
 商标分类
商标分类  商标转让
商标转让 
导管防护层打磨工装的制作方法
 2021-01-30 07:01:20|
2021-01-30 07:01:20| 293|
293| 起点商标网
起点商标网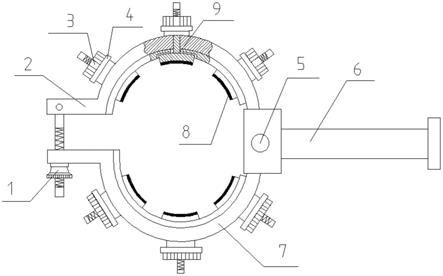
[0001]
本实用新型专利属于机械制造装配技术领域,涉及的是对大批量带有防护层的导管在装机前或装机后外壁局部表面防护层进行精细打磨的一种工装,尤其是对大直径导管的防护层打磨,效果体现的更加显著,不仅导管表面打磨质量好,而且可以严格保证打磨后各个导管与机体之间具有良好的电接触。
背景技术:
[0002]
在飞机装配制造过程中,涉及成千上万根导管的安装,而对于燃油系统的导管在安装后需要对导管进行搭接线的连接,以保证它们与飞机结构之间的搭接电阻。但由于所有的燃油导管表面都涂有一层绝缘的防护漆层,因此为了降低各导管与飞机结构之间的绝缘电阻,并保证它们之间有良好的电接触,需要在安装搭接线之前先将导管上固定搭接线卡箍位置的绝缘防护漆层去除,然后再进行搭接线的安装固定,但由于每一个搭接线卡箍在导管上的位置需要在机上安装后才能精确确定,有时受工作空间狭小和拆卸不方便等因素限制,给打磨工作造成了很大的困难。目前常规的做法一种是对于安装在机上空间内比较宽敞的导管,可以直接正式装机,然后确定搭接线卡箍的位置,之后用砂纸将导管上该位置的绝缘防护漆层打磨掉,但由于卡箍的安装位置是有具体尺寸的,有时打磨不好就有可能使打磨区域变大,这时就得重新补漆防护,待漆干了之后再进行安装。另一种是对于安装在飞机上比较狭小的空间内不能在机上完成打磨工作的导管,需要对该导管在机上进行预安装,在确定搭接线卡箍位置后,再将导管从机上拆下,在地面用砂纸完成打磨工作之后再装机。虽然两种方法都能很好完成该项工作,但都存在工作效率低,表面打磨质量不均匀以及工作难度大等难点。
[0003]
鉴于以上种种原因,实用新型了该新型导管防护层打磨工装,该工装结构新颖,灵活程度高,能够应用于各种圆柱类零件表面防护层的打磨处理工作,而且它可以根据导管打磨的宽度范围和表面粗糙度的要求,选择安装不同尺寸和不同规格的打磨头,从而在提高工作效率和保证导管打磨质量的基础上,确保了各导管与飞机机构的可靠电接触。
技术实现要素:
[0004]
本实用新型专利的目的就是实用新型一种新型的导管防护层打磨工装,该工装不仅打磨质量好、效率高,而且可以根据打磨导管防护型号的不同选择不同规格的打魔头,适用范围广,解决了飞机上成百上千根导管的搭接线安装中产生的诸多难点问题。
[0005]
本实用新型采用的技术方案为:
[0006]
一种导管防护层打磨工装,所述导管防护层打磨工装由打磨装置和限位装置组成,二者配合完成导管防护层的打磨,所述打磨装置包括锁紧调节杆1、打磨头固定上支架2、调节旋钮3、垫圈4、定位销轴5、旋转手柄6、打磨头固定下支架7、曲面打磨头8、推力弹簧9,所述限位装置包括橡胶垫10、限位装置上支架11、伸缩支臂12、张紧力调节钮13、限位装置下支架14、锁紧杠杆15、连接销轴16、环形挂钩17。
[0007]
所述的打磨头固定上支架2和打磨头固定下支架7结构对称,均为半圆弧结构,二者构成打磨头的安装支架,主要用于固定不同规格的打磨头,以此来满足不同尺寸导管的打磨需求;所述打磨头固定上支架2和打磨头固定下支架7的一端通过锁紧调节杆1锁紧,对称的另一端设有定位销轴5,通过定位销轴5与旋转手柄6连接在一起,从而达到相对旋转的目的。所述的旋转手柄6用于为操作者提供一个使用该工装的手柄。
[0008]
所述的6个调节旋钮3对称设于打磨头固定上支架2和打磨头固定下支架7的外侧(打磨头固定上支架(2)和打磨头固定下支架(7)各设三个),用于调节打磨头在打磨头固定上、下支架上的长度,以便适应不同直径的导管,从而扩大本工装的适用范围。所述的垫圈4设于调节旋钮3与打磨头固定支架之间,防止多次转动调节旋钮3,造成对打磨固定支架的磨损。
[0009]
所述的曲面打磨头8设于打磨头固定上支架2和打磨头固定下支架7内侧,并通过推力弹簧9与调节旋钮3连接,可以根据打磨需求选择不同规格的打磨头,主要用于打磨掉导管表面的防护漆层,以保证安装要求。所述的推力弹簧9主要用于给曲面打磨头8一个反作用力,在导管直径逐渐减小的过程中,使得打磨头始终与导管紧密的接触,直到露出金属层。
[0010]
所述的限位装置上支架11与限位装置下支架14结构对称,均为半圆弧形,一端通过连接销轴16连接,用于达到自由旋转的目的;对称的另一端:限位装置下支架14上设有锁紧杠杆15,限位装置上支架11上设有倒钩结构,二者通过环形挂钩17连接,锁紧杠杆15与环形挂钩17共同组成了限位装置的锁紧结构。所述的限位装置上支架11主要用于为限位装置提供一个开合支臂,限位装置下支架14主要用于为伸缩支臂12提供一个调节支架。
[0011]
所述的橡胶垫10设于限位装置上支架11内侧,用于限位卡具固定在导管上之后,防止卡伤导管。
[0012]
所述的伸缩支臂12设于限位装置下支架14内侧,主要用于对不同直径的导管起到夹紧的作用;伸缩支臂12与设于限位装置下支架14外侧的张紧力调节钮13连接,张紧力调节钮13主要用于改变伸缩支臂12的长度,以适应不同直径的导管。
[0013]
一种导管防护层打磨工装的使用方法,包括以下步骤:
[0014]
(1)根据需要打磨的导管直径和打磨尺寸范围需求,选择符合要求的6个曲面打磨头8,通过调节旋钮3确定其长度,然后安装在打磨头固定上支架2和打磨头固定下支架7上;
[0015]
(2)将导管正式装机,并确定搭接线卡箍的实际安装位置;
[0016]
(3)旋转张紧力调节钮13,使伸缩支臂12在限位装置内的长度变短,然后打开限位装置上支架11,将需要打磨的导管夹在它与限位装置下支架14之间;
[0017]
(4)调节锁紧杠杆15的位置,使环形挂钩17挂在限位装置上支架11的锁钩中,并锁紧;
[0018]
(5)旋转张紧力调节钮13,使伸缩支臂12在限位装置内的长度变长,使伸缩支臂12顶住导管,保证限位装置不动;
[0019]
(6)松开锁紧调节杆1,之后打开打磨头固定上支架2,导管装夹在打磨装置内,然后使该打磨装置侧面紧靠限位装置对应的外侧,拧紧锁紧调节杆1,使6个曲面打磨头8与导管外壁防护层紧密接触,此时注意各打磨头得保证一定的伸缩性;
[0020]
(7)用手握持旋转手柄6,在可操作的空间内进行反复旋转,此时就可以看到导管
周围的防护层被逐渐打磨掉,当四周均露出金属表面后,即打磨完毕;
[0021]
(8)拧松锁紧调节杆1和调节锁紧杠杆15,将打磨装置和限位装置从导管上拆下,然后将搭接线卡箍固定在打磨区域,正确连接搭接线;
[0022]
(9)对于机上狭小区域内的导管,需要在机上进行预安装确定打磨位置,然后拆下在地面进行打磨,其步骤同(3)-步骤(8)。
[0023]
本实用新型的有益效果为:工作效率、精确度、适用范围、结构的特殊性。具体如下:
[0024]
(1)本实用新型专利机械结构独特,打磨表面均匀、质量好,在实现打磨功能的基础上,还配套设置了限位装置,保证了打磨设备的稳定性和精准性,从不同角度解决了以往导管防护层打磨出现的种种难点问题。
[0025]
(2)本实用新型采用一些列的质量防控机械结构,彻底避免了以前用砂纸人工打磨超区域需要重新补漆或是打磨质量不好造成导管报废等弊病,在严格保证质量的同时,也是工作效率得到了大幅度提高。
[0026]
(3)该实用新型专利的打磨装置中,设置可更换的6个不同规格曲面打磨头8,不仅可以保证导管打磨区域尺寸的一致性,最重要的是它扩大了整个打磨设备的适用范围。
[0027]
(4)该实用新型专利的限位装置巧妙的设置了伸缩支臂12,可以保证同一个限位装置满足不同直径尺寸的导管打磨区域限位功能。
[0028]
(5)该实用新型专利中的另一个特色之处就是推力弹簧9的设置,它可以在曲面打磨头8上施加一个反作用力,使得整个打磨过程曲面打磨头8始终贴在导管外壁上,进一步确保了导管外径尺寸改变,但打磨力度不变的特性。
附图说明
[0029]
图1为本实用新型打磨装置结构示意图;
[0030]
图2为本实用新型限位装置结构示意图;
[0031]
图中:1锁紧调节杆、2打磨头固定上支架、3调节旋钮、4垫圈、5定位销轴、6旋转手柄、7打磨头固定下支架、8曲面打磨头、9推力弹簧、10橡胶垫、11限位装置上支架、12伸缩支臂、13张紧力调节钮、14限位装置下支架、15锁紧杠杆、16连接销轴、17环形挂钩。
具体实施方式
[0032]
以下结合具体实施例对本实用新型做进一步说明。
[0033]
一种导管防护层打磨工装,所述导管防护层打磨工装主要由锁紧调节杆1、打磨头固定上支架2、调节旋钮3、垫圈4、定位销轴5、旋转手柄6、打磨头固定下支架7、曲面打磨头8、推力弹簧9、橡胶垫10、限位装置上支架11、伸缩支臂12、张紧力调节钮13、限位装置下支架14、锁紧杠杆15、连接销轴16、环形挂钩17组成。
[0034]
所述锁紧调节杆1主要用于需要打磨的导管固定在打磨头固定上支架2和打磨头固定下支架7之后将其锁紧;打磨头固定上支架2与打磨头固定下支架7共同构成了打磨头的安装支架,主要用于固定不同规格的打磨头,以此来满足不同尺寸导管的打磨需求;调节旋钮3主要用于调节打磨头在打磨头固定上、下支架上的长度,以便适应不同直径的导管,从而扩大本工装的适用范围;垫圈4主要用于隔断打磨固定支架与调节旋钮3,防止多次转
动调节旋钮3,造成对打磨固定支架的磨损;定位销轴5主要用于将打磨头固定上支架2、打磨头固定下支架7以及旋转手柄6连接在一起,从而达到相对旋转的目的;旋转手柄6主要用于为操作者提供一个使用该工装的手柄;曲面打磨头8可以根据打磨需求选择不同规格的打磨头,主要用于打磨掉导管表面的防护漆层,以保证安装要求;推力弹簧9主要用于给曲面打磨头8一个反作用力,在导管直径逐渐减小的过程中,使得打磨头始终与导管紧密的接触,直到露出金属层;橡胶垫10主要适用于限位卡具固定在导管上之后,防止卡伤导管;限位装置上支架11主要用于为限位装置提供一个开合支臂;伸缩支臂12主要用于对不同直径的导管起到夹紧的作用;张紧力调节钮13主要用于改变伸缩支臂12的长度,以适应不同直径的导管;限位装置下支架14主要用于为伸缩支臂12提供一个调节支架;锁紧杠杆15与环形挂钩17共同组成了限位装置的锁紧结构;连接销轴16主要用于将限位装置上支架11和限位装置下支架14连接起来,已达到自由旋转的目的。
[0035]
一种导管防护层打磨工装的使用方法,包括以下步骤:
[0036]
(1)根据需要打磨的导管直径和打磨尺寸范围需求,选择符合要求的6个曲面打磨头8,通过调节旋钮3确定其长度,然后安装在打磨头固定上支架2和打磨头固定下支架7上;
[0037]
(2)将即将安装在飞机上的导管根据安装图纸正式装机,然后确定搭接线卡箍的实际安装位置;
[0038]
(3)旋转张紧力调节钮13,使伸缩支臂12在限位装置内的长度变短,然后打开限位装置上支架11,将即将打磨的导管夹在它与限位装置下支架14之间;
[0039]
(4)调节锁紧杠杆15的位置,使环形挂钩17挂在限位装置上支架11的锁钩中,并锁紧;
[0040]
(5)旋转张紧力调节钮13,使伸缩支臂12在限位装置内的长度变长,使伸缩支臂12顶住导管,保证限位装置不动;
[0041]
(6)松开锁紧调节杆1,之后打开打磨头固定上支架2导管装夹在打磨装置内,然后使该打磨装置侧面紧靠限位装置对应的外侧,拧紧锁紧调节杆1,使6个曲面打磨头8与导管外壁防护层紧密接触,此时注意各打磨头得保证一定的伸缩性;
[0042]
(7)用手握持旋转手柄6,在可操作的空间内进行反复旋转,此时就可以看到导管周围的防护层被逐渐打磨掉,当四周均露出金属表面后,即打磨完毕;
[0043]
(8)拧松锁紧调节杆1和调节锁紧杠杆15,将打磨装置和限位装置从导管上拆下,然后将搭接线卡箍固定在打磨区域,正确连接搭接线;
[0044]
(9)对于机上狭小区域内的导管,需要在机上进行预安装确定打磨位置,然后拆下在地面进行打磨,其步骤同(3)-步骤(8)。
[0045]
以上所述实施例仅表达本实用新型的实施方式,但并不能因此而理解为对本实用新型专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些均属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 橡胶垫

 热门咨询
热门咨询




tips