
 商标分类
商标分类  商标转让
商标转让 
一种双激光增材制造同步热处理装置及应用的制作方法
 2021-01-30 08:01:01|
2021-01-30 08:01:01| 342|
342| 起点商标网
起点商标网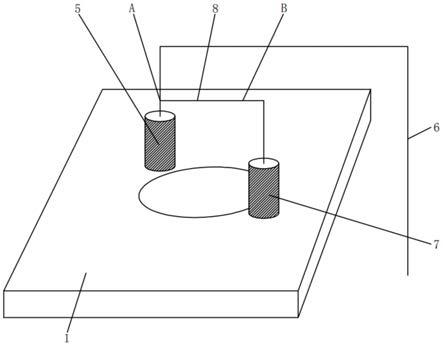
[0001]
本发明具体涉及一种双激光增材制造同步热处理装置及应用。
背景技术:
[0002]
金属3d打印材料内应力大,导致打印零部件变形,故需去应力打印,现有技术:一、打印完后,部件整体去应力退火;二、打印平台底座加热;三、采用一道打印,第二道激光热处理,交互进行的3d打印工艺。
[0003]
以上三种技术的弊端:一、打印过程中的应力极易引起部件的变形,故无法等到整体部件打印完后再去热处理,其已经报废;二、底座加热温度不够高,底座加热温度影响范围较小,对打印部件的上层结构影响小,应力仍较大,不能有效消除;三、该技术使得3d打印效率低,不适合工业化应用。
技术实现要素:
[0004]
本发明的目的在于针对现有技术的不足之处,提供一种双激光增材制造同步热处理装置及应用,减小部件应力变形的概率的目的。
[0005]
为解决上述技术问题,本发明提供的双激光增材制造同步热处理装置及应用,包括:3d打印底座,所述3d打印底座的内部固定连接有电阻丝,并且3d打印底座的内部固定连接有温度传感器,所述3d打印底座上固定连接有智能温度调节仪,并且3d打印底座上固定连接有光纤激光器枪头,所述3d打印底座上固定连接有光纤激光器六轴机械手臂,并且3d 打印底座上固定连接有二氧化碳激光器枪头,所述3d打印底座上固定连接有二氧化碳激光器六轴机械手臂,并且3d打印底座上固定连接有设备外壳,所述设备外壳上固定连接有红外成像测温仪。
[0006]
优选的,底座轴可进行三百六十度旋转,从而形成基于光纤激光器六轴机械手臂的二氧化碳激光器六轴机械手臂,即一加一式六轴机械自动化手臂。
[0007]
优选的,所述一加一式六轴机械自动化手臂具体为所述二氧化碳激光器六轴机械手臂与所述光纤激光器六轴机械手臂共用一个六轴机械自动化手臂的前五轴。
[0008]
优选的,所述二氧化碳激光器六轴机械手臂的六轴自动化手臂的底座轴与光纤激光器六轴机械手臂的第六轴相连接。
[0009]
优选的,一种双激光增材制造同步热处理装置应用,包括以下步骤:
[0010]
s1、通过预设激光打印平台的温度,采用智能温度调节仪实现打印平台的控温;
[0011]
s2、采用步骤2中一加一式六轴机械手臂,根据预设的autocad线路数据,采用光纤激光器对原材料进行3d打印;
[0012]
s3、采用红外成像测温仪对光纤激光器打印路径的温度变化进行收集,通过软件计算打印路径的温度变化速率,基于激光器的移动速率,进而软件计算得到光纤激光器打印一个循环路径后,激光打印初始位置的温度;
[0013]
s4、为保证打印路径温度尽量保持在高温,采用步骤三中的在w1与 w2间选择二氧
化碳激光器功率,步骤三中光纤激光器与二氧化碳激光器的距离,其中两激光器距离调整时,采用长短可自动调整的机械手臂,即采用红外成像测温仪检测到打印路径初始位置温度降低到去应力退火温度时,机械手臂带动二氧化碳激光器移动到打印路径初始位置进行w1与w2 间功率的同步热处理;
[0014]
s5、利用红外成像测温仪实时监控打印路径的温度变化,实现二氧化碳激光器功率的自动调整;
[0015]
s6、在第二道及多道打印循环路径时,同样采用以上五步骤进行重复打印,最终3d打印增材制造出高性能的零部件。
[0016]
优选的,还包括用于机械手臂的固定装置,所述固定装置包括固定块,所述固定块的内部开设有安装槽,所述安装槽的内部滑动连接有安装块;卡接装置,所述卡接装置固定于所述固定块的内部,所述卡接装置包括滑动槽,所述滑动槽的内部滑动连接有滑动杆,所述滑动杆的一端固定连接有卡接块,所述安装块上开设有固定槽,并且安装块上开设有卡接槽;复位装置,所述复位装置固定于所述固定块的内部,所述复位装置包括固定板,所述固定板上固定连接有第一弹簧,所述安装块的内部开设有凸形槽,所述凸形槽的内部滑动连接有凸形块;推动装置,所述推动装置固定于所述固定块的内部,所述推动装置包括推动杆,所述推动杆的表面套接有第二弹簧,并且推动杆的一端固定连接有圆盘。
[0017]
优选的,所述机械手臂固定于所述安装块上,所述滑动槽开设于固定块的内部,所述第二弹簧位于所述圆盘和固定块之间。
[0018]
优选的,所述卡接块与所述卡接槽相适配,并且卡接块与所述固定槽的内表面滑动连接,所述凸形块与所述滑动杆的底端固定连接。
[0019]
优选的,所述固定板固定于所述滑动槽的内部,所述推动杆的一端与所述滑动杆固定连接。
[0020]
与相关技术相比较,本发明提供的双激光增材制造同步热处理装置及应用有如下有益效果:
[0021]
本发明提供一种双激光增材制造同步热处理装置及应用,3d打印底座采用嵌有温度传感器的加热装置,采用内嵌式电阻丝、智能温度调节仪实现对平台的控温加热,从而进一步控制3d打印零部件的温度,降低部件因3d打印过程中激光快热与快冷引起的超大内应力,减小部件应力变形概率,二氧化碳激光器可更换激光枪夹具,从而安装3d打印喷嘴,调整二氧化碳激光器功率,实现双激光器同步打印;也可直接调整二氧化碳激光器功率应用于铺粉型3d打印底座,实现双激光器同步打印。
附图说明
[0022]
图1为本发明提供的双激光增材制造同步热处理装置及应用的第一实施例的结构示意图;
[0023]
图2为图1所示的3d打印底座的剖视图;
[0024]
图3为图1所示的3d打印底座的正视图;
[0025]
图4为本发明提供的双激光增材制造同步热处理装置及应用的第二实施例的结构示意图;
[0026]
图5为图4所示的c部放大示意图;
[0027]
图6为图4所示的d部放大示意图。
[0028]
图中标号:1、3d打印底座,2、电阻丝,3、温度传感器,4、智能温度调节仪,5、光纤激光器枪头,6、光纤激光器六轴机械手臂,7、二氧化碳激光器枪头,8、二氧化碳激光器六轴机械手臂,9、设备外壳,10、红外成像测温仪,11、固定装置,111、固定块,112、安装槽, 113、安装块,12、卡接装置,121、滑动槽,122、滑动杆,123、卡接块,124、固定槽,125、卡接槽,13、复位装置,131、固定板,132、第一弹簧,133、凸形槽,134、凸形块,14、推动装置,141、推动杆, 142、第二弹簧,143、圆盘。
具体实施方式
[0029]
下面结合附图和实施方式对本发明作进一步说明。
[0030]
第一实施例
[0031]
请结合参阅图1、图2、图3,其中,图1为本发明提供的双激光增材制造同步热处理装置及应用的第一实施例的结构示意图;图2为图1所示的3d打印底座的剖视图;图3为图1所示的3d打印底座的正视图。一种双激光增材制造同步热处理装置包括:3d打印底座1,所述3d打印底座1的内部固定连接有电阻丝2,并且3d打印底座1的内部固定连接有温度传感器3,所述3d打印底座1上固定连接有智能温度调节仪4,并且 3d打印底座1上固定连接有光纤激光器枪头5,所述3d打印底座1上固定连接有光纤激光器六轴机械手臂6,并且3d打印底座1上固定连接有二氧化碳激光器枪头7,所述3d打印底座1上固定连接有二氧化碳激光器六轴机械手臂8,并且3d打印底座1上固定连接有设备外壳9,所述设备外壳9上固定连接有红外成像测温仪10。
[0032]
红外成像测温仪10主要作用为检测光纤激光器3d打印路径温度变化与二氧化碳激光器大光斑同步热处理温度:利用红外成像测温仪10检测光纤激光器3d打印后打印路径的温度变化速率,计算材料的温度变化速率,从而对两激光器间距与二氧化碳激光器功率进行调整,具体为,根据红外成像测温仪10分析3d打印初始位置冷却到去应力退火温度的时间,计算温度变化速率,并把该时间
×
激光器移动速率作为二氧化碳激光器与光纤激光器的距离;基于以上温度变化速率的计算,计算光纤激光器打印一个周期后,打印初始位置的温度;为确保打印过程中初始位置的温度始终保持在去应力退火温度以上,计算得到打印初始位置经二氧化碳激光器热处理后应具备的初始最低温度值,从而计算二氧化碳激光器的最低输出功率(w1),以过材料的固态相变温度为打印初始位置经热处理后具备的初始最高温度值,进而计算出二氧化碳激光器的最低输出功率(w2);基于以上,二氧化碳激光器功率应在w1与w2之间,并利用红外成像测温仪10实时检测二氧化碳激光器大光斑同步热处理温度。
[0033]
a点为二氧化碳激光器机械手臂8的第一轴与光纤激光器机械手臂6 的第六轴相连,且二氧化碳激光器机械手臂8第一轴可以360度旋转;
[0034]
b点为二氧化碳激光器机械手臂8的第一轴与第二轴的连接杆,该连接杆可以调动长短大小。
[0035]
底座轴可进行三百六十度旋转,从而形成基于光纤激光器六轴机械手臂6的二氧化碳激光器六轴机械手臂8,即一加一式六轴机械自动化手臂。
[0036]
二氧化碳激光器六轴机械手臂8尺寸较小,因为二氧化碳激光器只做热源,不直接
参与3d打印,无需过多配件。
[0037]
所述一加一式六轴机械自动化手臂具体为所述二氧化碳激光器六轴机械手臂8与所述光纤激光器六轴机械手臂6共用一个六轴机械自动化手臂的前五轴。
[0038]
采用一加一式六轴机械自动化手臂,实现3d激光增材制造与同步激光热处理。
[0039]
所述二氧化碳激光器六轴机械手臂8的六轴自动化手臂的底座轴与光纤激光器六轴机械手臂6的第六轴相连接。
[0040]
一种双激光增材制造同步热处理装置应用,包括以下步骤:
[0041]
s1、通过预设激光打印平台的温度,采用智能温度调节仪实现打印平台的控温;
[0042]
s2、采用步骤2中一加一式六轴机械手臂,根据预设的autocad线路数据,采用光纤激光器对原材料进行3d打印;
[0043]
s3、采用红外成像测温仪对光纤激光器打印路径的温度变化进行收集,通过软件计算打印路径的温度变化速率,基于激光器的移动速率,进而软件计算得到光纤激光器打印一个循环路径后,激光打印初始位置的温度;
[0044]
s4、为保证打印路径温度尽量保持在高温,采用步骤三中的在w1与 w2间选择二氧化碳激光器功率,步骤三中光纤激光器与二氧化碳激光器的距离,其中两激光器距离调整时,采用长短可自动调整的机械手臂,即采用红外成像测温仪检测到打印路径初始位置温度降低到去应力退火温度时,机械手臂带动二氧化碳激光器移动到打印路径初始位置进行w1与w2 间功率的同步热处理;
[0045]
s5、利用红外成像测温仪实时监控打印路径的温度变化,实现二氧化碳激光器功率的自动调整;
[0046]
s6、在第二道及多道打印循环路径时,同样采用以上五步骤进行重复打印,最终3d打印增材制造出高性能的零部件。
[0047]
以上方法,不仅适用于同步送粉打印,也适用于铺粉打印。
[0048]
激光3d打印增材激光器为高功率光纤激光器,采用小光斑;同步热处理激光器为二氧化碳激光器,采用大光斑;红外成像测温仪主要作用为检测光纤激光器3d打印路径温度变化与二氧化碳激光器大光斑同步热处理温度。
[0049]
与相关技术相比较,本发明提供的双激光增材制造同步热处理装置及应用具有如下有益效果:
[0050]
3d打印底座1采用嵌有温度传感器3的加热装置,采用内嵌式电阻丝2、智能温度调节仪4实现对平台的控温加热,从而进一步控制3d打印零部件的温度,降低部件因3d打印过程中激光快热与快冷引起的超大内应力,减小部件应力变形概率,二氧化碳激光器可更换激光枪夹具,从而安装3d打印喷嘴,调整二氧化碳激光器功率,实现双激光器同步打印;也可直接调整二氧化碳激光器功率应用于铺粉型3d打印底座1,实现双激光器同步打印。
[0051]
第二实施例
[0052]
请参阅图4、图5和图6,基于本申请的第一实施例提供的一种双激光增材制造同步热处理装置及应用,本申请的第二实施例提出另一种双激光增材制造同步热处理装置及应用。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
[0053]
具体的,本申请的第二实施例提供的双激光增材制造同步热处理装置及应用的不
同之处在于,双激光增材制造同步热处理装置及应用,还包括用于机械手臂的固定装置11,所述固定装置11包括固定块111,所述固定块111的内部开设有安装槽112,所述安装槽112的内部滑动连接有安装块113;卡接装置12,所述卡接装置12固定于所述固定块111的内部,所述卡接装置12包括滑动槽121,所述滑动槽121的内部滑动连接有滑动杆122,所述滑动杆122的一端固定连接有卡接块123,所述安装块113上开设有固定槽124,并且安装块113上开设有卡接槽125;复位装置13,所述复位装置13固定于所述固定块111的内部,所述复位装置 13包括固定板131,所述固定板131上固定连接有第一弹簧132,所述安装块113的内部开设有凸形槽133,所述凸形槽133的内部滑动连接有凸形块134;推动装置14,所述推动装置14固定于所述固定块111的内部,所述推动装置14包括推动杆141,所述推动杆141的表面套接有第二弹簧142,并且推动杆141的一端固定连接有圆盘143。
[0054]
凸形槽133和凸形块134是对滑动杆122进行限位,使滑动杆122只能左右移动,第一弹簧132是对滑动杆122进行推动,使滑动杆122带动卡接块123进入卡接槽125的内部。
[0055]
所述机械手臂固定于所述安装块113上,所述滑动槽121开设于固定块111的内部,所述第二弹簧142位于所述圆盘143和固定块111之间。
[0056]
第二弹簧142是对推动后的圆盘143进行复位。
[0057]
所述卡接块123与所述卡接槽125相适配,并且卡接块123与所述固定槽124的内表面滑动连接,所述凸形块134与所述滑动杆122的底端固定连接。
[0058]
卡接块123和卡接槽125卡接是对安装块113进行固定,使安装块 113不能上下移动。
[0059]
所述固定板131固定于所述滑动槽121的内部,所述推动杆141的一端与所述滑动杆122固定连接。
[0060]
推动杆141左右移动会带动滑动杆122左右移动。
[0061]
工作原理:
[0062]
当需要对机械手臂进行拆卸时,向左推动圆盘143,圆盘143向左移动会带动推动杆141向左移动,推动杆141向左移动会带动滑动杆122向左移动,滑动杆122向左移动会带动卡接块123向左移动,卡接块123向左移动会使卡接块123不再与卡接槽125卡接,从而便可以对安装块113 进行拆卸。
[0063]
有益效果:
[0064]
通过推动圆盘143,从而使圆盘143带动卡接块123与卡接槽125不再卡接,从而便可以对机械手臂进行拆卸,从而方便对机械手臂进行检修,避免了通过多个螺栓对机械手臂机械固定拆卸和安装不方便的问题。
[0065]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips