
 商标分类
商标分类  商标转让
商标转让 
一种圆柱齿轮类产品的磨内孔或精车内孔用保持器的制作方法
 2021-01-30 08:01:37|
2021-01-30 08:01:37| 282|
282| 起点商标网
起点商标网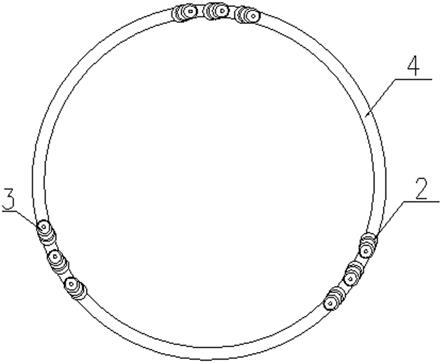
[0001]
本实用新型涉及机械领域,更具体地,涉及一种圆柱齿轮类产品的磨内孔或精车内孔用保持器。
背景技术:
[0002]
圆柱齿轮类产品,在热处理之后磨或车内孔时,为保证外齿轮精度,都需要以外齿轮齿面为定位夹紧基准,进行热后产品磨或车内孔精加工。能实现外齿轮齿面定位的夹具,就是保持器。
[0003]
如图1所示,原有保持器上的部件的保持环为一圆环形薄壁件(1),圆环形薄壁件(1)的轴向剖面为u型,圆柱滚子(2)通过钢丝(3)将自身嵌置于薄壁件的环形侧壁上;圆环形薄壁件(1)的壁厚只有1.5mm,非常难加工,精车时可夹持部位又短又薄,需精车的薄壁较长,车出来的外圆常常失圆。这样圆柱滚子(2)通过钢丝(3)安装到保持环上时,圆柱滚子也是失圆的,会出现保持器较难装到产品上,严重时会影响定位准确性,加工出来的产品外齿轮齿圈跳动不合格。
[0004]
在保持环上需按一定角度要求均匀的铣槽、钻孔,加工难度非常大,铣槽铣的不均匀或孔钻偏了,这样圆柱滚子通过钢丝安装到保持环上,圆柱滚子也是不均匀分布的,会出现保持器较难装到产品上,甚至装不上。同时对保持环进行铣槽、钻孔加工时,可夹持部位也又短又薄,也容易造成保持环外圆失圆。
[0005]
钢丝把圆柱滚子固定在保持环上,圆柱滚子的棒间距要求是240
±
0.05mm(不同产品该尺寸要求是不同的),这种设计方法,完全靠装配人员把保持器放在产品样件上反复调整,装配难度大,对装配人员技能要求高。
[0006]
同时,圆柱滚子的棒间距要求是240
±
0.05mm,保持环的外圆是237.5(0;-0.2)mm,两尺寸非常接近,钢丝翻到保持环外圆部位要打薄,如打薄不均匀出现高点,会出现夹紧时一些部位夹不到圆柱滚子上,夹紧不准确,加工出来的圆柱齿轮节圆跳动不合格。
[0007]
原有的保持环为一较长的圆环形薄壁件,用该保持器加工产品时,磨内孔的砂轮灰或精车内孔的铁屑,很难排出去,为保证产品质量,每加工完一件产品都需要用清洗液清洗一次保持器。
[0008]
经检索申请号为cn201420048607.2的,发明名称为《一种高精度斜齿轮磨内孔保持器》公开了定位钢球、连接钢丝和环形支撑板,所述定位钢球通过所述连接钢丝分别设置于所述环形支撑板的四周,所述环形支撑板上设置有工件, 所述工件通过所述定位钢球定位。该高精度斜齿轮磨内孔保持器,操作方面,精度高,有效的保证了产品质量;本实用新犁具有结构简单和使用寿命较长的优点。但此结构存在一些弊端,如环形支撑板为整块的钢板,使用时磨内孔的砂轮灰或精车内孔的铁屑,很难排出去;磨内孔或精车内孔时保持器高速旋转,离心力较大,钢板是非夹持部位,长期使用钢丝容易变松,会出现钢球脱落,保持器不能再使用的情况。钢板太大时,离心力也较大,非夹持部位的钢板,存在飞出去的安全隐患。并且钢球与齿轮为点接触,夹持固定效果不佳,只适用于较小的产品,对于较大较重的
圆柱齿轮,由于旋转时离心力较大需要用与齿轮为线接触的圆柱滚子才更准确。
[0009]
因此,需要发明一种适合较大圆柱齿轮类产品的磨内孔或精车内孔用保持器具有巨大的实际意义。
技术实现要素:
[0010]
本实用新型针对上述现有技术的缺点,提供一种适合圆柱齿轮类产品的磨内孔或精车内孔用保持器,该保持器将保持环和圆柱滚子、衬套、钢丝结合在一起,增加保持器与齿轮齿面的接触面积,接触从“点”到“线”,能有效消除应力集中,避免加工变形的产生。
[0011]
同时,圆柱滚子用钢丝固定在圆环片上,磨内孔的砂轮灰或精车内孔的铁屑,不容易藏于保持器内,为保证产品质量,每加工完一件产品用气枪吹一下保持器即可。
[0012]
本实用新型的保持环上的斜孔是用坐标镗设备加工,加工精度非常高,斜孔角度是按产品分度圆螺旋角给定,按钻孔的斜度用钢丝把衬套和圆柱滚子固定在保持环上,就能实现棒间距直径为
ø
240
±
0.05的装配要求(不同产品装配尺寸要求是不同的),不需反复调整,装配难度大大降低。
[0013]
并且本实用新型的圆柱齿轮类产品的磨内孔或精车内孔用保持器加工容易,精度可以保证在所需的范围内,使用方便,易于推广。
[0014]
本实用新型的目的通过以下技术方案予以实现:
[0015]
本实用新型公开的圆柱齿轮类产品的磨内孔或精车内孔用保持器,包括保持环,安装在保持环周向,轴向凸出于所述保持环的多组保持结构;所述保持结构包括连接钢丝,所述钢丝依次穿过衬套和圆柱滚子的中心内孔,所述钢丝与保持环纵向非垂直设置。
[0016]
进一步地,所述保持环为高度和厚度均为6~12mm的圆环片,所述保持环轴向设有多组用于安装钢丝的斜孔。保持环优选高度为9mm,壁厚为8mm的圆环片。所述保持环上设有减重槽,其被设置为填充粘接剂。
[0017]
进一步地,所述钢丝与斜孔通过粘接或者焊接可靠固定。
[0018]
进一步地,所述斜孔为3~6组,所述斜孔的斜度按产品分度圆螺旋角给定,处于0~45
°
之间。斜孔用坐标镗设备加工,加工精度非常高,按钻孔的斜度用钢丝把衬套和圆柱滚子固定在保持环上,就能实现棒间距直径的装配要求,不需反复调整,保持器装配难度大大降低。
[0019]
进一步地,所述保持结构为3~6组,环向均匀分布在保持环上;每组保持结构的钢丝数量与斜孔数量相同。钢丝依次穿过衬套和圆柱滚子内孔。装配到保持环上圆柱滚子的棒间距就是保持器装到产品上圆柱滚子外圆直径,该夹具棒间距直径为240
±
0.05mm。
[0020]
更进一步地,所述保持结构的钢丝上套设有多个叠置的圆柱滚子,相邻圆柱滚子间的轴向间隙为1.5~3mm。
[0021]
进一步地,所述钢丝为冷拉直硬化加工而成,所述钢丝的悬空端为装入衬套和圆柱滚子后墩成半球状结构。
[0022]
进一步地,所述钢丝的直径小于圆柱滚子的内径,所述钢丝的半球状结构的球径大于圆柱滚子的内径。
[0023]
与现有技术相比,本实用新型的有益效果:
[0024]
本圆柱齿轮类产品的磨内孔或精车内孔用保持器的圆环片,壁厚比现有结构要厚
一些,高度比现有结构要矮很多,节约了制造材料,同时保持环精车失圆情况大大降低。
[0025]
本圆柱齿轮类产品的磨内孔或精车内孔用保持器的保持环上的斜孔,是用坐标镗设备加工,加工精度非常高,斜孔角度是按产品分度圆螺旋角给定,按钻孔的斜度用钢丝把衬套和圆柱滚子固定在保持环上,就能实现棒间距直径为
ø
240
±
0.05的装配要求(不同产品装配尺寸要求是不同的),不需反复调整,装配难度大大降低。
[0026]
本圆柱齿轮类产品的磨内孔或精车内孔用保持器的圆柱滚子用钢丝固定在圆环片上,磨内孔的砂轮灰或精车内孔的铁屑,不容易藏在保持器内,为保证产品质量,每加工完一件产品用气枪吹一下保持器即可。
[0027]
本实用新型针对上述现有技术的缺点,提供一种适合圆柱齿轮类产品的磨内孔或精车内孔用保持器,该保持器将保持环和圆柱滚子、衬套、钢丝结合在一起,增加保持器与齿轮齿面的接触面积,接触从“点”到“线”,能有效消除应力集中,避免加工变形的产生,加工出的圆柱齿轮类产品的磨内孔一致性好,并且适合较大圆柱齿轮类产品的加工。
附图说明
[0028]
图1为原有的圆柱齿轮类产品的磨内孔或精车内孔用保持器的主视结构示意图。
[0029]
图2为原有的圆柱齿轮类产品的磨内孔或精车内孔用保持器的俯视结构示意图。
[0030]
图3为原有的圆柱齿轮类产品的磨内孔或精车内孔用保持器的保持结构的局部放大结构示意图。
[0031]
图4为本实用新型所述圆柱齿轮类产品的磨内孔或精车内孔用保持器的俯视结构示意图。
[0032]
图5为本实用新型所述圆柱齿轮类产品的磨内孔或精车内孔用保持器的主视结构示意图。
[0033]
其中,1-圆环形薄壁件,2-圆柱滚子,3-钢丝,4-保持环,6-衬套,11-斜孔,12-减重槽。
具体实施方式
[0034]
下面结合附图和具体实施例进一步详细说明本实用新型。为方便说明,本实用新型下述实施例采用的试剂、仪器和设备等列举如下,但并不因此限定本实用新型。
[0035]
发明人声明,本实用新型通过上述实施例来说明本实用新型的详细工艺设备和工艺流程,但本实用新型并不局限于上述详细工艺设备和工艺流程,即不意味着本实用新型必须依赖上述详细工艺设备和工艺流程才能实施。所属技术领域的技术人员应该明了,对本实用新型的任何改进,对本实用新型产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本实用新型的保护范围和公开范围之内。
[0036]
实施例1
[0037]
如图4和图5所示,本圆柱齿轮类产品的磨内孔或精车内孔用保持器,包括保持环4,安装在保持环4周向,轴向凸出于保持环4的多组保持结构;其保持结构包括连接钢丝3,钢丝3依次穿过衬套6和圆柱滚子2的中心内孔,钢丝3与保持环4纵向非垂直设置。本实施例中的保持环4为一端中部设有减重槽12,其被设置为填充粘接剂;保持环4为高度和厚度均为6~12mm的圆环片,本实施例中优选,高度为9mm,壁厚为8mm。保持环4轴向设有多组用于安
装钢丝的斜孔11,钢丝3与斜孔11通过粘接或者焊接可靠固定,钢丝3为冷拉直硬化加工而成,钢丝3的悬空端为装入衬套6和圆柱滚子2后墩成半球状结构。
[0038]
作为优选方案,斜孔11为3~6组,斜孔11的斜度按产品分度圆螺旋角给定,处于0~45
°
之间,本实施例中斜孔11为3组,角度为14
°
44
’
32”。其斜孔11角度是按使用产品分度圆螺旋角给定,用坐标镗设备加工,加工精度非常高,按钻孔的斜度用钢丝把圆柱滚子2固定在保持环4上,就能实现棒间距直径的装配要求,不需反复调整,保持器装配难度大大降低。
[0039]
进一步地,保持结构为3~6组,实施例中保持结构为3组。环向均匀分布在保持环4上;每组保持结构的钢丝3数量与斜孔11数量相同。钢丝3依次穿过衬套6和圆柱滚子2的内孔。装配到保持环4上圆柱滚子2的棒间距就是保持器装到产品上圆柱滚子外圆直径,该夹具棒间距直径可根据具体产品的要求而调整,本实施例中的夹具棒间距直径为240
±
0.05mm。
[0040]
作为优选方案,保持结构的钢丝3上套设有多个叠置的圆柱滚子2,相邻圆柱滚子2间的轴向间隙为1.5~3mm。
[0041]
本圆柱齿轮类产品的磨内孔或精车内孔用保持器的圆环片,壁厚比现有结构要厚一些,高度比现有结构要矮很多,节约了制造材料,同时保持环精车失圆情况大大降低。
[0042]
本圆柱齿轮类产品的磨内孔或精车内孔用保持器的圆柱滚子用钢丝固定在圆环片上,磨内孔的砂轮灰或精车内孔的铁屑,不容易藏在保持器内,为保证产品质量,每加工完一件产品用气枪吹一下保持器即可。
[0043]
本实用新型针对上述现有技术的缺点,提供一种适合圆柱齿轮类产品的磨内孔或精车内孔用保持器,该保持器将保持环和圆柱滚子、衬套、钢丝结合在一起,增加保持器与齿轮齿面的接触面积,接触从“点”到“线”,能有效消除应力集中,避免加工变形的产生,加工出的圆柱齿轮类产品的磨内孔一致性好。
[0044]
显然,上述实施例仅仅是为清楚地说明本实用新型的技术方案所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips