
 商标分类
商标分类  商标转让
商标转让 
一种降低含铬高碳钢酸洗连轧断带率的方法与流程
 2021-01-30 09:01:54|
2021-01-30 09:01:54| 340|
340| 起点商标网
起点商标网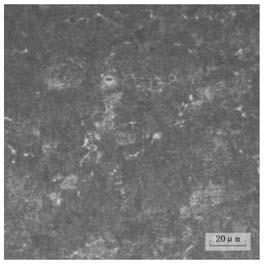
[0001]
本发明属于钢铁技术领域,具体涉及一种降低含铬高碳钢酸洗连轧断带率的方法。
背景技术:
[0002]
酸洗连轧机组为全连续化高速生产机组,生产时将前一卷带钢的带尾和当前带钢的带头通过激光焊机设备焊接起来,以保证酸洗连轧机组的连续生产,焊接处俗称为焊缝。酸洗连轧机组激光焊机目前可焊接钢种范围为:热轧低碳钢、超低碳钢、低合金高强度钢、中低牌号无取向电工钢等。而含cr高碳钢等属于高碳钢,且添加了合金元素cr,不在该焊机的焊接范围内,如果含cr高碳钢经过酸洗连轧机组激光焊机焊接之后直接经过酸洗连轧机组进行轧制的话,在焊缝处很容易发生断带。
[0003]
因为含cr的高碳钢焊接后的焊缝及热影响区有明显界限,且焊缝组织淬硬倾向和冷裂纹倾向都很大。而激光焊接的特点之一是热影响区小,焊缝冷却速度快,导热性差,在焊接高温下晶粒长大快,碳化物容易在晶界上集聚、长大,使焊缝脆性增大,从而使焊缝强度降低。同时焊缝中的内应力也较大延伸率较低。而冷连轧是采用大张力生产,如果焊缝延伸率太低,在大轧制力和大张力的同时作用下,就很容易断带。
技术实现要素:
[0004]
为了解决上述技术问题,本发明提供了一种降低含铬高碳钢酸洗连轧断带率的方法,通过对焊接的工艺参数进行控制,并在焊接之后经过三次回火工艺处理,提升焊缝处的延伸率,进而降低含铬高碳钢经过酸洗连轧机组进行轧制之后的断带率,顺利实现了含铬高碳钢在酸洗连轧机组上的在线高速批量生产。
[0005]
本发明采取的技术方案为:
[0006]
一种降低含铬高碳钢酸洗连轧断带率的方法,所述方法包括以下步骤:将前一卷带钢的带尾和当前带钢的带头焊接起来,并在焊接的同时实现第一次回火,然后依次进行第二次回火和第三次回火,回火完成之后进行冷连轧。
[0007]
进一步地,所述焊接的工艺参数控制为:焊接速度:3.5-4.5m/min,激光功率:10-11kw,预加热功率15-20kw,后加热功率为25-35kw。
[0008]
所述第二次回火的温度为500-600℃,回火时间为20-30s。
[0009]
所述第三次回火的温度为300-400℃,回火时间为15-25s。
[0010]
所述第二次回火和第三次回火的区域均为焊缝及其两侧10mm的范围。
[0011]
第三次回火后空冷至200℃以下,然后进入酸洗连轧机组进行冷连轧。
[0012]
所述冷连轧采用s1-s5五机架轧制。
[0013]
所述s1-s5五机架的轧制张力分别控制在100-120n/mm
2
、110-130n/mm
2
、130-160n/mm
2
、150-180n/mm
2
、30-50n/mm
2
。
[0014]
所述含铬高碳钢的主要成分及重量百分比为:c 0.45-0.80%、mn 0.50-1.10%、
si 0.10-0.40%、cr 0.30-0.50%。
[0015]
利用所述的方法生产的含铬高碳钢或生产含铬高碳钢的方法也在本发明的保护范围之内。
[0016]
本发明提供的降低含铬高碳钢酸洗连轧断带率的方法,首先通过焊接工艺将热轧钢带焊接起来,并在焊接的同时通过后加热在25-35kw的加热功率下同时进行一次回火,回火的温度相当于300~400℃,目的是消除焊接应力,形成回火索氏体,金相组织见图2;然后在500-700℃进行第二次回火20-30s,以使焊缝形成珠光体+铁素体组织,金相组织见图3,使焊缝与热影响区的组织均匀,提高焊缝的抗拉强度和延伸率;最后在300-400℃进行第三次回火15-25s,以消除第二次回火的应力,防止焊缝开裂,金相组织见图1。最后进入轧机进行轧制。该方法可实现含铬高碳钢在连轧机上的批量生产,轧制之后钢带焊接处的断带率低于3
‰
。
附图说明
[0017]
图1为实施例1中的冷轧钢带焊缝处的金相组织;
[0018]
图2为对比例9中的冷轧钢带焊缝处的金相组织;
[0019]
图3为对比例10中的冷轧钢带焊缝处的金相组织。
具体实施方式
[0020]
下面结合实施例对本发明进行详细说明。
[0021]
实施例
[0022]
一种降低含铬高碳钢酸洗连轧断带率的方法,所述方法包括以下步骤:将规格为厚度2.5
㎜
,宽度1200
㎜
的前一卷热轧带钢的带尾和当前带钢的带头采用激光焊机焊接起来,并在焊接的同时利用激光焊机的后加热实现第一次回火,然后在焊缝及其左右10mm范围内依次进行第二次回火和第三次回火,第三次回火后空冷至200℃以下,然后进入酸洗连轧机组进行冷连轧。
[0023]
各实施例及对比例的钢种及焊接工艺参数如表1、表2所示、冷连轧的工艺参数如表3所示:
[0024]
表1
[0025] cmnspsicrnicu65mn-30.6630.9610.00330.01390.22720.31930.01390.030675-10.740.660.0020.0110.210.3520.0120.04
[0026]
表2
[0027][0028]
表3
[0029]
[0030][0031]
各实施例及对比例冷连轧之后钢带焊缝处的组织、延伸率及断带率如表4所示。
[0032]
表4
[0033] 焊缝组织焊缝延伸率(%)杯突实验断带率(%)实施例1珠光体+铁素体10合格0.3实施例2珠光体+铁素体8合格0.3对比例1珠光体+铁素体7不合格100对比例2珠光体+铁素体7不合格100对比例3珠光体+铁素体7合格35对比例4珠光体+铁素体7合格40对比例5珠光体+铁素体7合格45,无法卷取对比例6珠光体+铁素体7合格38对比例7珠光体+铁素体7合格42对比例8珠光体+铁素体7合格55对比例9回火索氏体5不合格100对比例10珠光体+铁素体6合格50
[0034]
上述参照实施例对一种降低含铬高碳钢酸洗连轧断带率的方法进行的详细描述,是说明性的而不是限定性的,可按照所限定范围列举出若干个实施例,因此在不脱离本发明总体构思下的变化和修改,应属本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips