
 商标分类
商标分类  商标转让
商标转让 
纳米晶组织Ti-Cu合金及其激光选区熔化增材制造制备方法与流程
 2021-01-30 07:01:19|
2021-01-30 07:01:19| 384|
384| 起点商标网
起点商标网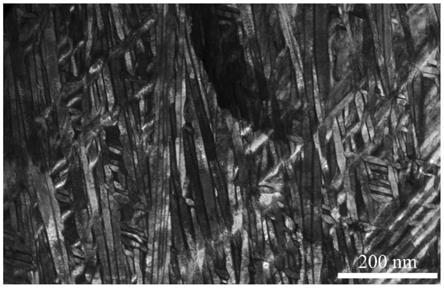
纳米晶组织ti-cu合金及其激光选区熔化增材制造制备方法
技术领域
[0001]
本发明涉及钛合金材料领域,具体为一种纳米晶组织ti-cu合金及其激光选区熔化增材制造制备方法。
背景技术:
[0002]
钛及其合金具有耐蚀性强、比强度高、生物相容性优异、弹性模量较低等优点,从而逐渐成为口腔修复、矫形外科、种植体等领域中金属医疗器械的首选材料,如骨创伤产品(髓内钉、钢板、螺钉等)、人工关节(骻、膝、肩、踝、肘、腕、指关节等)、脊柱矫形内固定系统、牙种植体、牙托、牙矫形丝、介入支架、人工心脏瓣膜等。医用钛合金的发展可分为三个阶段:第一个阶段以纯钛(α型)和ti-6al-4v(α+β型)为代表;第二个阶段以ti-6al-7nb(α+β型)和ti-5al-2.5fe(α+β型)为代表;第三个阶段以开发弹性模量更低、生物相容性更好的β型钛合金为目标。
[0003]
3d打印技术是后工业时代发展起来的新型制造技术,其通过计算机辅助设计和制造,经过二维叠加增材制造出具有三维结构的复杂产品,目前已经从最初的高分子材料产品,发展到金属、陶瓷的3d打印产品。3d打印技术在医学中应用的突出优势就是能够针对病患进行医疗器械的个性化设计和制造,并能制造出具有复杂甚至多孔结构的各种植入物。因此,3d打印技术在医学中的应用优势明显,前景广阔。
[0004]
其中,选择性激光熔化(selective laser melting,slm)工艺发展最快、应用最广泛的技术之一。其特点是使金属粉末快速熔化和凝固,进而快速成型结构复杂的金属零件。slm技术的工作原理是通过预设激光扫描策略使高激光束按照零件截面的成形需求,逐层熔融金属粉末快速成形金属零部件。slm技术具有晶粒细化、避免偏析、节能环保、复杂结构件一次成形等优势。因此,slm技术制备结构复杂的钛合金零部件将在航天航空或医疗器械等领域具有广阔的前景。
[0005]
然而,slm技术逐点逐线逐层的沉积方式产生了由多重非稳态水平和垂直热循环构成的独特复杂热历史,导致成形过程中钛及合金的显微组织是由贯穿初生柱状β晶粒的针状马氏体α'构成,导致材料的力学性能,特别是塑性较差,极大地限制了slm技术制备钛及合金在航天航空及医学领域中的应用。
技术实现要素:
[0006]
发明的目的在于提供一种纳米晶组织ti-cu合金及其激光选区熔化增材制造制备方法,为实现上述目标,本发明的技术方案是:
[0007]
一种纳米晶组织ti-cu合金,无论是预合金粉末还是混粉末,按重量百分比计,该钛合金的化学成分为:为cu:1-10;余量为ti。合金中杂质元素的含量应符合《钛及钛合金牌号和化学成分表》国家标准中的相应要求。
[0008]
作为优选的技术方案:所述钛合金中铜含量为重量百分比cu:2-4。
[0009]
本发明还提供了上述纳米晶组织ti-cu合金的增材制造制备方法:
[0010]
该钛合金的制备方法为选择性激光熔化,具体参数为:激光功率200-400w,扫描速度1000-2000mm
·
s-1
,层间偏转角30-120
°
,能量密度30-120j
·
mm-3
。
[0011]
制备所得材料的显微组织为纳米尺寸级细条组织,细条组织的宽度在20~100nm之间,该合金在650℃及以下使用3h以内,晶粒不发生粗化长大。
[0012]
该纳米晶组织ti-cu合金的抗拉强度≥1200mpa,延伸率≥15%,可在航天航空、医学器械、工业等领域中应用,尤其适用于口腔、骨科植入医疗器械。
[0013]
本发明的有益效果是:
[0014]
(1)区别于现有增材制造钛及其合金(ti6al4v、纯ti)的制备方法,本发明所提供的纳米晶组织ti-cu合金不存在贯穿柱状晶缺陷等缺陷,且显微组织为纳米尺寸级细条组织。
[0015]
(2)本发明所述ti-cu合金具有优异的力学性能,实现了强塑性匹配。
[0016]
(3)发明所提供的纳米晶组织ti-cu合金服役条件在650℃及以下使用3h以内,晶粒不发生粗化长大,能够保持优异的力学性能。
附图说明
[0017]
图1增材制造制备的纳米尺寸级细条ti-cu合金(实施例5)的组织形貌。
具体实施方式
[0018]
以下用实施例对本发明作更一步的描述。这些实施例仅仅是对本发明最佳实施方式的描述,并不对本发明的范围有任何限制。
[0019]
实施例:本发明提供一种纳米晶组织ti-cu合金,其化学成分为(重量百分比)cu:1-10;余量为ti。实施例1-12为根据本发明提供的化学成分范围进行制备的ti-cu,其cu元素的含量逐步提高,相应的制备工艺也在本发明规定的技术参数范围内进行适当调整。实施例2-6为本发明优选cu含量范围。具体请见表1。
[0020]
对比例:对比例1-2化学成分低于本发明提供的化学成分范围下限,对比例11-12的化学成分高于本发明提供的化学成分范围上限。对比例3的激光功率低于本发明提供的激光功率范围下限;对比例4的激光功率高于本发明提供的范围上限;对比例5的扫描速度低于本发明提供的范围下限;对比例6的扫描速度高于本发明提供的范围上限;对比例7的层间偏转角低于本发明提供的范围下限;对比例8的层间偏转角高于本发明提供的范围上限;对比例9、10的能量密度分别低于或高于本发明提供的范围下限或上限。具体请见表2。
[0021]
表1实施例化学成份及制备工艺
[0022][0023]
表2对比例化学成份及制备工艺
[0024][0025]
1.硬度测试
[0026]
对实施例和对比例材料的硬度进行测试。采用htv-1000型硬度计测量退火后材料样品的维氏硬度。测试前,样品表面经过抛光处理。样品是尺寸为直径10mm,厚度为2mm的薄片。试验加载力为9.8n,加压持续时间为15s,通过测量压痕的对角线长度,经过计算机硬度分析软件自动计算得出硬度值。最终硬度值取15个点的平均值,每组样品选取三个平行样,具体结果见表3。
[0027]
2.拉伸性能测试
[0028]
采用instron 8872型拉伸试验机对对比例和实施例材料的室温拉伸力学性能进行测试,拉伸速率为0.5mm/min。测试前,采用车床将材料加工成螺纹直径10mm、标距直径5mm、标距长度30mm的标准拉伸试样,每组热处理试样取三个平行样,实验得到的力学性能包括抗拉强度和延伸率,具体结果见表3。
[0029]
3.晶粒尺寸统计
[0030]
采用扫描电镜的电子背散射衍射(ebsd)分析系统对疲劳前后样品进行相体积分数统计,样品制备方法为,先将样品通过机械抛光得到平整光洁的表面,再将样品置于电解液(6%高氯酸+30%丁醇+64%甲醇)中在-25℃下电解抛光20s,去除表面应力。ebsd采集数据时,扫描电镜工作电压20kv,电流18na,步长选取0.2μm,扫描范围解析率大于80%,采用channel 5软件对晶粒尺寸进行分析,具体结果见表3、4。
[0031]
表3实施例和对比例材料的力学性能及组织尺寸
[0032][0033][0034]
表4实施例和对比例材料的组织特征及在不同温度保温2h后的组织变化
[0035][0036]
从表3、4的结果可以看出,实施例1~12均为纳米板条组织,且具有较高的强度、良好的塑性。而对比例1、2、11、12因cu含量范围未在本发明要求的范围之内,最终其力学性能较差,或组织为粗大板条组织。对比例3-10因激光功率、扫描速度等工艺参数范围未在本发明要求的范围之内,导致制备得到的材料力学性能较差,同时未得到纳米晶板条组织。
[0037]
从表4的结果可以看出,实施例2-6在650℃及以下时效过程中具有良好的组织热稳定性,板条尺寸在时效后未发生显著的变化。实施例1、7-12由于原始板条尺寸略微大于实施例2-6,因此在650℃及以下时效过程中板条尺寸长大至100-300nm范围内,其组织热稳定性稍差于本发明实施例2-6,但均远优于对比例1,从表4中可看出对比例1板条发生显著的粗化长大。
[0038]
以上所述仅为本申请的实施方式,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips