
 商标分类
商标分类  商标转让
商标转让 
一种大蜗牛壳铸件下芯工装的制作方法
 2021-01-30 11:01:38|
2021-01-30 11:01:38| 188|
188| 起点商标网
起点商标网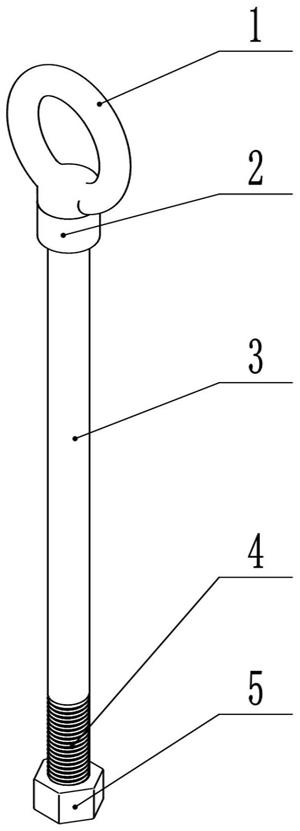
[0001]
本实用新型涉及砂芯铸造技术领域,尤其涉及一种大蜗牛壳铸件下芯工装。
背景技术:
[0002]
供风设备中有一大蜗牛状的风机设备,而大蜗牛壳铸造过程中砂芯为实心,重量达75kg,下芯不平稳,砂芯易与铸造模具磕碰、掉砂,从而影响铸件毛坯内腔和外观,需要后续反复修饰,增加劳动量,而且下芯过程中需要多人配合操作,消耗了大量劳动力。
技术实现要素:
[0003]
本实用新型为解决上述问题,提供了一种防止下芯时磕碰掉砂的大蜗牛壳铸件下芯工装。
[0004]
本实用新型所采取的技术方案:
[0005]
一种大蜗牛壳铸件下芯工装,包括吊环和螺杆,吊环和螺杆的顶端焊接,螺杆的下部开设有螺纹,螺纹上螺纹连接有外六方螺母,
[0006]
所述的吊环底部为直径大于螺杆直径的圆台,圆台与螺杆焊接。
[0007]
所述的螺杆的直径小于等于16mm。
[0008]
本实用新型的有益效果:本实用新型结构简单、实用,解决了铸造过程中因下芯不平稳,造成砂芯与铸造模具磕碰、掉砂,影响铸件毛坯内腔、外观缺陷等问题,减少了后续反复修饰工作,操作简单、方便,从原操作4人减少至3人,降低了劳动力。
附图说明
[0009]
图1为本实用新型的结构示意图。
[0010]
图2为本实用新型应用于砂芯上时的示意图。
[0011]
其中:1-吊环;2-圆台;3-螺杆;4-螺纹;5-螺母;6-砂芯。
具体实施方式
[0012]
一种大蜗牛壳铸件下芯工装,包括吊环1和螺杆3,吊环1和螺杆3的顶端焊接,螺杆3的下部开设有螺纹4,螺纹4上螺纹连接有外六方螺母5,
[0013]
所述的吊环1底部为直径大于螺杆3直径的圆台2,圆台2与螺杆3焊接。
[0014]
所述的螺杆3的直径小于等于16mm。
[0015]
工装用于砂芯下芯时,先在砂芯6中部用钻头打φ16的通孔,在砂芯6另一侧通孔出口处蹭出一个六方凹槽,将螺母5放入砂芯6的六方凹槽中,螺杆3穿入砂芯6的通孔内且螺杆3下部与螺母5螺纹连接好固定住砂芯6,下芯时用铁棍从吊环1中穿入,俩人抬着一人扶着砂芯6找正即可平稳下芯,由于砂芯6较重,此方法还减少了砂芯6的刮蹭,防止了砂芯6掉砂,提高了质量,砂芯6下到位之后将螺杆3拧下,螺母5留在砂芯6的六方凹槽内同时充当冷铁。
[0016]
以上对本实用新型的实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips