
 商标分类
商标分类  商标转让
商标转让 
一种用于真空型铸造石膏模具的浇注机构的制作方法
 2021-01-30 09:01:11|
2021-01-30 09:01:11| 230|
230| 起点商标网
起点商标网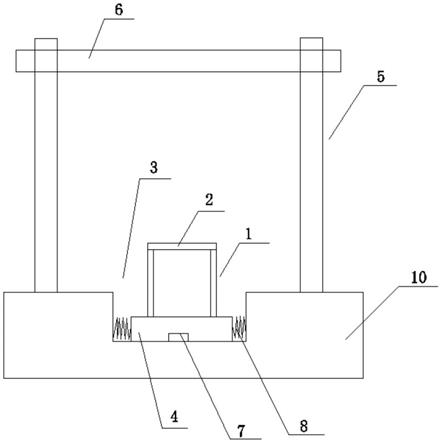
[0001]
本实用新型涉及石膏铸造工艺领域,具体涉及一种用于真空型铸造石膏模具的浇注机构。
背景技术:
[0002]
石膏铸造工艺的生产流程主要分为压蜡、制壳、型壳焙烧、浇注、脱壳、后处理、检验等,加工的金属零部件一般以易熔材料(如蜡料、塑料等)为摹本进行批量复制,先在射蜡机上用金属模具压制出可熔性模,然后在可熔性模上涂敷多层耐火材料,耐火材料涂层干燥硬化后形成型壳(石膏模具),再将型壳内的易熔材料熔化使之流出,型壳经过焙烧后使之坚固,将熔化的液态金属浇注入型壳中,液态金属在型壳中冷却凝固后进行脱壳,即得到所需要的金属零部件。
[0003]
在实际的生产应用当中,由于液态金属在注入过程中,难以实现充分均匀注入,由于液体在石膏模具内都是自然凝固成型,很容易出现气泡或沉淀不均匀的现象发生,影响了产品成型质量。
技术实现要素:
[0004]
发明目的:为了克服现有技术中存在的不足,提供一种用于真空型铸造石膏模具的浇注机构。
[0005]
技术方案:为实现上述目的,本实用新型提供一种用于真空型铸造石膏模具的浇注机构,包括浇注平台、设置于浇注平台上的两个液压柱和配合在两个液压柱上的液压块,所述浇注平台上设置有浇注凹槽,所述浇注凹槽内设置有用于放置石膏模具的支撑平台,所述支撑平台内设置有振动器,所述支撑平台和浇注凹槽的槽壁之间设置有至少两个弹簧件。
[0006]
进一步的,所述弹簧件的数量为四个且分别对称设置于支撑平台外壁上。
[0007]
有益效果:本实用新型与现有技术相比,利用振动器振动效果以及弹簧件的弹性复位作用,使得石膏模具在进行液态金属浇注时,能够保持合理、持续的振动,从而起到了类型搅拌的效果,使得液态金属能够更加均匀分布和沉淀,解决了之前浇注容易出现气泡或沉淀不均匀的问题,保证了最终成型产品的良好质量。
附图说明
[0008]
图1为本实用新型的结构示意图;
[0009]
图2为石膏模具的示意图;
[0010]
图3为浇注凹槽的俯视图。
具体实施方式
[0011]
下面结合附图和具体实施例,进一步阐明本实用新型,应理解这些实施例仅用于
说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
[0012]
如图1~图3所示,本实用新型提供一种用于真空型铸造石膏模具的浇注机构,包括浇注平台10、设置于浇注平台10上的两个液压柱5和配合在两个液压柱5上的液压块6,浇注平台10的中心位置处设置有浇注凹槽3,浇注凹槽3内设置有用于放置石膏模具的支撑平台4,支撑平台4的底部设置有振动器7,振动器7采用蓄电池进行供能,支撑平台4和浇注凹槽3的槽壁之间设置有四个对称设置的弹簧件8,弹簧件8的一端连接在浇注凹槽3的槽壁上,另一端连接在支撑平台4上,石膏模具包括模具体1和模具盖2,模具体1上具备进液口11和出液口12。
[0013]
本实施例中将上述浇注机构应用于真空型铸造石膏模具,其具体的操作流程为:首先将石膏模具放置于支撑平台4上,通过进液口11向模具体1内浇注液态金属,同时远程启动振动器7,支撑平台4在振动器7的作用下进行振动,并且在四个弹簧件8的作用下,能够稳定、可控的振动,模具体1也随着支撑平台4一直振动,使得同步注入的液态金属能够更加均匀分布和均匀沉淀,待液态金属注入完毕后,通过液压机控制液压块6沿着两个液压柱5下移直至压在石膏模具的模具盖2上,随后进行冷却工艺。
[0014]
本实施例中通过上述方法获取的成型金属件,没有出现任何因为气泡导致的外形损伤,产品的成型质量得到了可靠保障。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips