
 商标分类
商标分类  商标转让
商标转让 
小截面、多刀头新型金刚石磨轮的制作方法
 2021-01-30 11:01:23|
2021-01-30 11:01:23| 356|
356| 起点商标网
起点商标网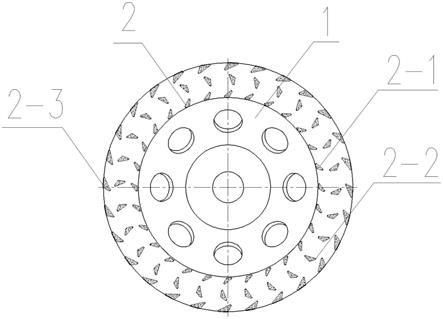
[0001]
本实用新型涉及一种小截面、多刀头新型金刚石系列磨轮,涉及到机械加工行业,特别是涉及到金刚石磨轮技术领域。
背景技术:
[0002]
目前的金刚石磨轮被广泛应用于建筑施工的修平、打磨、抛光以及各种场合下的钢筋混凝土地面、流平漆地面的返修之用,是涉及到采用钢筋混凝土水泥、石材、矿物质等非金属材料为原料的工程建设中不可缺少的必需工具之一。现在的金刚石磨轮产品的结构形式基本有以下几种形式:图1~图4(1、wfg;2、wdg;3、wzg;4、wcg;5、wtg)。
[0003]
一,金刚石颗粒胎体合金烧结磨轮
[0004]
这种金刚石磨轮是采用金属合金粉末作为胎体,将金刚石颗粒包裹,经压制成型、烧结刀头而成,然后和金刚石磨轮基体烧结或者焊接为一体,成为一个完整使用产品。
[0005]
这种磨轮的刀头一般截面积尺寸较大,在长15
---
50mm,宽6—12mm,及高4—10mm。在使用过程中,由于刀头快速打磨物体,摩擦生热,使得刀头温度迅速上升,最高温度可达到300℃左右。以至于出现金刚石刀头过烧发黑现象。由于金刚石颗粒的强度随着温度的升高快速下降,使得金刚石刀头的打磨速度急剧下降,工作效率降低,甚至造成金刚石磨轮报废,失去作用。其次,由于刀头温度升高,被打磨物中的低熔点物质粘附在了金刚石刀头的表面,就更加剧了刀头温度不宜扩散而温度更高,使得金刚石颗粒的刃角也被涂覆住,失去了“刀刃”的作用。另外这种磨轮的刀头截面积尺寸大,打磨时的压力一定,单位面积上的压力就小。因此打磨时刀头进给困难,效率低。
[0006]
二,金刚石复合片焊接磨轮
[0007]
这种“pcd”磨轮是采用金刚石粉经高温高压在硬质合金基体上形成一层厚度1—2mm后的致密金刚石聚晶层,称作“pcd”金刚石复合片,将“pcd”复合片焊接在基体上,制造成“pcd”金刚石磨轮。这种“pcd”金刚石磨轮,由于“pcd”刀头强度低,主要用于打磨较软质物质,如修复返修“流平漆”地面等场合,具有打磨速度快优点,但不能用于钢筋混凝土较硬打磨对象的施工中。
技术实现要素:
[0008]
为了解决现有技术的缺陷与不足,本实用新型设计提出一种小截面、多刀头新型金刚石磨轮。所述技术方案如下:
[0009]
本实用新型提出一种小截面、多刀头新型金刚石磨轮,包括基体,所述基体圆周边间隔设置有多个刀头,所述刀头截面积为4~65mm
2
,相邻的两个刀头的间距为5mm~20mm。
[0010]
作为上述技术方案的优先,所述刀头设置有若干组,每组刀头由若干个刀头沿基体圆周间隔设置,相邻两组刀头形成的圆周直径不同。
[0011]
作为上述技术方案的优先,相邻两组刀头的刀头截面积不同。
[0012]
作为上述技术方案的优先,所述刀头截面积呈圆形或三角形或多边形。
[0013]
作为上述技术方案的优先,所述若干组刀头由基体内侧向外侧,其刀头截面积依次是递增的。
[0014]
本实用新型提出一种小截面、多刀头新型金刚石磨轮,适用于各种打磨材料,具有速度快、不衰减的特点。由于刀头截面积小,使用过程中散热条件好,刀头温度不易上升,能够有效防止金刚石强度降低,工作打磨速度始终保持高效率;同时,由于刀头温度低,防止低熔点软物质粘附住,保证了刀头的工作打磨速度始终高速;再有,由于刀头截面积小,单位面积的压力大,进给省力,效率更高。本实用新型提出一种小截面、多刀头新型金刚石磨轮,多刀头,打磨点多,磨轮在工作中运转平稳。
附图说明
[0015]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0016]
图1-图4是现在的金刚石磨轮产品的结构示意图;
[0017]
图5是本实用新型实施例1中提供的小截面、多刀头新型金刚石系列磨轮结构示意图;
[0018]
图6是本实用新型实施例2中提供的小截面、多刀头新型金刚石系列磨轮结构示意图;
[0019]
图7是本实用新型实施例3中提供的小截面、多刀头新型金刚石系列磨轮结构示意图;
[0020]
图8是本实用新型实施例4中提供的小截面、多刀头新型金刚石系列磨轮结构示意图;
[0021]
图9是本实用新型实施例5中提供的小截面、多刀头新型金刚石系列磨轮结构示意图。
具体实施方式
[0022]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。
[0023]
实施例1
[0024]
本实施例提出一种小截面、多刀头新型金刚石磨轮,如图5所示,包括基体1,所述基体圆周边间隔设置有多个刀头2,所述刀头截面积为4~65mm
2
,相邻的两个刀头的间距为5mm~20mm。
[0025]
所述刀头设置有三组,每组刀头由若干个刀头沿基体圆周间隔设置,相邻两组刀头形成的圆周直径不同,每组刀头刀头截面相同,所述三组刀头2-1、2-2、2-3由基体内侧向外侧,其刀头截面积依次是递增的。所述刀头截面积呈三角形。
[0026]
现有图1所示磨轮,经过15分、10分、10分、15分、10分、10分、10分、15分、15分、10分、10分、15分、10分共155分钟13次对水泥修平,水泥重量由74.8kg降至63.6kg,降低了11.2kg,水泥每分钟磨损11200g/155=72.69g/分,磨轮磨损由0.877降至0.857,降低了
0.02kg,磨轮磨损0.002kg/155=0.129克/分。
[0027]
本实施例1图5所示磨轮经过第一轮15分、10分、8分、15分、15分、12分、15分7次90分对水泥修平,水泥重量由37kg降至21.4kg,降低了15.6kg。第二轮15分、10分、15分、10分、15分5次65分对水泥修平,水泥重量由92kg降至74.8kg,降低了17.2kg。水泥总磨损15.6kg+17.2kg=32.8kg,总用时155分。水泥每分钟磨损32.8kg/155=212g/分,磨轮磨损由0.746降至0.728,降低了0.018kg,磨轮磨损每分0.018kg/155=0.116克/分。
[0028]
本实施例1磨轮对于水泥每分钟磨损32.8kg/155=212g/分,而现有磨轮对水泥的磨损效率为72.69g/分,同时本实施例1磨轮磨损的0.116克/分相较于现有0.129克/分的磨损,磨损率更低。
[0029]
实施例2
[0030]
本实施例提出一种小截面、多刀头新型金刚石磨轮,如图6所示,包括基体,所述基体圆周边间隔设置有多个刀头,所述刀头截面积为4~65mm
2
,相邻的两个刀头的间距为5mm~20mm。
[0031]
所述刀头设置有三组,每组刀头由若干个刀头沿基体圆周间隔设置,相邻两组刀头形成的圆周直径不同。相邻两组刀头的刀头截面积不同,每组刀头刀头截面相同,所述三组刀头由基体内侧向外侧其刀头截面积是递增的。所述刀头截面积呈三角形。
[0032]
本实施例2图6所示磨轮经过15分、15分、15分、10分、15分、15分、15分、15分、15分、15分、10分11次155分对水泥修平,水泥重量由46kg降至11.1kg,降低了34.9kg。水泥每分钟磨损34.8kg/155=225g/分。
[0033]
磨轮由0.775降至0.738=0.017kg=17g,磨轮每分磨损17/155=0.01g/分
[0034]
本实施例2磨轮对于水泥每分钟磨损225g/分,而现有磨轮对水泥的磨损效率为72.69g/分,同时本实施例2磨轮磨损的0.11克/分相较于现有0.129克/分的磨损,磨损率更低。
[0035]
实施例3
[0036]
本实施例提出一种小截面、多刀头新型金刚石磨轮,如图7所示,包括基体,所述基体圆周边间隔设置有多个刀头,所述刀头截面积为4~65mm
2
,相邻的两个刀头的间距为5mm~20mm。
[0037]
所述刀头设置有二组,每组刀头由若干个刀头沿基体圆周间隔设置,相邻两组刀头形成的圆周直径不同。相邻两组刀头的刀头截面积相同,每组刀头刀头截面相同,所述刀头截面积呈圆形。
[0038]
本实施例3图7所示磨轮经过第一轮15分、15分、15分、15分、15分、15分、15分、10分、15分、15分、10分共155分对水泥修平,水泥重量由53kg降至21.3kg,降低了31.7kg。水泥每分钟磨损31.7kg/155=204.5g/分。
[0039]
磨轮由0.749降至0.732=0.017kg=17g,磨轮每分磨损17/155=0.11g/分
[0040]
本实施例3磨轮对于水泥每分钟磨损204.5g/分,而现有磨轮对水泥的磨损效率为72.69g/分,同时本实施例3磨轮磨损的0.11克/分相较于现有0.129克/分的磨损,磨损率更低。
[0041]
实施例4
[0042]
本实施例提出一种小截面、多刀头新型金刚石磨轮,如图8所示,包括基体,所述基
体圆周边间隔设置有多个刀头,所述刀头截面积为4~65mm
2
,相邻的两个刀头的间距为5mm~20mm。
[0043]
所述刀头设置有三组,每组刀头由若干个刀头沿基体圆周间隔设置,相邻两组刀头形成的圆周直径不同。相邻两组刀头的刀头截面积不同,每组刀头刀头截面相同,所述三组刀头由基体内侧向外侧其刀头截面积是递增的。所述刀头截面积呈三角形。
[0044]
本实施例4图8所示磨轮经过第一轮15分、15分、15分、15分、15分、10分、15分、10分、15分、15分、15份共155分对水泥修平,水泥重量由51.8kg降至16.1kg,降低了35.7kg。水泥每分钟磨损35.7kg/155=230.3/分。
[0045]
磨轮由0.75降至0.734=0.016kg=16g,磨轮每分磨损16/155=0.103g/分
[0046]
本实施例4磨轮对于水泥每分钟磨损230.3g/分,而现有磨轮对水泥的磨损效率为72.69g/分,同时本实施例4磨轮磨损的0.103克/分相较于现有0.129克/分的磨损,磨损率更低。
[0047]
实施例5
[0048]
本实施例提出一种小截面、多刀头新型金刚石磨轮,如图9所示,包括基体,所述基体圆周边间隔设置有多个刀头,所述刀头截面积为4~65mm
2
,相邻的两个刀头的间距为5mm~20mm。
[0049]
所述刀头设置有三组,每组刀头由若干个刀头沿基体圆周间隔设置,相邻两组刀头形成的圆周直径不同。相邻两组刀头的刀头截面积不同,每组刀头刀头截面相同,所述三组刀头由基体内侧向外侧其刀头截面积是递增的。所述刀头截面积呈三角形。
[0050]
本实施例5图9所示磨轮经过15分、10分、15分、15分、15分、10分、15分、15分、15分、15分、15份共155分对水泥修平,水泥重量由49.8kg降至16.7kg,降低了33.1kg。水泥每分钟磨损33.1kg/155=213.5/分。
[0051]
磨轮由0.747降至0.729=0.018kg=18g,磨轮每分磨损18/155=0.116g/分
[0052]
本实施例5磨轮对于水泥每分钟磨损213.5g/分,而现有磨轮对水泥的磨损效率为72.69g/分,同时本实施例5磨轮磨损的0.116克/分相较于现有0.129克/分的磨损,磨损率更低。
[0053]
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips