向第四段134运动并且第四段134朝向第三段132运动的实施例中,第三段132的运动和第四段134的运动可以同时发生。在其中第三段132的运动和第四段134的运动同时发生的一些实施例中,第三段132和第四段134可以在玻璃片材100、102已经被放置于第一弯曲工具106上之后同时朝向玻璃片材100、102运动。在其它实施例中,第三段132和第四段134可以在玻璃片材100、102已经成形之后同时远离玻璃片材100、102和/或远离彼此运动。在又一个实施例中,第三段132的运动和第四段134的
运动可以与第一段128的运动同时发生。
[0052]
优选地,当两个或更多个段128至134在使玻璃片材100、102成形之前运动时,段128至134以预定顺序朝向玻璃片材100、102运动。例如,在使玻璃片材100、102成形之前,第一段128可以朝向第二段130和玻璃片材100、102运动。在第一段128运动之后,第三段132和第四段134可以朝向彼此和玻璃片材100、102运动。然而,在其它实施例中,第一段128、第三段132以及第四段134可以以另外的预定顺序运动。例如,在某些实施例中,第一段128、第三段132以及第四段134可以各自同时朝向玻璃片材100、102运动。替代地,在其它实施例中,第三段132可以在第一段128朝向第二段130和玻璃片材100、102运动之前朝向第四段134和玻璃片材100、102运动。在该实施例中,第三段132和第四段134可以同时朝向彼此和玻璃片材100、102运动。优选的是,当两个或更多个段128至134在使玻璃片材100、102成形之前以预定顺序朝向玻璃片材100、102运动时,运动的每个段将在预定的时间段内运动。优选的是,所述预定的时间段在所述两个或更多个段128至134中的一个或多个段开始运动时开始,并且在以预定的顺序朝向玻璃片材100、102运动的所述两个或更多个段128至134中的全部段已经到达静止位置时结束。优选地,预定的时间段为两秒或更短的时间。
[0053]
如在图2中最佳地示出的,第一定位设备136被构造成在玻璃片材100、102被放置于第一弯曲工具106上之后调节玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置。第一定位设备136设置于第一段128的外周边附近。另外,如在图3中最佳地示出的,可以在第二段130的外周边附近设置第二定位设备138。在其它实施例中,可以在第三段132的外周边附近设置第三定位设备140,并且可以在第四段134的外周边附近设置第四定位设备142。
[0054]
在某些实施例中,每个定位设备136至142包含一个或多个玻璃定位器144、144a。优选的是,所述一个或多个玻璃定位器144、144a邻近第一弯曲工具106的成形表面116的周边设置。所述一个或多个玻璃定位器144、144a中的每个被构造成接触玻璃片材100、102的边缘部分以调节玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置。优选地,所述一个或多个玻璃定位器144、144a各自具有相似的构造。然而,可以利用不具有相似的构造的玻璃定位器来实践所述方法,并且可以在所述一个或多个玻璃定位器144、144a中的一个或多个不具有相似的构造时构造第一弯曲工具106。
[0055]
如图2中所示,第一定位设备136可以包括两个玻璃定位器144、144a。如图3中所示,第二定位设备138还可以包括两个玻璃定位器144、144a。另外,在某些实施例中,第三定位设备140和第四定位设备142各自包括两个玻璃定位器144、144a。为了调节玻璃片材100、102的位置,每个玻璃定位器144、144a接触玻璃片材100、102的边缘部分。如果需要,使玻璃片材100、102的边缘部分与一个或玻璃定位器144、144a接触来将玻璃片材100、102的位置调节至第一弯曲工具106的成形表面116上的期望位置。
[0056]
例如,第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a可以接触第一玻璃片材100的第一边缘部分。第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a与第一玻璃片材100的第一边缘部分之间的接触使得该第一边缘部分从相对于第一弯曲工具106的第一位置运动至相对于第一弯曲工具106的第二位置。作为另一示例,第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a可以接触第二玻璃片材102的第一边缘部分。第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a与第二玻璃片
材102的第一边缘部分之间的接触使得该第一边缘部分从相对于第一弯曲工具106的第一位置运动至相对于第一弯曲工具106的第二位置。在其中第一玻璃片材100和第二玻璃片材102具有不同尺寸的实施例中,第一玻璃片材100的第一边缘部分的相对于第一弯曲工具106的第二位置不同于第二玻璃片材102的第一边缘部分的相对于第一弯曲工具106的第二位置。
[0057]
一个或多个玻璃定位器144、144a中的至少一个为可运动的。在一个实施例中,第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a中的至少一个为可运动的。优选地,每个玻璃定位器144、144a为可运动的。例如,第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a中的每个可以为可运动的。在其中第二定位设备138的玻璃定位器144、144a中的至少一个为可运动的实施例中,第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a运动的方式可以类似于第二定位设备138的玻璃定位器144、144a运动的方式。类似地,在其中第三定位设备140和第四定位设备142的玻璃定位器144、144a中的至少一个为可运动的实施例中,第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a运动的方式可以类似于第三定位设备140和第四定位设备142的玻璃定位器144、144a运动的方式。因此,下面可以仅描述第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a的运动。应当理解的是,对第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a的运动的描述可以适用于其它的定位设备138至142的玻璃定位器144、144a的运动。
[0058]
第一定位设备136的第一玻璃定位器144的运动和第二玻璃定位器144a的运动可以同时发生。第一定位设备136的第一玻璃定位器144和第二玻璃定位器144a可以与彼此机械连通,以使得第一玻璃定位器144和第二玻璃定位器144a能够同时运动。还优选的是,第一玻璃定位器144和第二玻璃定位器144a以相似的方式运动。因此,为了描述实施例,下面可以仅描述第一定位设备136的第一玻璃定位器144的运动。应当理解的是,对第一定位设备136的第一玻璃定位器144的运动的描述可以适用于第一定位设备136的第二玻璃定位器144a的运动。
[0059]
第一定位设备136的第一玻璃定位器144的运动可以沿向上的方向或向下的方向为竖直的。例如,在调节第一玻璃片材100的相对于第一弯曲工具106的位置之前,第一定位设备136的第一玻璃定位器144可以沿向上的方向竖直地运动。在调节第一玻璃片材100的相对于第一弯曲工具106的位置之后,第一定位设备136的第一玻璃定位器144可以沿向下的方向竖直地运动至静止位置。在该实施例中,静止位置可以在第一弯曲工具106的成形表面116下方。
[0060]
第一定位设备136的第一玻璃定位器144的运动也可以沿朝向第二段130的方向。还优选的是,第一定位设备136的第一玻璃定位器144为可运动的并且沿远离第二段130的方向运动。例如,在已经调节第一玻璃片材100的位置之后,第一定位设备136的第一玻璃定位器144可以远离第二段130运动。在某些实施例中,第一定位设备136的第一玻璃定位器144朝向第二段130运动的方向平行于玻璃行进的方向或沿与玻璃行进的方向相同的方向。
[0061]
在其中第二定位设备138的玻璃定位器144、144a运动的实施例中,第二定位设备138的玻璃定位器144、144a可以沿朝向第一段128的方向运动。在这些实施例中,第二定位设备138的玻璃定位器144、144a可以与玻璃行进的方向相反地运动。另外,在这些实施例
中,在已经调节第一玻璃片材100的位置之后,第二定位设备138的玻璃定位器144、144a可以沿玻璃行进的方向且远离第一段128运动。
[0062]
为了接触第一玻璃片材100的第一边缘部分并且调节第一玻璃片材100的位置,第一定位设备136的第一玻璃定位器144朝向第二段130从第一位置运动至第二位置。在已经调节第一玻璃片材100的位置之后,第一定位设备136的第一玻璃定位器144可以从第二位置运动至第一位置或另外的位置。例如,如果接下来要成形的玻璃片材被构造成类似于第一玻璃片材100,则第一定位设备136的第一玻璃定位器144可以从第二位置运动至第一位置。然而,如果接下来要成形的玻璃片材为上述的第二玻璃片材102,则第一定位设备136的第一玻璃定位器144可以从第二位置运动至第三位置。为了接触第二玻璃片材102的第一边缘部分并且调节第二玻璃片材102的位置,第一定位设备136的第一玻璃定位器144朝向第二段130从第三位置运动至第四位置。在已经调节第二玻璃片材102的位置之后,第一定位设备136的第一玻璃定位器144可以从第四位置运动至第一位置、第三位置或另外的位置。例如,如果接下来要成形的玻璃片材被构造成类似于第一玻璃片材100,则第一定位设备136的第一玻璃定位器144可以从第四位置运动至第一位置。在实施例中,第一、第二、第三以及第四位置中的每个可以彼此不同。
[0063]
优选地,当第一定位设备136的第一玻璃定位器144处于第一位置中时,第一玻璃片材100被放置于第一弯曲工具106上。还优选的是,当第二玻璃片材102被放置于第一弯曲工具106上时,第一定位设备136的第一玻璃定位器144处于第三位置中。优选地,当第一定位设备136的第一玻璃定位器144朝向第二段130运动时,第一定位设备136的第一玻璃定位器144从第一位置运动至第二位置或从第三位置运动至第四位置。还优选的是,当第一定位设备136的第一玻璃定位器144沿远离第二段130的方向运动时,第一定位设备136的第一玻璃定位器144从第二位置运动至第一位置或第三位置。还优选的是,当在第一弯曲工具106上使玻璃片材100、102成形时,第一定位设备136的第一玻璃定位器144处于第二位置或第四位置中。在某些实施例中,第一定位设备136的第一玻璃定位器144在一秒或更短的时间内从第一位置运动至第二位置或从第三位置运动至第四位置。在其它实施例中,第一定位设备136的第一玻璃定位器144在半秒或更短的时间内从第一位置运动至第二位置、从第二位置运动至第三位置、从第三位置运动至第四位置、或从第四位置运动至第一位置。
[0064]
第三定位设备140和第四定位设备142的玻璃定位器144、144a也可以被用来调节第一玻璃片材100和第二玻璃片材102的位置。为了调节第一玻璃片材100或第二玻璃片材102的位置,第三定位设备140的一个或多个玻璃定位器144、144a接触玻璃片材100、102的第三边缘部分。第三定位设备140的一个或多个玻璃定位器144、144a与玻璃片材100、102的第三边缘部分之间的接触使得玻璃片材100、102的第三边缘部分相对于第一弯曲工具106从第一位置运动至第二位置。为了调节第一玻璃片材100或第二玻璃片材102的位置,第四定位设备142的一个或多个玻璃定位器144、144a接触玻璃片材100、102的第四边缘部分。第四定位设备142的一个或多个玻璃定位器144、144a与玻璃片材100、102的第四边缘部分之间的接触使得玻璃片材100、102的第四边缘部分相对于第一弯曲工具106从第一位置运动至第二位置。
[0065]
第三定位设备140和第四定位设备142的每个玻璃定位器144、144a可以为可运动的。在其中第三定位设备140和第四定位设备142的玻璃定位器144、144a中的一个或多个为
可运动的实施例中,第三定位设备140和第四定位设备142的可运动的所述一个或多个玻璃定位器144、144a运动的方式可以为相似的。另外,第三定位设备140和第四定位设备142的可运动的所述一个或多个玻璃定位器144、144a的运动可以同时发生。在该实施例中,第三定位设备140和第四定位设备142的可运动的玻璃定位器144、144a可以彼此机械连通。
[0066]
第三定位设备140的玻璃定位器144、144a的运动可以沿向上的方向或向下的方向为竖直的。例如,在调节第一玻璃片材100的相对于第一弯曲工具106的位置之前,第三定位设备140的玻璃定位器144、144a可以沿向上的方向竖直地运动。在调节第一玻璃片材100的相对于第一弯曲工具106的位置之后,第三定位设备140的玻璃定位器144、144a可以沿向下的方向竖直地运动至静止位置。在该实施例中,静止位置可以在第一弯曲工具106的成形表面116下方。第四定位设备142的玻璃定位器144、144a可以以类似的方式竖直地运动。为了使第三定位设备140和第四定位设备142的一个或多个玻璃定位器144、144a能够竖直地运动,可以像上述第一定位设备136的第一玻璃定位器144那样构造所述第三定位设备和所述第四定位设备。
[0067]
第三定位设备140的玻璃定位器144、144a的运动还可以沿朝向第四段134的方向。还优选的是,当第三定位设备140的一个或多个玻璃定位器144、144a为可运动的时,该运动还沿远离第四段134的方向。例如,在已经调节玻璃片材100、102的位置之后,第三定位设备140的所述一个或多个玻璃定位器144、144a可以远离第四段134运动。在某些实施例中,第三定位设备140的玻璃定位器144、144a运动的方向朝向第四段134并且垂直于玻璃行进的方向。
[0068]
第四定位设备142的玻璃定位器144、144a的运动还可以沿朝向第三段132的方向。还优选的是,当第四定位设备142的一个或多个玻璃定位器144、144a为可运动的时,该运动还沿远离第三段132的方向。例如,在已经调节玻璃片材100、102的位置之后,第四定位设备142的所述一个或多个玻璃定位器144、144a可以远离第三段132运动。在某些实施例中,第四定位设备142的玻璃定位器144、144a运动的方向朝向第三段132并且垂直于玻璃行进的方向。
[0069]
在某些实施例中,每个定位设备136至142与段128至134机械连通。在这些实施例中,每个段128至134可以具有与其机械连通的一个或多个玻璃定位器144、144a。例如,如图3中所示,第一段128、第二段130、第三段132以及第四段134可以各自具有与其机械连通的一个或多个玻璃定位器144、144a。
[0070]
与运动的段128至134(例如,第一段128)机械连通的一个或多个玻璃定位器144、144a可以与所述段一起运动,并且在接触玻璃片材100、102的边缘部分之前沿朝向玻璃片材100、102的方向运动。与不运动的段128至134机械连通的玻璃定位器144、144a在接触玻璃片材100、102的边缘部分之前可以不沿朝向玻璃片材100、102的方向运动。例如,在一个实施例中,第二段130可以具有固定的位置。在该实施例中,在玻璃片材100、102已经被放置于第一弯曲工具106的成形表面116上之后,第二段130不沿朝向第一段128或玻璃片材100、102的方向运动。因此,在该实施例中,如果第二定位设备138的一个或多个玻璃定位器144、144a与第二段134机械连通,则第二定位设备138的一个或多个玻璃定位器144、144a在接触玻璃片材100、102的第二边缘部分之前可以不沿朝向玻璃片材100、102的方向运动。
[0071]
在其它实施例中,一个或多个玻璃定位器144、144a可以相对于段128至134运动。
在某些实施例中,玻璃定位器144、144a的运动可以沿向上的或向下的方向为竖直的。在其它实施例中,玻璃定位器144、144a的运动可以沿朝向或远离玻璃片材100、102的方向。
[0072]
现在参考图5-图6,在这些实施例中,定位设备136至142可以包括第一动力部件146。第一动力部件146被用来使玻璃定位器144、144a沿向上的或向下的方向竖直地运动。第一动力部件146也可以被用来使玻璃定位器144、144a朝向段128至134旋转,这在图4中示出。在一个实施例中,玻璃定位器144、144a朝向段旋转30-180度。优选地,玻璃定位器144、144a旋转90度。
[0073]
在某些实施例(未示出)中,第一动力部件可以包括伺服马达。伺服马达使玻璃定位器144、144a能够沿向上的或向下的方向竖直地运动。在其它实施例中,像图6中所示的那样,第一动力部件146可以包括凸轮驱动器148。凸轮驱动器148包括可以与从动构件152机械地连通的驱动构件150。驱动构件150可以设置于壳体154内。从动构件152的一部分也可以由壳体154接收。
[0074]
在一个实施例中,驱动构件150包括气压缸156。当期望使玻璃定位器144、144a沿向上的方向竖直地运动时,气压缸156可以接收加压空气。当期望使玻璃定位器144、144a沿向下的方向竖直地运动时,气压缸156可以排出加压空气。第一动力部件146可以使玻璃定位器144、144a能够从第一位置竖直地运动至第二位置以及从第二位置竖直地运动至第一位置。
[0075]
气压缸156可以包括活塞158。气压缸156所接收的加压空气可以被用来沿向上的方向竖直地推动活塞158。活塞158沿向上的方向的竖直运动可以沿向上的方向竖直地推动从动构件152。
[0076]
从动构件152可以在一端上与玻璃定位器144、144a机械连通以及在相对的端上与驱动构件150机械连通。从动构件152可以包括凸轮从动件160。凸轮从动件160与轨道162机械连通。轨道162被构造成引导凸轮从动件160。凸轮从动件160的在轨道162中的运动使得能够实现从动构件152的沿竖直方向的运动以及从动构件152的旋转。从动构件152的旋转使得能够实现玻璃定位器144、144a的朝向段128至134的旋转,如上所述。
[0077]
第一动力部件146可以与第二动力部件164机械连通。优选地,第一动力部件146在第二动力部件164的第一侧上与所述第二动力部件机械连通。在第二动力部件164的第二侧上,所述第二动力部件附接至框架166。在一个实施例中,框架166为平台。
[0078]
第二动力部件164被用来使玻璃定位器144、144a沿朝向或远离玻璃片材100、102的方向运动。在一个实施例中,第二动力部件164可以包括气压缸。当期望使玻璃定位器144、144a朝向或远离玻璃片材100、102运动时,气压缸可以接收加压空气。类似地,当期望使玻璃定位器144、144a朝向或远离玻璃片材100、102运动时,气压缸可以排出加压空气。第二动力部件164可以使玻璃定位器144、144a能够从第一位置水平地运动至第二位置以及从第二位置水平地运动至第一位置。
[0079]
气压缸可以包括活塞。由气压缸所接收的加压空气可以被用来沿朝向或远离玻璃片材100、102的方向推动活塞。活塞的朝向或远离玻璃片材100、102的运动朝向或远离玻璃片材100、102推动玻璃定位器144、144a。在其它实施例(未示出)中,第二动力部件可以包括伺服马达。伺服马达使玻璃定位器144、144a能够朝向或远离玻璃片材100、102运动。
[0080]
可以利用一个或多个支撑件168来调整每个段128至134的竖向位置。可以调整特
定的段128至134的竖向位置,以补偿所述段或另一段中的由第一弯曲工具106的加热和冷却所引起的变化。一个或多个支撑件168各自具有可以被修改的长度。由于每个段128至134具有附接至其的一个或多个支撑件168,因此修改所述一个或多个支撑件168中的至少一个的长度调整了段128至134的位置。通过增加或减小附接至段128至134的一个或多个支撑件150的长度而沿竖直方向调整段128至134的位置。
[0081]
现在将参考图5和图7中所示的段来描述所述一个或多个支撑件168。应当理解的是,下面提供的针对图5和图7中所示的段的描述适用于第一弯曲工具106的每个段128至134。
[0082]
现在参考图5和图7,一个或多个支撑件168中的每个支撑件附接至段128至134,并且在相对的端上,一个或多个支撑件168中的每个支撑件附接至基座构件170。基座构件170可以包括上部凸缘172。在一侧上,上部凸缘172附接至所述一个或多个支撑件168。在相对的侧上,上部凸缘172附接至第一壁部分174的第一端和第二壁部分176的第一端。上部凸缘172还在一个或多个竖直地延伸的肋178的上端处附接至所述一个或多个竖直延伸的肋。所述一个或多个竖直地延伸的肋178中的肋180、182也可以附接至第一壁部分174和第二壁部分176中的每个。所述一个或多个竖直地延伸的肋178还可以附接至下部凸缘184。第一壁部分174的第二端和第二壁部分176的第二端也可以附接至下部凸缘184。
[0083]
为了使段128至134能够运动,基座构件170经由下部凸缘184附接至一对铰链186、188。以分解方式示出图7中所示的铰链186、188,其中为了清楚起见将某些部分去除。优选的是,图7中所示的每个铰链186、188包括第一构件190,所述第一构件附接至下部凸缘184。在第一构件190中设置用于接收销(未示出)的开口。所述销还被穿过第二构件192中的一对开口设置。通过穿过每个构件190、192中的开口设置所述销而将第一构件190和第二构件192接合。可以在第二构件192中的每个开口中设置衬套(未示出)。优选地,每个衬套围绕所述销的一部分设置。在一个实施例中,衬套使销能够旋转。在另一实施例中,可以通过另一种类型的轴承实现销的旋转。通过将第二构件190的一个端部附接至框架194或另外的框架(其在图5中被示出)来固定第二构件190的位置。
[0084]
每个框架166、194为固定的构件。因此,在其中第一弯曲工具106包括框架166、194的实施例中,段128至134可以为能够相对于框架166、194运动的。例如,在一个实施例中,第一段128能够相对于框架运动。在该实施例中,第一段128可以处于相对于框架166、194的第一位置中,并且可以相对于框架166、194从第一位置运动至第二位置。当需要时,第一段128可以从相对于框架166、194的第二位置运动返回至相对于框架166、194的第一位置。当第一弯曲工具106包括可运动的其它段130至134时,可运动的所述其它段130至134可以处于相对于框架166、196的第一位置中或相对于框架166、196的第二位置中,并且如上文针对第一段128所描述的那样,那些段130至134可以从相对于框架166、196的第一位置运动至相对于框架166、196的第二位置,或者从所述第二位置运动至所述第一位置。另外,玻璃片材100、102能够相对于框架166、196运动。例如,在玻璃片材100、102被放置于第一弯曲工具106上之后并且在玻璃片材100、102成形之前,玻璃片材100、102可以处于相对于框架166、196的第一位置中并且从相对于框架166、196的第一位置运动至相对于框架166、196的第二位置。另外,一个或多个玻璃定位器144、144a中的至少一个能够相对于框架166、196运动。优选地,每个框架166、196由刚性材料构成。
[0085]
每个段128至134和每个定位设备136至142可以由一个或多个控制器(未示出)调整。所述一个或多个控制器通过提供将动力或加压气体引导至第一弯曲工具106的部分146、164的信号来调整每个段128至134和每个定位设备136至142。
[0086]
例如,在调节玻璃片材100、102的位置之前,可以将动力或加压空气引导至第一动力部件146、第二动力部件164和/或第一弯曲工具106的另外的部分。在一个实施例中,当期望使玻璃定位器144、144a从第一位置运动至第二位置或从第三位置运动至第四位置时,将加压空气或动力引导至第二动力部件164。在其它实施例中,在调节玻璃片材100、102的位置之后,将加压空气或动力引导至第一动力部件146和第二动力部件164。在一个这样的实施例中,当期望使玻璃定位器144、144a从第二位置运动至第一位置或从第四位置运动至第三位置时,将动力引导至第二动力部件164。在另一实施例中,当期望使玻璃定位器144、144a从第二位置运动至第三位置或从第四位置运动至第一位置时,将动力引导至第二动力部件164。
[0087]
然而,如上所述,所述一个或多个控制器可以与第一弯曲工具106的其它部分(例如,驱动机构(未示出))通信并且向第一弯曲工具106的所述其它部分提供信号。另外,所述一个或多个控制器可以与多个辊118和流体垫组件120通信并且向所述多个辊和所述流体垫组件提供信号。由所述一个或多个控制器向第一弯曲工具106和驱动机构提供的信号可以引导第一弯曲工具106、多个辊118、和/或流体垫组件120的沿向下的方向或沿向上的方向的竖直运动。还应当理解的是,在某些实施例中,所述一个或多个控制器与第二弯曲工具124连通并且向所述第二弯曲工具提供信号,以引导第二弯曲工具124的沿向下的方向或沿向上的方向的竖直运动。所述一个或多个控制器还可以与所述一个或多个玻璃停止设备114、114a通信并且向所述一个或多个玻璃停止设备提供信号,以在玻璃片材100、102被放置于第一弯曲工具106上之前调整玻璃片材100、102的定位。
[0088]
在某些实施例中,所述一个或多个控制器可以在编程指令组的控制下运行和/或提供上述信号,所述编程指令组也可以被称为软件。所述一个或多个控制器可以包含其中存储有编程指令的存储器(未示出)。在一个实施例中,所述编程指令组使所述一个或多个控制器能够调整流体的流动、玻璃片材100、102的相对于成形表面116的定位和/或弯曲工具106、124、多个辊118以及流体垫组件120的按预定顺序的运动。
[0089]
所述一个或多个控制器还可以接收信号。例如,所述一个或多个控制器可以与光学传感器(未示出)通信,所述光学传感器指示玻璃片材100、102的在玻璃成形线104中的位置。在其它实施例中,所述一个或多个控制器可以接收来自第一弯曲工具106、一个或多个玻璃停止设备114、114a、第二弯曲工具124、一个或多个阀、和/或连接至多个辊118和流体垫组件120的驱动机构的信号。
[0090]
在玻璃片材100、102已经被放置于第一弯曲工具106上之后并且在被成形之前,可以相对于第一弯曲工具106的成形表面116调节玻璃片材100、102的位置。为了调节玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置,玻璃定位器144、144a中的至少一个如上所述运动以接触玻璃片材100、102的边缘部分。在一个实施例中,第一定位设备136的第一玻璃定位器144从第一位置运动至第二位置或从第三位置运动至第四位置,以接触玻璃片材100、102的第一边缘部分。在该实施例中,玻璃片材100、102的第一边缘部分为玻璃片材100、102的后边缘部分。然而,在其它实施例中,玻璃片材100、102的第一边缘部分
可以为玻璃片材100、102的柱状边缘部分。优选地,由一个或多个玻璃定位器144、144a接触玻璃片材100、102的第二边缘部分,以调节玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置。在一个实施例中,两个玻璃定位器144、144a各自从第一位置运动至第二位置或从第三位置运动至第四位置以接触玻璃片材100、102的第二边缘部分。在该实施例中,玻璃片材100、102的第二边缘部分可以为玻璃片材100、102的柱状边缘部分。然而,在其它实施例中,玻璃片材100、102的第二边缘部分可以为玻璃片材100、102的前边缘部分。在其它实施例中,由一个或多个玻璃定位器144、144a接触玻璃片材100、102的第三边缘部分,以调节玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置。在某些实施例中,一个或多个玻璃定位器144、144a从第一位置运动至第二位置或从第三位置运动至第四位置以接触玻璃片材100、102的第三边缘部分。在一个这样的实施例中,玻璃片材100、102的第三边缘部分为玻璃片材100、102的第一柱状边缘部分或第二柱状边缘部分。优选地,玻璃片材100、102的第三边缘部分为玻璃片材100、102的后边缘部分。另外,可能优选的是,由一个或多个玻璃定位器144、144a接触玻璃片材100、102的第四边缘部分,以调节玻璃片材100、102的相对于第一弯曲工具106的成形表面116的位置。在某些实施例中,一个或多个玻璃定位器144、144a从第一位置运动至第二位置或从第三位置运动至第四位置以接触玻璃片材100、102的第四边缘部分。在一个这样的实施例中,玻璃片材100、102的第四边缘部分为玻璃片材100、102的前边缘部分。然而,在另一实施例中,玻璃片材100、102的第四边缘部分为玻璃片材100、102的第一柱状边缘部分或第二柱状边缘部分。
[0091]
返回参考图1,在其中经由压制弯曲使玻璃片材100、102成形的实施例中,在第一弯曲工具106与第二弯曲工具124之间发生运动以使每个玻璃片材100、102成形。在其中将要对玻璃片材100、102进行压制弯曲的实施例中,一旦如上所述已经相对于第一弯曲工具106的成形表面116定位玻璃片材100、102,则优选的是,第一弯曲工具106朝向第二弯曲工具124运动,其中第二弯曲工具124不运动,以对玻璃片材100、102进行压制弯曲。在该实施例中,在第一弯曲工具106的运动之后,玻璃片材100、102在第一弯曲工具106与第二弯曲工具124之间被压制弯曲。然而,在其它实施例中,第一弯曲工具106可以朝向第二弯曲工具124运动,并且第二弯曲工具124可以朝向第一弯曲工具106运动。替代地,第二弯曲工具106可以朝向第一弯曲工具106运动,其中第一弯曲工具106不运动。在任何这些替代方案中,目的是实现第一弯曲工具106与第二弯曲工具124之间的相对运动,以在第一弯曲工具106与第二弯曲工具124之间对玻璃片材100、102进行压制弯曲。
[0092]
在压制期间,可以在形成于第二弯曲工具124中的通道196上抽真空,以有助于将玻璃片材100、102形成为期望的形状。在玻璃片材100、102的成形完成时,可以通过经由第二弯曲工具124的通道196所施加的正压力来从第二弯曲工具124释放玻璃片材100、102。
[0093]
当弯曲工艺完成时,输送装置(未示出)将成形的玻璃片材100、102运送至退火炉198中。在退火炉198中,成形的玻璃片材100、102可以如在现有技术中已知的那样被回火或退火并且被冷却至可以进行处理的温度。成形的玻璃片材100、102可以被用于构造用于车辆的窗,例如挡风玻璃、侧窗、天窗或后窗。这样的窗可以为整体的或层压的。
[0094]
根据专利法规的规定,已经以被认为代表本发明的优选实施例的内容对本发明进行了描述,然而,应当注意的是,本发明可以被以不同于所具体示出和描述的方式来实践,而不脱离本发明的范围或精神。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 运动

 热门咨询
热门咨询




tips