
 商标分类
商标分类  商标转让
商标转让 
制造玻璃带的设备和方法与流程
 2021-01-30 16:01:44|
2021-01-30 16:01:44| 282|
282| 起点商标网
起点商标网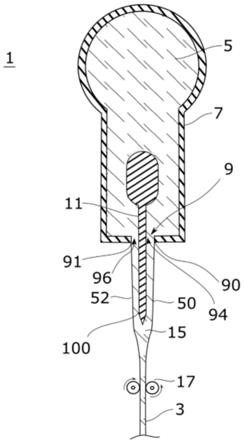
[0001]
本发明总体上涉及玻璃制造。更具体地,本发明涉及采用下拉工艺制造玻璃带。
背景技术:
[0002]
已知各种用于制造玻璃带的拉伸工艺。除浮法工艺外,也采用垂直拉伸工艺,例如:溢流熔融工艺和下拉工艺。浮法工艺特别用于待制造的宽玻璃片。该技术的缺点在于:因为玻璃带的一面暴露,而另一面与锡槽接触,所以玻璃的两面在性能上有很大不同。除此之外,也会导致玻璃的支承在锡槽上的那面受到锡污染。
[0003]
相比之下,下拉工艺可用于制造表面完全相似的玻璃带。此外,下拉工艺特别适合于制造很薄的玻璃和宽玻璃带。
[0004]
在下拉工艺中,拉伸槽确保玻璃均匀向下分布到喷嘴狭槽,玻璃在热成形温度下通过该喷嘴狭槽排出。在没有导向体(也称为内喷嘴的叶片体)的下拉情况下,由于玻璃在拉伸头区域的停留时间短,因此所生产的物品的表面质量较差,尤其是具有细纹,也称为波纹。通过这种方式,无法有效地消除在喷嘴出口处的玻璃的撕裂边缘上产生的不均匀现象。此外,在这种情况下,该工艺要求喷嘴具有狭槽形状,该狭槽形状必须与各种情况下待形成的厚度相适应。一旦待形成的厚度尺寸发生变化,就会因为调机时间和材料要求增加而导致停机。
[0005]
使用导向体可以改善这种状况。然而,更一般的情况下,导向体会影响熔融玻璃在拉伸槽中的流动,从而可能导致厚度变化和玻璃缺陷(例如,特别是条纹)。
技术实现要素:
[0006]
因此,本发明的目的是提供一种用于拉伸玻璃带的装置及相应的方法,该装置及相应的方法提高了玻璃带的形状精度、尺寸一致性并且避免了玻璃缺陷。该目的是通过独立权利要求的主题实现的。在相应的从属权利要求中说明了其它有利的实施例。因此,本发明提供了一种用于从熔融玻璃拉伸玻璃带的设备,该设备包括用于容纳熔融玻璃的拉伸槽,该拉伸槽具有优选为间隙状或狭槽状的下喷嘴口,熔融玻璃可以通过该下喷嘴口向下排出。该设备还包括导向体,该导向体从拉伸槽的喷嘴口向下伸出。导向体被支撑成与喷嘴口的边缘隔开,从而在导向体和喷嘴口的边缘之间限定出两个喷嘴狭槽。同时,导向体在其两个相对端部得到支撑,使得导向体以自支撑的方式沿着喷嘴口悬挂。
[0007]
在自支撑悬挂的情况下,特别是对于宽玻璃带,由于高温拉伸过程中的机械负荷,设备的某些部分可能会随着时间的流逝而发生蠕变变形,影响喷嘴和导向体的几何形状。特别是在要加工具有高软化温度的玻璃时,会出现该问题。为此,根据一个优选的实施例,可以想到:导向体包括作为载体材料的细晶粒稳定的金属。
[0008]
因为导向体沿着喷嘴狭槽以自支撑的方式延伸,也就是说,避免了在装有熔融玻璃的拉伸槽内设置用于导向体的支撑装置或支柱,因此,熔融玻璃的流动不受此类结构的影响。通过这种方式,实现了非常均匀的玻璃流动,并且拉伸出厚度相对均匀的玻璃带。但
是,一方面由于导向体本身的重量,另一方面由于玻璃带的拉出,弯矩因端部的悬挂而作用在导向体上,这可能造成导向体的蠕变变形。通过导向体的支撑结构中的细晶粒稳定的金属,可以防止这种蠕变变形。
[0009]
上述装置可以实施用于制造玻璃带的方法,其中,将熔融玻璃送入拉伸槽,拉伸槽具有供熔融玻璃排出的下喷嘴口,其中,在拉伸槽内布置导向体,且该导向体从拉伸槽的喷嘴口向下伸出,导向体被支撑成与喷嘴口的边缘隔开,从而在导向体和喷嘴口的边缘之间限定出两个喷嘴狭槽;其中,导向体通过其两个相对侧端被悬挂,使其以自支撑的方式沿着喷嘴口延伸,即:沿着其纵向延伸;其中,熔融玻璃自拉伸槽从喷嘴狭槽中流出,分成两条支流,并沿着导向体的从喷嘴口伸出的部分流动,上述支流在导向体的下端汇合,形成拉伸头(ziehzwiebel),从拉伸头中拉出玻璃带;其中,通过玻璃带的拉出而作用在导向体上的拉力通过导向体的侧端悬挂导向体而被吸收。
[0010]
与未使用导向体的玻璃带拉伸工艺相比,使用导向体的下拉工艺由于拉伸槽开口更大且产品表面质量更好而可以实现更高的玻璃产量。因为熔融玻璃从喷嘴流出后在导向体上的停留时间延长。另一个优点在于:在这种情况下,可以在温度升高的情况下在喷嘴区域中进行操作,因为10
3.5
dpa
·
s至10
4.5
dpa
·
s的成形粘度不需要在喷嘴狭槽中实现,仅需在导向体的下边缘实现。对于结晶敏感的玻璃和玻璃陶瓷,这是非常有利的,并且可以提高产量。与采用陶瓷溢流槽的溢流熔融工艺相比,下拉工艺(无论是否采用导向体)的优势在于:没有中心条纹或中心条纹(这是由槽的陶瓷引起的)减少。因此,沿厚度方向的玻璃组分均匀性非常高。而且,由于目前提出的自支撑悬挂,导向体不会在玻璃中造成任何不均匀性。此外,该工艺具有高度的灵活性,因为在该工艺停止之后,可以更换这些工具,也可以以后再次使用这些工具。此外,珠状件的厚度相对减小,这尤其使得更容易将玻璃带偏转到退火炉出口的水平下游处进行进一步加工,特别地,还提高了效率和产量。
[0011]
根据一个实施例,至少一种细晶粒稳定形式的以下贵金属合金用于导向体,并且,可选地,还用于拉伸槽,特别是喷嘴口附近的拉伸槽部分:0%≤x≤100%、0%≤y≤20%、0%≤z≤20%的pt
x
rh
y
au
z
,0%≤u≤100%,0%≤v≤20%的pt
u
ir
v
合金。
[0012]
如果不进行细晶粒稳定化,在超过1100℃的高温下,尤其是在超过1250℃的临界温度下,这些合金无法再完全稳定地抵抗蠕变过程,随着时间的推移,这会加剧工具的变形。然而,此处所述的装置通常允许在高于1100℃的成形温度下从玻璃中拉伸玻璃带,而并不限于上述特定合金。在本公开中,成形温度是指玻璃具有104dpa
·
s的粘度时的温度。
[0013]
在使用叶片体或导向体的下拉工艺中,拉伸槽、狭槽式喷嘴和导向体形成一个系统,该系统影响粘性玻璃的厚度分布(纵向和横向分布)。在此,该系统良好的长期稳定性是非常有利的。即使在高拉伸力的情况下,当前所述的组件也可以使用运用导向体的下拉方法。根据一个实施例,可以设想:以每1000mm玻璃带宽度大于100n的拉力从喷嘴或拉伸槽中拉出玻璃带。对于热成形温度超过1200℃的玻璃,这甚至也是可能的。
[0014]
在1450℃的热成形温度下,在受到拉力的组件区域中使用具有夹层结构和细晶粒稳定贵金属组件的叶片或导向体时,即使在制备超过两周后,也未观察到质量临界变形。
[0015]
特别地,适用于细晶粒稳定的载体材料的金属包括铂和铂合金,尤其是pt、ptrh、ptau、ptrhau和ptir,优选具有上述百分比。可以通过熔融冶金工艺或粉末冶金工艺生产载体材料。优选将纳米颗粒用于细晶粒稳定化。zro2非常适合用作细晶粒的材料。特别地,当
金属熔融时或当合金混合熔融时,可以添加细晶粒,使其分布在熔体中。通常,也可以采用粉末冶金法生产细晶粒稳定组件。为此,将金属颗粒和细晶粒混合,并将混合物烧结在一起。
[0016]
完全由细晶粒稳定的金属制成的导向体特别稳定。
[0017]
根据另一个实施例,导向体可由多个部件组成,在这种情况下,至少一个部件或组件是由细晶粒稳定的金属制成的。在这种情况下,特别地,该导向体是由细晶粒稳定的金属和另一种材料制成的夹层结构。另一种材料可以是金属或非金属的耐高温材料。通常也可以在陶瓷表面覆盖稳定合金或部分稳定合金,以增强其抗蠕变性并防止陶瓷腐蚀。因此,根据一个实施例,导向体包括至少一个陶瓷元件,该陶瓷元件涂覆有细晶粒稳定的金属。
[0018]
完全由细晶粒稳定的金属制成的导向体的实施例的变体具有稳定性增强的优点。其缺点是:由于稳定材料的浮动效应和脆性增强,增加了材料成本且降低了可焊性。
[0019]
就材料成本和可焊性而言,优选的是包括导向体的夹层结构或与非细晶粒稳定的金属组合的另一种变体,但其预期的使用寿命较短。此类稳定材料的供应商为例如:umicore、furuya、heraeus、tanaka,每个供应商都有其各自的材料(例如:umicore的ptrh10 fks rigilit、ptrh10 fks saeculit;heraeus的ptrh10 dph或dph-a等)。具有高抗蠕变性的贵金属(例如:纯铱)不太适合,因为它们不抗氧化。
附图说明
[0020]
现在将参考附图更详细地解释本发明,其中:
[0021]
图1是具有导向体的拉伸槽的剖视图;
[0022]
图2示出了处于悬挂状态的导向体和玻璃带的横截面;
[0023]
图3是沿着喷嘴口截取的穿过拉伸槽的纵向截面图;
[0024]
图4是具有导向体的拉伸槽的透视图;
[0025]
图5示出了几种合金的蠕变率的测定值与机械张力的函数关系图;
[0026]
图6至图10示出了具有导向体的不同实施例的装置;
[0027]
图11和图12示出喷嘴口的实施例;
[0028]
图13是用于示出计算拉伸槽中的压降的参数的拉伸槽的剖视图。
具体实施例
[0029]
图1示出了用于从熔融玻璃5中拉伸玻璃带3的设备1的某些部分。设备1包括用于容纳熔融玻璃5的拉伸槽7,该拉伸槽下端设有喷嘴口9,熔融玻璃5可以通过该喷嘴口向下排出。导向体11布置在拉伸槽7的内部,且从拉伸槽7的喷嘴口9向下伸出。当导向体11延伸穿过喷嘴口时,将其细分为两个喷嘴狭槽94、96。熔融玻璃5从喷嘴狭槽94、96中流出,形成两条支流50、52,这两条支流沿着导向体11向下流动,且在导向体11的伸出喷嘴口9的部分100的下端处汇合。两条支流在此汇合并且玻璃带由此处拉伸形成的区域称为拉伸头15。在拉伸过程中,玻璃带3的厚度随着玻璃的拉伸而减小。同时,随着其与喷嘴口9之间的距离增加,玻璃温度降低,并且相应地粘度增加直到固化。
[0030]
通常优选的是,导向体11从喷嘴口9伸出至少30mm,优选至少80mm。这确保了熔融玻璃在导向体11上的良好分布,从而防止玻璃带的厚度发生变化。
[0031]
不限于所示示例,可能有利的是,导向体11包括阻体101,该阻体101布置在拉伸槽7内且由导向体11上端的增厚部分组成,与导向体11的下邻接部分相比,使熔融玻璃5的流动横截面变窄。可将导向体11的下部称为翅片或叶片103。因此,更一般地,根据本发明的一个实施例,提出以下建议:导向体11包括阻体101和布置在该阻体101下方的叶片103;阻体101的宽度大于叶片103的宽度,以限制拉伸槽7中的流动横截面。
[0032]
优选地,从喷嘴口9到阻流体或阻体101的下边缘的距离通常为至少3mm,优选为至少8mm。
[0033]
为了拉出玻璃带3,可提供拉伸装置17,该拉伸装置可包括例如一对或多对从动辊。拉伸使拉力施加在玻璃带3上,该拉力通常至少主要作用在导向体11上。除了重力之外,该拉力也作用在相同的方向上。为了固定导向体11并吸收这些作用力,可使用由熔融玻璃5包围的支柱将导向体11支撑在拉伸槽中。这种支撑在机械上是非常稳定的。但是,有人已经发现这可能对玻璃带3的质量产生不利影响。与此相反,本发明总体上设想至少沿着喷嘴口9的中心部分以自支撑的方式悬挂导向体11。根据另一个实施例,尤其可以想到:通过拉伸形成玻璃带3,其具有厚度均匀的中心区域和厚度大于中心区域厚度的两个边缘侧的珠状件;将所述导向体(11)悬挂使得导向体11至少沿着喷嘴口的形成厚度均匀的中心区域的部分以自支撑方式延伸。
[0034]
图2示出了根据一个实施例的处于悬挂状态的导向体11和玻璃带3的横截面。该玻璃带3包括中心区域30以及边缘上的珠状件31、33,沿着该中心区域,玻璃带3的厚度完全不会发生变化或仅略有变化。中心区域30是所谓的质量区域,由该质量区域生产待制造的玻璃制品。通常,分离珠状件31、33,并且可将珠状件的玻璃重新熔融并放回拉伸槽7中。将导向体11悬挂在底座19上。支撑区域21(其中作用在导向体11的力在该区域被传递至底座19)离侧边足够近,使得这些区域位于质量区域或中心区域30的外部。在这些区域21之间,导向体11是自支撑的,也就是说没有另外的悬挂点。图3示出了该实施例的具体实施方式。
[0035]
图3是穿过拉伸槽的剖面示意图,其中剖切方向以具有垂直剖切平面的喷嘴口9为中心。在拉伸槽7的底部70上设有喷嘴口,且放置有支撑元件23,导向体11支承在这些支撑元件上。如图所示,支撑元件23可放置成靠近喷嘴口9处且跨过喷嘴口9。导向体11在支撑元件23上的支撑点形成支承区域,特别是导向体11的支撑区域21。
[0036]
根据本发明的一个实施例,不限于所示的示例,通常可以想到:拉伸喷嘴中的导向体11位于支撑元件23上,且在支撑区域21之间以自支撑的方式由支撑元件23保持。
[0037]
通常,优选地,将导向体11设计成使得当以每1000mm玻璃带宽度大于100n的拉力从拉伸槽7拉出玻璃带时,导向体11不会明显弯曲。
[0038]
图4示意性地示出了另一个特别优选的实施例的示例。在此,示出了拉伸槽7的透视图。该视图还示出了入口74,通过该入口74将熔融玻璃引入到拉伸槽7中。在该示例中,两个端板71侧向封闭拉伸槽。端板71具有开口72,导向体11的悬杆或悬臂110、111穿过开口72伸出。这些悬臂110、111位于布置在拉伸槽7外部的底座19上。因此,(导向体11以自支撑方式悬挂在其间的)支撑区域21位于拉伸槽7的外部,并因此也位于在拉伸槽7中向下流动的熔融玻璃的外部。因此,不限于所示出的示例,根据用于拉伸玻璃带的设备的一个实施例,可以想到:将导向体11支撑在拉伸槽7的外部。在这种情况下,特别地,导向体以自支撑的方式延伸跨过拉伸槽7的整个内部。通过这种方式,防止玻璃流动受到底座的影响。这样可以
确保玻璃质量的一致性并防止出现条纹。
[0039]
该装置还具有另一个优点。通过这种方式,将导向体11的底座与拉伸槽7分离,使得可以在不移除导向体11的情况下,更换拉伸槽的部分。这尤其适用于喷嘴狭槽或拉伸槽7的限定该喷嘴狭槽9的部分。在所示的示例中,可以在不移除导向体11的情况下,更换底板97、98,或更通常地更换包括该底板的壁的某些部分。这样可以更换底板,从而改变喷嘴口9的宽度,而在更换期间不必移除导向体11。不限于图4的具体示例,因此,根据本发明的另一个实施例,可以想到:拉伸槽构造成可以更换拉伸槽7的限定喷嘴口9的某些部分,而导向体11仍位于其底座中。
[0040]
然而,以自支撑方式安装导向体11,在重力和拉伸装置17施加的力的影响下,随着时间的推移,可能发生蠕变变形(特别是在热熔融玻璃的情况下)。为了减少组件在受到高温、自身重量和拉伸力的应力作用时产生的蠕变效应,提高叶片体和喷嘴材料的加工稳定性,从而延长设备1的使用寿命,根据一个优选实施例,可以想到:导向体11包括细晶粒稳定的金属。
[0041]
在这方面,图5示出了适用于玻璃制造的几种合金的蠕变速率v的测量值与所施加的机械张力σ的函数关系图。所有读数均在1400℃的材料温度下采集。曲线(a)示出了非细晶粒稳定的常规铂铑合金的测量值。曲线(b)和(c)表示两种不同的细晶粒稳定合金的测量值。在5mpa的机械应力下,曲线(b)表示的合金的蠕变速率已经比非细晶粒稳定材料的蠕变速率低两个数量级。对于测量值由曲线(c)表示的材料,该值甚至大于5个数量级,尽管与非细晶粒稳定材料的情况相比,此处的蠕变速率随着应力的增加而增加的更快。通过为了实现稳定而添加的颗粒的数量、类型和大小,可以影响并调整细晶粒稳定合金的性能。在任何情况下,将细晶粒稳定合金用于导向体,可以加工成形温度超过1100℃(甚至1400℃或更高)的玻璃,如图5所示。
[0042]
细晶粒稳定的金属的示例包括:例如,umicore的以名称ptrh10 fks rigilit、ptrh10 fks saeculit销售的材料和heraeus的以名称ptrh10 dph或dph-a销售的材料。除了图5中的测量值所基于的ptrh合金外,还可以使用pt、ptau、ptrhau和ptir作为细晶粒稳定材料。通常,稳定颗粒可以由氧化颗粒组成或包括氧化颗粒。例如,zro2颗粒是合适的。
[0043]
具有高抗蠕变性的贵金属(例如:纯铱)不是首选的替代品,因为它们通常抗氧化性较差。通常也可以在陶瓷上涂覆稳定或部分稳定合金,以增强抗蠕变性并防止陶瓷腐蚀。
[0044]
根据一个实施例,导向体11完全由细晶粒稳定材料制成。通过这种方式,其在高温下具有特别高的抗蠕变性能。但是,这样增加了材料成本。而且,由于稳定颗粒可能会浮起,因此由细晶粒稳定合金制成的部分不容易焊接,这显著降低了焊接区域的稳定性。此外,由于微结构中包含的颗粒,这些稳定金属比非稳定材料更脆。
[0045]
因此,根据另一实施例,可以设想:提供一种多件式导向体11,其包括至少一个由细晶粒稳定的金属制成的组件。多件式结构的优点是材料成本较低,但其使用寿命较短。在这种情况下,特别地,该导向体可包括夹层结构,该夹层结构由细晶粒稳定的金属和至少一种其它材料制成。蠕变变形在承受高拉伸应力的区域尤其重要。因此,根据另一个实施例,可以想到:导向体11由多件部件组成,并且导向体11的下部是由细晶粒稳定材料制成的部分。术语“下部”是指导向体11的处于其安装状态的部分的位置。
[0046]
在图4的示例中,导向体11包括在此较厚的上部112和下部114,下部114包括从喷
嘴口9伸出的导向体11的部分100。由于导向体11的自身重量和拉伸装置17施加在玻璃带上的力,该下部114受到拉伸应力。如图1的示例所示,由于厚度尺寸较大,部分112限定了阻体101。从喷嘴口伸出的下部100具有叶片103的形状。
[0047]
现在将更详细地说明导向体11和喷嘴口9的形状和结构的几个实施例。通常,可以优化工具的形状,以提高其稳定性。而且,可以调整压力分布并且改善熔融玻璃的混合。
[0048]
例如,如果导向体11在喷嘴狭槽内以厚度不足的简单金属片的形式存在,则在高载荷(例如:每1000mm玻璃带宽度超过100n)且1200℃以上的高温下,会导致拉伸方向的纵向和横向上的不稳定性。这将导致喷嘴狭槽宽度的变化,从而导致拉伸过程中的不稳定性。通过调整导向体11的形状,可以充分提高稳定性。
[0049]
图6示出了用于拉伸玻璃带3的设备1的一个实施例,该设备1包括导向体11,该导向体11也具有增厚的上部,如图4所示的示例。在图6的示例中,该上部是蘑菇形的。而且,图6的示例也示出了多件式导向体11。然而,在此,各个组件不彼此叠放,下部114由细晶粒稳定的金属制成。更确切地说,图6中所示的导向体11的示例被构造为夹层结构。通常,为此目的,提供导向体11,该导向体11包括由衬里117包围的内部115,如示例所示。优选地,该衬里由细晶粒稳定的金属制成。这甚至允许将不理想或不利于玻璃接触的材料用于内部115。因此,导向体可包括至少一个陶瓷元件,该陶瓷元件涂覆有所述细晶粒稳定的金属。在这种情况下,内部115由陶瓷材料制成,而衬里117由细晶粒稳定的金属制成。
[0050]
另一个选择是将高度抗蠕变的金属用于芯部或内部115,但是其不太适合与熔融玻璃5接触。在此,考虑的是已经提到的高度抗蠕变的贵金属,例如:纯铱。因此,根据一个实施例,提出以下建议:导向体包括由铱制成的内部115,该内部115被衬里117包围。然后,至少在受到拉伸应力的区域中,衬里117还可包含细晶粒稳定的金属。
[0051]
通过由喷嘴狭槽和拉伸槽内的阻流体组成的系统的几何结构可以调整压力条件。流动阻力和静压在拉伸槽的端部(即:在喷嘴口处)形成所需的超压。这确保了玻璃在叶片体上的均匀分布。拉伸槽内的导向体上的阻流体的几何设计和喷嘴狭槽宽度(狭槽式喷嘴与拉伸槽出口处的导向体之间的间距)的设计提供了调节压降的方法,使得喷嘴出口处的熔融玻璃几乎不变宽,以避免润湿喷嘴狭槽边缘的下侧。
[0052]
图7示出另一实施例的示例。原则上,该示例基于以下事实:在从喷嘴口9伸出的导向体11的上方,另一导向体12布置在拉伸槽7的内部,且优选地同样以自支撑的方式,与从喷嘴口9伸出的导向体11隔开。另一导向体12用于额外地混合熔融玻璃5。但是,特别地,另外的导向体12也可用来影响熔融玻璃5的流动阻力。
[0053]
喷嘴狭槽宽度的设置也会影响喷嘴下边缘的撕裂角度的大小。如果该角度太小,则在喷嘴边缘的下方可能发生玻璃润湿,这可能导致结晶和玻璃缺陷。因此,不限于示例性实施例,根据本发明的一个实施例,可以想到:调节拉伸槽中的熔融玻璃5的压降,以避免润湿靠近喷嘴口9的拉伸槽7的下侧区域。除了一个或多个导向体的位置和形状以外,还可以通过熔融玻璃的温度来调节压降。
[0054]
在拉伸槽7中形式为导向体11(也可选为另一导向体12)的内部阻流体的另一个优点在于:在长期使用过程中,如果存在或发生与使用寿命相关的工具变形(例如:拉伸槽凸起补偿、叶片体下降、叶片体倾斜等),则玻璃质量(例如:厚度变化)的灵敏度降低,因为在内部阻流体的下方产生了一种补偿体积,在流经喷嘴狭槽之前,玻璃质量(mass)可以根据
其横向分布而实现均匀化(仅适用于拉伸槽中叶片与阻流体的厚度比<1的情况)。
[0055]
通过目前所述调整,工具的使用寿命可以延长至少一个数量级,这稳定了产品质量,同时节约了成本。此外,可以增加带的宽度,因为即使在随后增加拉伸载荷的情况下,几何形状的适应和稳定合金的使用使得弯曲或蠕变变形不太明显。如在目前为止所示的示例性实施例中实施的那样,对拉伸槽7中的导向体11的机械稳定增厚通常也有助于延长使用寿命。因此,不限于特定的示例性实施例,根据另一个实施例,可以想到:导向体11在拉伸槽7内部的厚度大于其在喷嘴口9处的厚度。在图7所示的示例中,也限定阻体101的增厚部118具有圆柱形状。
[0056]
为了避免在导向体11的端部出现不稳定的流动型态,位于导向体11的下端处的急剧变细的撕裂边缘13是有利的,目前为止正如所示的图1、4、6和7的示例所示的情况。也就是说,撕裂边缘13形成为切削边缘。会聚至撕裂边缘13的表面130、131可以是平的、凸的或凹的。在图7的示例中,表面130、131是平的。
[0057]
图8示出了导向体的示例,该导向体具有板状增厚部118,使得导向体11的上端为t形。该示例还示出了汇聚至撕裂边缘13的表面130、131,这些表面在此为凹形的。
[0058]
由于机械原因,增厚是有利的,但不是强制性的。图9示出了一个示例性实施例,其中,与靠近喷嘴狭槽的导向体11的厚度相比,拉伸槽7内的导向体11厚度没有增加。确切地说,在此,导向体11为片状或板状,具有基本一致的厚度,且在其下端,位于切削边缘处的表面130、131会聚至撕裂边缘13。特别地,该实施例的优点在于:只要合适地悬挂导向体11,就可以很容易将其从喷嘴口9移除。不限于所示出的示例,并且也不管导向体11是否具有增厚部118,至少导向体11的延伸穿过喷嘴口9的部分优选具有从0.5mm到20mm的厚度。
[0059]
此外,在该设备的所有实施例中,导向体11不必都延伸至拉伸槽7的内部。而是,导向体11的上端也可位于喷嘴口9的内部。图10中示出了一个这样的实施例。在此,优点还在于;可以很容易地更换导向体11,可选地甚至在操作期间更换。然而,在此,流阻基本上仅受喷嘴口9的剩余间隙宽度的限制。特别地,如图10的示例所示,如果使用更厚的导向体,可替代地或除了夹层结构以外,导向体11可以是至少部分中空的。在图10的示例中示出了该选项。因此,导向体11具有空腔25。如果导向体11由包围空腔25的金属片形成,则其优点是其自身重量相对较小。
[0060]
如图11的俯视图所示,喷嘴口9可具有位于底板的狭槽状开口的形状,特别地,其在侧向上是封闭的。然后,如图所示,将导向体11保持在中心,优选地不与该开口的边缘接触,从而限定出喷嘴狭槽94、96。其宽度由喷嘴口9的宽度和导向体11的厚度确定。
[0061]
在图12所示的实施例中,提供了双部件喷嘴平台,喷嘴狭槽94、96的宽度w可调节。为此,将底板97、98构造为可移动的,使得其可垂直于狭槽状喷嘴口9的纵向延伸方向移位。位移方向用底板上的双箭头表示。更一般地,不限于所示出的示例,拉伸槽可包括可移动的底板97、98,用于调节板与导向体11之间的间隔,并由此调节喷嘴狭槽94、96的宽度。因此,制造玻璃带3的方法还可包括调整喷嘴狭槽94、96的宽度的步骤。例如,可以采用该调节方式,以控制玻璃带的产量和/或厚度。在一个实施例中,喷嘴狭槽宽度(即:这些喷嘴狭槽的宽度)在4mm至15mm的范围内,最优选地在6mm至10mm的范围内。
[0062]
另一种用于调节或控制玻璃带厚度的可用方法是调节熔融玻璃的温度。在这方面,通过以自支撑的方式穿过拉伸槽来悬挂导向体11来取得另一种特别的优势。在这种情
况下,可以通过导向体的底座19或通过单独的连接件馈送电流,从而直接对导向体进行传导加热。在这种情况下,电流将垂直于玻璃带的拉伸方向并且也垂直于熔融玻璃5的流动方向流过导向体11。因此,在图4所示的示例中,电流将从底座19通过支撑在底座中的悬臂110通入导向体11,并通过相对的悬臂111和相关的底座19从导向体11中引出。
[0063]
根据本发明的另一个实施例,以特定的方式调节拉伸槽中的压降,以提高玻璃带的形状精度和尺寸一致性。这种调节方法可以防止在拉伸槽中产生负压。这种负压可能使拉伸槽发生机械变形,也可能影响玻璃厚度。而且,局部负压可能导致拉伸槽中熔融玻璃的流动型态不稳定,也可能导致玻璃厚度不均匀或玻璃缺陷。现在将参照图13所示的拉伸槽7的剖视示意图更详细地说明根据该实施例的调节方式。该图示出了拉伸槽7的剖视图,其显示出用于计算拉伸槽中的压降的大小。
[0064]
与图1中的示例类似,拉伸槽7的上部由管状部分或歧管76形成,该管状部分或歧管通往向下延伸至拉伸槽7的底部70的腔室75中。腔室75的横截面比歧管76的横截面小。因此,腔室75的宽度d
a
小于歧管76的直径。由于横截面小,将主要沿着腔室75发生压力变化。特别的贡献来自于其中导向体11或若干导向体进一步使腔室变窄的部分。根据一个实施例,调节拉伸槽中的温度,以满足以下条件:
[0065]
在以上关系式中,为熔融玻璃的体积流量,b为沿着喷嘴口方向或沿着垂直于拉伸方向的玻璃带方向的拉伸槽7的宽度,η为熔融玻璃的粘度,d
s
为腔室75的局部宽度,d
l
为导向体11的局部厚度,ρ是熔融玻璃的密度,g是重力加速度,h是腔室75的高度。对在垂直方向z上的部分h
l
和h
s
进行积分。也可以对两个或两个以上的子部分进行积分,在这种情况下,必须添加子积分。如果设置多个导向体,则该情况如图7的示例中所示,多个导向体在竖直方向上彼此隔开。
[0066]
符号p
u
表示2000pa的压力值。该值表明仍可承受的负压。因此,关系式的右侧表示熔融玻璃的静水压力减去仍可承受的负压p
u
。该项是一个常数。前因子定义了玻璃带的厚度,该厚度是预先确定的,使得该前因子也代表常数。另一方面,对于厚度给定的玻璃带,通过温度可以控制的是与温度密切相关的粘度η。也可以不同地局部地控制温度。另外,拉伸槽中的温度可能会沿垂直方向变化。因此,粘度可与位置相关,η=η(z)。因此,在积分中也可以考虑这种相关性。
[0067]
因此,根据一个实施例,可以想到的是:拉伸槽7包括腔室75,导向体11布置在腔室75中,且腔室的下端具有喷嘴口9;调节拉伸槽7中熔融玻璃5的温度,使得其与温度相关的粘度满足上述关系。
[0068]
对于本领域技术人员将显而易见的是,本发明不限于附图中示出的具体示例性实施例,而是可以以各种方式变化。特别地,不同的实施例也可以彼此组合。附图标记列表:1
ꢀꢀ
拉伸玻璃带的设备3
ꢀꢀ
玻璃带5
ꢀꢀ
熔融玻璃
7
ꢀꢀ
拉伸槽9
ꢀꢀ
喷嘴口11、12
ꢀꢀ
导向体13
ꢀꢀ
撕裂边缘15
ꢀꢀ
拉伸头17
ꢀꢀ
拉伸装置19
ꢀꢀ
底座21
ꢀꢀ
支撑区域23
ꢀꢀ
支撑元件25
ꢀꢀ
空腔30
ꢀꢀ
3的中心区域31、32
ꢀꢀ
3的珠状件50、52
ꢀꢀ
5的支流70
ꢀꢀ
7的底部71
ꢀꢀ
侧端板72
ꢀꢀ
71的开口74
ꢀꢀ
通往7的入口75
ꢀꢀ
腔室76
ꢀꢀ
歧管90、92
ꢀꢀ
94、96的边缘94、96
ꢀꢀ
喷嘴狭槽97、98
ꢀꢀ
底板100
ꢀꢀ
11的从9中伸出的部分101
ꢀꢀ
阻体103
ꢀꢀ
叶片110、111
ꢀꢀ
11的悬臂112
ꢀꢀ
11的上部114
ꢀꢀ
11的下部115
ꢀꢀ
11的内部117
ꢀꢀ
11的衬里118
ꢀꢀ
增厚部130、131
ꢀꢀ
11的会聚在撕裂边缘13处的表面
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips