
 商标分类
商标分类  商标转让
商标转让 
抛光工具和用于抛光工件的装置的制作方法
 2021-01-30 07:01:34|
2021-01-30 07:01:34| 259|
259| 起点商标网
起点商标网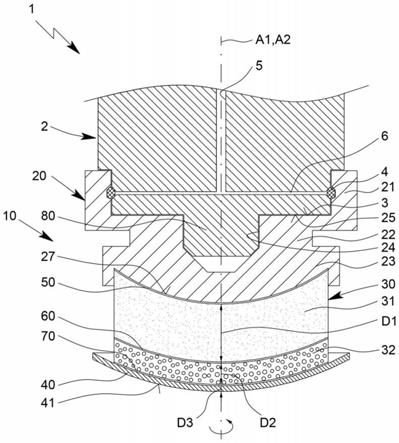
[0001]
本发明涉及一种抛光工具。本发明还涉及一种用于对工件特别是透镜进行抛光的装置。
背景技术:
[0002]
从de 102014015052 a1中获知这种类型的抛光工具。这种类型的抛光工具具有基座,在基座的弯曲的前表面施加有由两部分构成的(two-part,两部分的、包含两部分的)泡沫载体(carrier,承载件、支架、托架),该泡沫载体又承载抛光箔。由两部分构成的泡沫载体在邻近基座处较软,而在邻近抛光箔处较硬。
[0003]
这种抛光工具特别是用于对光学工件诸如透镜进行抛光。由于较硬部分比较软部分薄得多,因此归因于比较厚的较软部分,抛光箔可以很好地适应待抛光表面的几何形状。同时,归因于比较薄的较硬区域,可以实现较高的去除率。因此,应该能够利用基座表面具有恒定曲率的单个工具,将验眼透镜抛光成在0至14屈光度的范围内。基本上,应减少在待抛光验眼透镜的屈光度范围内操作所需的抛光工具的数量。然而,这种抛光工具不能满足对具有特别准确的抛光结果的最精确且最具确定性的抛光的需求。
[0004]
此外,在现有技术中已知许多具有一件式弹性中间层的抛光工具。特别是当与具有球形头/球头的抛光主轴(spindle,轴、心轴)结合使用时,会出现以下问题:在抛光过程中压缩中间层时,抛光工具或工具轴线会(过度)强烈偏斜或倾斜而偏离中心轴线和/或驱动轴线(中心偏移)。这会导致抛光误差,因为抛光工具没有被中心地(centrally,在中心、沿中心)导向和/或工具轴线没有以垂直于待抛光表面(加工表面/目标表面)的方式被导向,而是偏离中心/偏心,和/或相对于所述表面偏移,和/或与所述表面成一定角度/相对于所述表面倾斜。
技术实现要素:
[0005]
本发明的目的是改进和/或进一步开发已知类型的抛光工具以及已知类型的装置,使得能够特别精确地对工件诸如透镜或验眼透镜进行抛光,特别是在抛光过程中抛光工具的径向偏转较小和/或中心偏移减小。
[0006]
该问题的解决方案是根据本发明的实施方式的抛光工具和根据本发明的另外的实施方式的装置。
[0007]
本发明的第一独立方面在于,根据本发明的抛光工具包括:基座;抛光箔和/或抛光垫;以及由两部分或多部分构成的、优选地由泡沫制成的弹性中间层,特别是泡沫载体,其中中间层被设计成在(紧)邻近基座处较硬和/或较具刚性(对抗压缩),并且在(紧)邻近抛光箔处较软和/或较具弹性和/或较易屈曲。因此,至少减少了根据本发明的抛光工具在抛光过程中的强烈的径向偏转。
[0008]
提供的是,中间层/泡沫载体具有:(第一)部分/部件,其特别是由泡沫材料制成的,(直接)邻接基体和/或远离加工表面;以及(第二)部分/部件,其特别是由泡沫材料制
成,(直接)邻接抛光箔和/或布置在抛光箔与第一部分/部件之间和/或靠近加工表面,其中与第二部分/部件相比,第一部分/部件较厚、较硬/较不具有弹性、较具刚性和/或较密。
[0009]
由于较软/第二部分/部件,抛光箔可以特别好地适应工件的表面,即使在抛光工具的高旋转速度下也是如此。特别是对于具有非旋转对称表面的工件或透镜,例如复曲面透镜或自由形式的透镜,中间层/泡沫载体的部分/部件的根据本发明的布置——与现有技术相反——使抛光箔能够动态地适应或紧贴表面,从而使抛光箔始终以其(整个)表面位于工件/透镜上。
[0010]
由于较硬/第一部分/部件,抛光工具和/或抛光箔可以在轴向方向/工具轴线的方向和径向方向/横向于驱动轴线的方向上屈曲,特别是允许适应工件的在周向方向上变化的高度差和/或曲率半径,如在复曲面透镜的情况下那样,和/或能够用相同的抛光工具加工具有不同曲率半径的工件。
[0011]
本发明的第二个独立方面是,根据本发明的用于抛光的装置包括可旋转地驱动的工具承载件,特别是工具主轴/抛光主轴,其通过可选的耦接元件(直接)连接至根据本发明的抛光工具的基座,和/或实施成用于根据本发明的抛光工具的可拆卸和/或可交换的保持,其中工具承载件,特别是耦接元件,要么是至少基本上刚性的/无接头的,特别是无球头的,要么具有弹性挠曲轴承/弹性挠曲接头。
[0012]
因此,特别地,工具承载件和/或耦接元件不具有球头/球形头,这样的球头/球形头在抛光工具被压靠于工件时会导致抛光工具的过度中心偏移,并且可能导致抛光期间在工件的边缘区域中倾斜。
[0013]
已知的具有球头的装置在接头/接头轴线/倾斜轴线与抛光表面之间具有固定且相对大的距离。因此,这是一种约束/强制机构,即使横向力较小,但由于距离较大,也会导致抛光工具相对于主轴轴线/驱动轴线的中心偏移较大。
[0014]
相反,根据本发明的刚性和/或无接头装置不具有固定的接头轴线/倾斜轴线。
[0015]
如已经说明的那样,抛光工具的倾斜(排他地)是由抛光工具特别是由中间层/泡沫载体的弯折引起的。换句话说,抛光工具,特别是中间层/泡沫载体,优选地形成挠曲轴承,尤其是具有虚拟接头轴线,与已知的带有球头的装置相比,其到抛光表面的距离减小,使得相同大小的横向力会导致较小的中心偏移。
[0016]
因此,根据本发明的抛光工具,特别是中间层的第一/较硬部分/部件,可以承担对已知的球头的补偿功能,并且特别是由于第一部分/部件与抛光箔之间的距离较小,使得能够实现在工件上方/在工件上的较好引导。
[0017]
另外,根据本发明的刚性和/或无接头的装置防止了抛光工具在工件的边缘区域提离工件的风险。
[0018]
因此,根据本发明的基本思想是将根据本发明的抛光工具连接至工具承载件特别是抛光主轴,特别是直接连接至工具承载件和/或在没有球头的情况下连接至工具承载件。这至少减少了中心偏移。特别地,中心偏移不再受球头的倾斜的影响。
[0019]
对根据本发明的这种效果的主要贡献在于,根据本发明的抛光工具在邻近工具承载件和/或耦接元件处,特别是在中间层的第一部分,被设计为与现有技术相比较具刚性和/或较硬,以便能够减小中心偏移。
[0020]
原则上,上述方面和特征以及由权利要求书和以下描述产生的本发明的方面和特
征可以彼此独立地实现,也可以以任何组合方式实现。
附图说明
[0021]
本发明的其他方面、优点、特征、特性和有利的进一步改进由从属权利要求和以下参照附图对优选实施方式的描述得出。它们以示意图形式显示,而不是按比例的视图:
[0022]
图1是根据本发明的装置的示意性截面图,具有根据本发明的根据第一实施方式的抛光工具和被仅部分地示出的工具承载件;
[0023]
图2是根据图1的装置的示意性截面图,具有根据本发明的根据第二实施方式的抛光工具和被仅部分地示出的工具承载件;
[0024]
图3a是处于远离工件移动的位置的根据图2的装置的示意性截面图;
[0025]
图3b是图3a的装置的示意性截面图,该装置处于压靠工件的位置和/或处于中心加工位置;
[0026]
图3c是处于偏心和/或偏斜的加工位置的根据图3b的装置的示意性截面图;
[0027]
图3d是根据图3c的装置的示意性截面图,其中工件旋转了90
°
;和
[0028]
图4是顶视图中的抛光工具相对于工件的加工位置的示意图。
[0029]
在该部分不按比例的仅用于示意的图中,相同的附图标记用于相同、同一或相似的部件和组件,其中即使省略了重复的描述,也获得了相应或相当的特性、特征和优点。
具体实施方式
[0030]
图1和图2分别示出了所提出的用于抛光工件l特别是透镜或眼镜/眼镜透镜的装置1的优选实施方式,该工件未在图1和2中示出。
[0031]
装置1具有工具承载件2特别是工具主轴和/或抛光主轴,该工具承载件优选地围绕主轴轴线和/或驱动轴线a1被可旋转地驱动,并且具有用于对工件l进行抛光的抛光工具10。
[0032]
抛光工具10被附接或可附接到工具承载件2,优选地至少基本上是刚性的和/或不可移动的和/或无接头的。
[0033]
特别地,抛光工具10可拆卸地和/或可互换地附接或可附接到工具承载件2,使得优选地可以在一个或多个抛光过程之后手动地将抛光工具10从工具承载件2移除,并用新的抛光工具对其进行替换。
[0034]
在所示的实施方式中,根据本发明的抛光工具10具有基座20、中间层/泡沫载体30和抛光垫/抛光膜/抛光箔40。
[0035]
抛光箔40优选地形成装置1和/或抛光工具10的(第一)轴向端和/或自由端。特别地,当对工件l进行抛光时,抛光箔40与工件l直接接触。
[0036]
优选地,抛光箔40具有特别是(凹的或凸的)弯曲的抛光表面41,特别优选地是球形的抛光表面,其中抛光表面41形成抛光工具10的前表面。
[0037]
中间层30优选地布置在基座20和抛光箔40之间。特别地,抛光箔40借助于中间层30连接至基座20。
[0038]
基座20优选地形成抛光工具10的(第二)轴向端和/或(直接地)连接或可连接到工具承载件2,如下面更详细地解释的。
[0039]
抛光工具10,特别是基座20和/或中间层/泡沫载体30,优选地是至少基本上柱形的和/或(每个)被设计为(圆形)柱体。
[0040]
特别优选地,抛光工具10和/或基座20和/或中间层30是至少基本上旋转对称的。
[0041]
工具承载件2优选地可绕驱动轴线a1旋转,优选地,其中,驱动轴线a1在中心延伸穿过至少基本上柱形的工具承载件2。
[0042]
抛光工具10,特别是抛光箔40,优选地具有工具轴线a2,特别地其中,工具轴线a2形成优选地伸长的和/或旋转对称的抛光工具10的和/或优选为圆形的抛光箔40的纵向轴线、对称轴线、中心轴线和/或旋转轴线。
[0043]
通常,工具轴线a2与驱动轴线a1相对应/重合/相同。然而,也可以使抛光工具10特别是抛光箔40相对于基座20和/或工具承载件2倾斜或偏斜,从而使工具轴线a2相对于驱动轴线a1倾斜,因而产生中心偏移。
[0044]
除非另有说明,否则在本发明的上下文中使用的空间分配、布置和/或对准,特别是术语“径向”和/或“轴向”,优选地指涉驱动轴线a1和/或工具轴线a2。
[0045]
优选地,基座20具有基部21、连接部22和/或头部23,特别地其中,基部21通过连接部22与头部23连接。
[0046]
优选地,基部21布置在基座20的面向工具承载件2的一侧上,而头部23布置在基座20的背离工具承载件2的一侧上。
[0047]
优选地,抛光工具10借助于基座20特别是基部21可附接或(直接)附接到工具承载件2。
[0048]
在所示的实施方式中,基座20和/或基部21被设计成至少部分地接收工具承载件2。然而,还可能的解决方案是,在其中工具承载件2设计成接收基座20和/或基部21。例如,工具承载件2可具有用于接收抛光工具10的钻孔。
[0049]
优选地,工具承载件2被设计为(工具承载的)电动机主轴和/或工具主轴,和/或由在轴向端和/或自由端具有工具接口(interface,联接装置)的轴形成。
[0050]
优选地,工具承载件2,特别是工具接口,具有用于扭矩传递的耦接元件/销80。
[0051]
基座20,特别是基部21,优选地具有用于接收工具承载件2和/或使其居中,特别是用于接收工具承载件/工具主轴2的耦接元件/销80和/或使其居中的接收区域24。
[0052]
抛光工具10,特别是基座20,通过形状配合、压入配合和/或粘接/粘结与工具承载件2特别是与耦接元件/销80连接,或可与工具承载件特别是可与耦接元件/销连接,优选可拆卸地连接。
[0053]
如开始时已经说明的那样,工具承载件2/工具主轴2例如通过电动机(未示出)被可旋转地驱动,优选地被围绕驱动轴线a1可旋转地驱动。
[0054]
优选地,借助于工具承载件2的耦接元件/销80,扭矩和/或旋转移动可从工具承载件2传递至抛光工具10。
[0055]
为此,耦接元件/销80和接收区域24优选具有彼此互补的用于扭矩传递的轮廓,例如多边形轮廓,使得当耦接元件/销80插入接收区域24中时,如图1和2所示,在工具承载件2和抛光工具10之间沿旋转方向形成形状配合。
[0056]
优选地,基座20,特别是基部21,以其表面轴向地——并且可选地也径向地——抵靠工具承载件2。
[0057]
优选地,基座20,特别是基部21,具有基部表面25,该基部表面轴向地和/或径向地抵靠工具承载件2的相应的支承表面3。
[0058]
如已经说明的,抛光工具10可拆卸地连接或可连接到工具承载件2。优选地,装置1和/或工具承载件2具有用于将抛光工具10可拆卸地连接到工具承载件2的耦接装置。
[0059]
在图1所示的实施方式中,装置1和/或工具承载件2配备有气动致动的耦接装置,其中,密封环4可以通过在中心和/或轴向延伸的供应管线5和一个或多个径向延伸的压力管线6被加压空气作用,使得密封环4可以径向压靠抛光工具10和/或基座20。这样,在工具承载件2和抛光工具10之间形成摩擦/力配合连接。
[0060]
在图2所示的实施方式中,装置1和/或工具承载件2配备有磁耦合,以将抛光工具10磁性地连接至工具承载件2。为此,抛光工具10具有一个或多个磁体26,它们嵌入在基座20和/或基部21中,以允许与优选为金属的工具承载件2磁性粘接。
[0061]
优选地,基座20被设计为刚性的,和/或设计为与中间层30和/或抛光箔40相比较硬、较具刚性和/或较不具有弹性,特别是用以给抛光工具10必要的稳定性和/或允许/使能实现到工具承载件2的附接。
[0062]
基座20优选地被设计/构造为一件式和/或由合适的塑料材料例如刚性pvc(pvc-u)制成,例如以本身已知的方式,特别是(注塑)成型。
[0063]
基座20,特别是头部23,优选地被设计成保持中间层/泡沫载体30,特别是使得旋转移动和/或扭矩可以被传递到中间层/泡沫载体30。
[0064]
为此,中间层/泡沫载体30通过形状配合、力配合和/或粘接/粘结与基座20特别是头部23连接。
[0065]
在所示的实施方式中,中间层/泡沫载体30和基座20被粘附在一起,如通过粘结/粘接接缝和/或粘接层50所示。
[0066]
基座20,特别是头部23,具有面向中间层/泡沫载体30的前表面27,优选地其中,中间层/泡沫载体30粘附到前表面27。
[0067]
如已经说明的那样,抛光工具10和/或抛光箔40具有抛光表面41,通过该抛光表面可以对工件l和/或对工件l的目标表面/加工表面lf进行抛光。
[0068]
抛光表面41优选是弯曲的,特别优选地是凸的或凹的,特别是球形的,优选地用以对工件l的相应弯曲的加工表面lf进行加工/机械加工。
[0069]
优选地,基座20的表面和/或前表面27是弯曲的,特别优选地是凸的或凹的,特别是球形的,优选地以便以这种方式使中间层/泡沫载体30弯折/弯曲,和/或形成抛光表面41的曲率。以此方式,可以省去相对昂贵的中间层/泡沫载体30的适配并使用板状部件。
[0070]
优选地,基座20的前表面27的曲率半径为至少75mm和/或至多1000mm,特别优选地至少基本上为150mm或600mm。
[0071]
优选地,取决于中间层/泡沫载体30和抛光箔40的厚度和材料特性,抛光表面41的曲率半径比前表面27的曲率半径大,优选地比前表面的曲率半径大至少100mm。
[0072]
与现有技术相比,事实证明,前表面27和/或抛光表面41的较大曲率半径是有效的,以便能够加工较大的加工表面lf和/或增加抛光期间的去除率。
[0073]
特别优选地,抛光表面41的曲率半径大于工件l的(最大)曲率半径,以便在将抛光工具10压在工件l上时形成环形的接触表面。与点状接触表面和/或抛光表面41的小曲率半
径相比,这是提高去除率的有利方式。
[0074]
如开始时已经说明的,中间层/泡沫载体30由多个部分和/或层组成和/或由多个部分和/或部件形成。
[0075]
在所示的实施方式中,中间层/泡沫载体30具有两个部分/层。然而,中间层/泡沫载体30由多于两个的部分和/或部件和/或层组成的解决方案也是可行的。
[0076]
优选地,中间层/泡沫载体30具有第一部分/部件31和第二部分/部件32。
[0077]
第一部分/部件31(直接地和/或轴向地)邻接基座20。特别地,第一部分/部件31(直接地)附接到基座20和/或与基座20粘性地粘结和/或(轴向地)布置在第二部分/部件32和基座20之间。
[0078]
第二部分/部件32(直接地和/或轴向地)邻接抛光箔40。特别地,抛光箔40(直接地)附接到第二部分/部件32和/或与第二部分/部件粘性地粘结,和/或第二部分/部件32(轴向地)布置在第一部分/部件31与抛光箔40之间。
[0079]
优选地,上述部分/部件31和/或32的材料特性和/或几何形状和/或结构设计彼此不同。
[0080]
本发明的本质方面在于,第一部分/部件31和/或面向基座20的部分/部件31(与第二部分/部件32相比)较硬和/或具有较少的弹性和/或较具刚性,并且第二部分/部件32和/或面向抛光箔40的部分/部件32(与第一部分/部件31相比)较柔软和/或较具弹性和/或较柔韧和/或较具柔性。
[0081]
根据本发明,这些特性/特征优选以如下方式理解:在邻近基座20处的静态和/或动态弹性模量比在邻近抛光箔40处的静态和/或动态弹性模量高,和/或,相反地,在邻近抛光箔40处的静态和/或动态弹性模量比在邻近基座20处的静态和/或动态弹性模量低。
[0082]
因此,优选地,第一/较硬部分/部件31的-静态和/或动态-弹性模量大于较软/第二部分/部件32的-静态和/或动态-弹性模量,最好至少为其1.2或1.5或2倍。
[0083]
优选地,第一/较硬部分/部件31的(静态)弹性模量大于0.4n/mm
2
,特别优选地大于0.75n/mm
2
,并且/或者小于2n/mm
2
,特别优选地小于1.75n/mm
2
。
[0084]
优选地,较软/第二部分/部件32的(静态)弹性模量大于0.05n/mm
2
或0.075n/mm
2
,特别是大于0.1n/mm
2
,并且/或者小于1n/mm
2
或0.9n/mm
2
,特别是小于0.8n/mm
2
或0.6n/mm
2
。
[0085]
弹性模量优选是当由这种材料制成的(测试)件变形时用于应力与应变和/或压力与压缩之间的关系的材料特性值。
[0086]
与具有较高弹性模量的材料相比,具有低弹性模量的材料较柔软和/或较具弹性和/或较易于压缩。
[0087]
术语“硬的”和/或“软的”应被理解为材料特性,其可以用作将材料压缩或挤压一定长度值所需的力的度量。
[0088]
换句话说,“硬度”和/或“软度”和/或“刚度”是材料和/或物质具有的抵抗(弹性)变形/压缩的机械阻力。
[0089]
硬材料优选地比软材料弹性小和/或不易压缩。
[0090]
在本发明的意义上,术语“弹性度”和/或“弹性”优选地被理解为是指材料在力的作用下弹性地即非塑性地改变其形状并在移除作用力后返回其初始形状——不会永久变形——的特性。
[0091]
为了确定(静态)弹性模量,优选地将预定的压力施加到长方体的,尤其是立方体形的测试件的表面上,并且测量该测试件在压力/力的方向上的压缩。
[0092]
弹性模量优选为以[n/mm
2
]计的压力与测试件在压力/力的方向上的以[mm]计的压缩的商乘以测试件在压力/力的方向上的以[mm]计的初始长度/宽度。
[0093]
优选地,上述弹性模量的值指涉下述测试件,其中受压面与侧向面之比(形状因数/形态因数)为3,并且对其施加0.01n/mm
2
或0.035n/mm
2
或0.055n/mm
2
或0.1n/mm
2
或0.2n/mm
2
的压力。
[0094]
优选地,第一/较硬部分/部件31的压缩硬度比第二/较软部分/部件32大,特别是第二/较软部分/部件的至少两倍、三倍或四倍。
[0095]
优选地,第一/较硬部分/部件31的压缩硬度为至少0.05n/mm
2
、0.1n/mm
2
或0.12n/mm
2
并且/或者至多0.3n/mm
2
或0.2n/mm
2
。
[0096]
优选地,第一/较硬部分/部件31的压缩硬度为至少基本上0.15n/mm
2
。
[0097]
优选地,第二/较软部分/部件32的压缩硬度为至少0.01n/mm
2
或0.02n/mm
2
并且/或者至多0.1n/mm
2
或0.08n/mm
2
。
[0098]
优选地,第二/较软部分/部件32的压缩硬度为至少基本上0.031n/mm
2
或0.047n/mm
2
。
[0099]
压缩硬度优选是指示将测试件压缩一定长度所需的力的材料特性值。
[0100]
上述抗压硬度的值优选地指涉长方体的特别是立方体形的测试件,其中,受压表面与侧向表面的比率(形状因数/形态因数)为3,并且相对于其初始大小已被压缩10%。
[0101]
附加地或替代地,第一部分/部件31的几何形状和/或结构设计可以与第二部分/部件32不同,特别是为了获得不同的刚度。
[0102]
例如,第二部分/部件32可设置有凹部,诸如狭槽、口、孔等。这样,与第一部分/部件31相比,即使在其他方面相同的材料特性下,也可以减小第二部分/部件32的刚度。
[0103]
中间层/泡沫载体30优选地(排他地)由泡沫特别是聚氨酯(polyurethane)泡沫形成或由其制成。
[0104]
第一/较硬部分/部件31优选地(排他地)由闭孔泡沫特别是闭孔聚氨酯泡沫制成。
[0105]
较软/第二部分/部件32优选地(排他地)由开孔、混合孔或闭孔泡沫制成,特别是由开孔、混合孔或闭孔聚氨酯泡沫制成。
[0106]
在闭孔泡沫的情况下,泡沫的各个孔之间的壁是至少基本上闭合的,特别是使得孔之间没有液体交换和/或泡沫不能吸收液体。优选地,闭孔泡沫具有大于80%或90%的闭孔和/或小于20%或10%的开孔。
[0107]
在开孔泡沫的情况下,泡沫的各个孔之间的壁是至少部分地敞开或不闭合的,特别是使得在孔之间可以进行液体交换和/或泡沫可以吸收液体。优选地,开孔泡沫具有大于70%或80%的开孔和/或小于30%或20%的闭孔。
[0108]
在混合孔泡沫的情况下,泡沫的各个孔之间的壁是部分敞开和部分闭合的。特别地,混合孔泡沫是闭孔泡沫和开孔泡沫的混合体。优选地,混合孔泡沫中的开孔和/或闭孔的量介于针对闭孔泡沫和开孔泡沫的量之间。
[0109]
通常,闭孔泡沫比开孔泡沫和/或混合孔泡沫硬。在这种背景下,第一部分/部件31优选闭孔泡沫,第二部分/部件32优选开孔和/或混合孔泡沫。然而,也可以将闭孔泡沫用于
第二部分/部件32,如果实现了与开孔泡沫或混合孔泡沫相同的材料性能的话。
[0110]
抛光剂的吸收会影响泡沫的材料性能。
[0111]
为了防止或至少减少抛光剂对材料性能的影响,优选的是,较软/第二部分/部件32也使用闭孔或混合孔泡沫。
[0112]
优选地,第一/较硬部分/部件31和第二/较软部分/部件32通过粘附/粘结彼此连接。
[0113]
如相应的粘接剂接缝和/或粘接剂层60所指示的,在所示的实施方式中,上述部分/部件31、32被粘附在一起。然而,也可以在生产期间将两个部分/部件31、32一起发泡。
[0114]
与现有技术相反,优选的是,较硬部分/部件31比较软部分/部件32(显著)厚,特别是为了能够借助于抛光工具10进行精确的抛光并减少中心偏移,如开头所述。
[0115]
优选地,第一/较硬部分/部件31的厚度是第二/较软部分/部件32的厚度的至少1、1.1或1.5倍,和/或至多3或2倍。
[0116]
优选地,第一/较硬部分/部件31的轴向延伸和/或厚度d1为至少5mm或6mm,特别优选为至少8mm或10mm,和/或至多为20mm或18mm,特别是优选至多16mm或14mm。
[0117]
优选地,第二/较软部分/部件32的轴向延伸和/或厚度d2为至少2mm或4mm,特别优选为至少6mm,和/或至多12mm或10mm,特别优选为至多9mm。
[0118]
优选地,中间层/泡沫载体30的轴向延伸和/或厚度的总和为至少12mm或14mm,特别优选为至少15mm,和/或至多30mm或25mm,特别优选为至多22mm或20mm。
[0119]
如已经说明的,中间层/泡沫载体30是柱形的和/或体现为(圆形)柱体。优选地,中间层/泡沫载体30沿着工具轴线a2和/或在轴向方向上具有至少基本恒定的直径。
[0120]
优选地,中间层/泡沫载体30的直径为至少35mm和/或至多60mm。
[0121]
优选地,抛光箔40的直径大于中间层/泡沫载体30的直径。换句话说,抛光箔40优选地在边缘处突出超过中间层/泡沫载体30。
[0122]
优选地,抛光箔40通过粘结特别是粘附而连接到中间层/泡沫载体30,特别是第二/较软部分/部件32,如由附图中相应的粘接剂接缝和/或粘接剂层70指示的那样。
[0123]
抛光箔40的厚度d3优选为至少0.08mm或1mm和/或至多2mm,特别优选为至少基本上1.2mm。
[0124]
抛光箔40优选地由聚氨酯制成。
[0125]
如已经说明的那样,装置1和/或抛光工具10被设计用于对(表面)的(微)切割/机械加工/加工,特别是用于对工件l和/或工件l的加工表面lf的精细加工和/或抛光。
[0126]
下面将参考图3a至3d和图4更详细地解释工件l的加工/机械加工和/或抛光过程。
[0127]
图3a示出了装置1和/或抛光工具10处于(移动)远离工件l的位置。图3b示出了装置1和/或抛光工具10处于压靠工件l的位置和/或处于(中心)加工位置,其中抛光工具10和工件l同轴布置。图3c示出了装置1和/或抛光工具10处于偏心/偏离中心和/或偏斜的加工位置。图3d示出了根据图3c的处于偏心/偏离中心和/或偏斜的加工位置的装置1和/或抛光工具10,其中工件l围绕工件轴线a3旋转了90
°
。图4示出了装置1和/或抛光工具10相对于工件l的可能加工位置的示意视图/例图。
[0128]
在加工/机械加工位置和/或在抛光过程期间,抛光工具10特别是抛光箔40与工件l彼此接触。特别地,在加工位置和/或在抛光过程期间,抛光表面41优选以其(整个)表面位
于工件l和/或加工表面lf上,如图3b、3c和3d所示。
[0129]
优选地,在抛光过程期间,向工件l施加抛光力和/或抛光压力和/或接触/表面压力。
[0130]
优选地,在抛光过程期间,抛光压力保持至少基本上恒定。
[0131]
优选地,在抛光过程期间,产生大于0.01n/mm
2
或0.02n/mm
2
和/或小于1n/mm
2
或0.05n/mm
2
,特别是小于0.1n/mm
2
的抛光压力,并且/或者将这样的抛光压力施加于工件l。
[0132]
在加工位置和/或在抛光过程期间,抛光工具10,特别是中间层/泡沫载体30,被压缩/挤压,优选地,其中第二/较软部分/部件32比第一较硬部分/部件第31被压缩/挤压得多。
[0133]
特别优选地,中间层/泡沫载体30被压缩/挤压大于5%或10%和/或小于80%,特别是小于50%或25%(基于中间层/泡沫载体30的初始厚度)。
[0134]
如已经说明的,工件l优选是透镜,特别是眼镜透镜。
[0135]
优选地,工件l在俯视图中是圆形的和/或被设计为(圆形)柱体。
[0136]
特别地,工件l具有工件轴线a3,其中,工件轴线a3形成工件l的中心轴线和/或旋转轴线。
[0137]
工件l优选具有比抛光工具10和/或抛光箔40大的直径,特别是抛光工具和/或抛光箔的直径的至少1.2或1.5倍,特别优选为至少2倍。然而,也可能工件l的直径与抛光箔40的直径至少基本上相同。
[0138]
为了进行加工和/或抛光过程,优选地,将工件l固定/附接至工件载体(未示出),特别是借助于块件(未示出)进行上述固定/附接。
[0139]
优选地,工件l在加工和/或抛光过程期间旋转和/或例如通过电动马达(未示出)可旋转地驱动工件载体。
[0140]
优选地,抛光工具10和/或工具承载件2的旋转速度大于工件l和/或工件载体的旋转速度,特别优选为工件和/或工件载体的旋转速度的至少1.5或2倍。然而,还可能的是,抛光工具10的旋转速度与工件l的旋转速度至少基本上相同。
[0141]
优选地,抛光工具10和/或工具承载件2和/或工件l的旋转速度大于1000min-1
或1200min-1
,特别是至少基本上为1500min-1
或2000min-1
。
[0142]
优选地,工件l在与抛光工具10相反的方向上旋转,如图4中的相应箭头所示。然而,工件l和抛光工具10在相同方向上的旋转也是可能的。
[0143]
在本发明的意义上的抛光过程尤其是指利用抛光工具10对工件l的待被抛光的加工表面lf进行完全抛光。
[0144]
优选地,(完全)抛光过程的持续时间在30秒至120秒之间。
[0145]
特别优选地,在需要更换抛光工具10之前,可以利用该抛光工具10执行多次特别是至少100或150次抛光过程,和/或可以利用该抛光工具来加工多个特别是至少100或150个工件l。
[0146]
对于加工和/或抛光过程,工件l和抛光工具10优选地(初始)彼此同轴地对准,并且/或者,彼此对准成使得工具轴线a2与工件轴线a3相对应/重合/相同,和/或使得抛光表面41与工件l的加工表面lf直接相对地布置和/或居中地布置在工件的加工表面上,如图3a所示。
[0147]
然后,如图3b所示,将抛光工具10和工件l压在一起。
[0148]
在(随后的)加工过程期间和/或在抛光过程期间,抛光工具10和工件l相对于彼此移动,特别是在径向上和/或在轴向上相对于彼此移动,特别地以便利用(较小的)抛光工具10对(较大的)工件l的整个加工表面lf进行加工。
[0149]
优选地,抛光工具10和工件l在径向上相对于彼此运动,特别是使得驱动轴线a1和/或工具轴线a2相对于工件轴线a3(径向地)偏移和/或移位和/或偏斜。
[0150]
优选地,工具承载件2以及因此抛光工具10在x方向上和/或沿着x轴线可调节,特别是借助于滑块(未示出)和相关的驱动器(未示出)。
[0151]
x轴线优选地被设计为受控或反馈受控的轴线和/或cnc轴线或线性轴线,使得在x方向上的精确定位成为可能。
[0152]
优选地,x轴线横向于和/或垂直于驱动轴线a1、工具轴线a2和/或工件轴线a3。
[0153]
进一步规定,如图3c所示,工具承载件2以及因此抛光工具10可绕旋转轴线b(以下称为b轴线),特别是绕旋转角s枢转。
[0154]
b轴线优选地设计为受控或反馈受控的旋转轴线和/或cnc轴线,也称为转轴。
[0155]
优选地,如图4所示,b轴线横向于,特别是至少基本上垂直于,x轴线、驱动轴线a1、工具轴线a2和/或工件轴线a3。
[0156]
通过旋转抛光工具10,可以跟随加工表面lf的曲率,和/或在加工表面lf的边缘区域中也提供大的接触表面,并因此提供高的去除率。
[0157]
另外,通过旋转抛光工具10,当将抛光工具10引导/移动到加工表面lf的边缘区域时,抛光力和/或抛光压力不改变或不显著改变。
[0158]
因此,优选的是,将(较小的)抛光工具10从(较大的)工件l的中心移动至边缘(或反之亦然),特别是使其沿x轴线移位/移动和/或使其绕b轴线旋转来进行上述移动,以抛光整个加工表面lf,如图4所示。
[0159]
如已经说明的那样,抛光工具10和/或抛光箔40可以在径向方向上屈从/屈曲,和/或横向于驱动轴线a1屈从/屈曲,例如以允许适应于工件l的曲率半径,该工件的曲率半径在周向方向上变化,如复曲面透镜一样。
[0160]
在图3d中,与图3c相比,工件l绕工件轴线a3旋转了90
°
,在图3d所示的截面中工件l的曲率半径小于图3c所示的曲率半径。
[0161]
较小的曲率半径引起抛光工具10,特别是中间层30,在工件l的边缘处在偏斜和/或偏心/偏离中心的加工位置,如图3d中的右侧,比在工件l的中心被更强烈地压缩。这引起工件轴线a3相对于驱动轴线a1倾斜并且产生中心偏移。
[0162]
由于根据本发明的装置1和/或抛光工具10的构造和/或由于装置1和/或抛光工具10的刚性/硬性和/或无接头的构造,可以使抛光工具10和/或工具轴线a2向上移动至工件l的边缘或移动越过工件的边缘,而不会使抛光箔40提离加工表面lf。相反,已知的具有接头例如球头/球形头的装置将在加工位置倾斜,在这样的加工位置中,工具轴线a2移动越过工件l的边缘,使得抛光箔40会失去与加工表面lf的接触。
[0163]
因此,利用根据本发明的抛光工具10,可以进行表面抛光和/或以高去除率进行抛光,即使在工件l的边缘区域中也是如此。
[0164]
从图1和图2可以看出,根据本发明的用于抛光的装置1具有工具承载件2,特别是
抛光主轴,该工具承载件刚性地连接至根据本发明的抛光工具10的基座20,特别是通过耦接元件80进行上述连接,特别是通过本身为刚性的耦接元件80进行上述连接。因此,耦接元件80特别地不具有会导致根据本发明的抛光工具10的过度中心偏移的球头。在现有技术中,抛光工具10与工具承载件2之间的刚性连接本身是已知的。
[0165]
在可替代实施方式中(未示出),根据本发明的用于抛光的装置1具有工具承载件2,特别是抛光主轴,该工具承载件通过耦接元件80弹性地连接到根据本发明的抛光工具10的基座20,其中,耦接元件80被设计成弹性挠曲轴承/弹性挠曲接头的形式。借助于弹性挠曲轴承的这种连接本身在现有技术中是已知的。
[0166]
因此,根据本发明的基本思想是将根据本发明的抛光工具10以无接头/无球头的方式连接至工具承载件2,特别是抛光主轴。这至少减少了中心偏移。特别地,中心偏移不再受球头倾斜的影响。
[0167]
对根据本发明的该效果的主要贡献在于,根据本发明的抛光工具10在邻近耦接元件80和/或中间层30的第一部分/部件31处被设计为与现有技术相比较具刚性和/或较硬并且优选地还较厚,以便能够减小中心偏移。
[0168]
本发明的可独立实现但也可结合上述方面实现的其他方面特别是:
[0169]
1.抛光工具,包括:
[0170]
基座(20),
[0171]
施加至基座(20)的弹性中间层(30),特别是泡沫载体,
[0172]
施加至弹性中间层(30)的抛光箔(40),
[0173]
其中,弹性中间层(30)具有硬度不同的至少两个部分(31、32),
[0174]
其特征在于,弹性中间层(30)的邻接基座(20)的部分(31)比弹性中间层(30)的邻接抛光箔(40)的部分(32)硬。
[0175]
2.根据方面1所述的抛光工具,其特征在于,弹性中间层(30)的较硬部分(31)在0.028n/mm
2
至1n/mm
2
的压缩载荷下具有7%至75%的变形度。
[0176]
3.根据方面1或2所述的抛光工具,其特征在于,弹性中间层(30)的较硬部分(31)的厚度(d1)与较软部分(32)的厚度(d2)之比为2:1至1:1,特别是3:2至1:1。
[0177]
4.根据前述方面中之一所述的抛光工具,其特征在于,较硬部分(31)由闭孔泡沫制成。
[0178]
5.根据方面4所述的抛光工具,其特征在于,较硬部分(31)由闭孔聚醚型聚氨酯(polyetherurethane)泡沫构成。
[0179]
6.根据前述方面中之一所述的抛光工具,其特征在于,较硬部分(31)的压缩强度最高达0.120n/mm
2
。
[0180]
7.根据前述方面中之一所述的抛光工具,其特征在于,较硬部分(31)的静态剪切模量为0.07n/mm
2
至0.13n/mm
2
。
[0181]
8.根据前述方面中之一所述的抛光工具,其特征在于,较硬部分(31)的动态剪切模量为0.15n/mm
2
至0.18n/mm
2
。
[0182]
9.根据前述方面中之一所述的抛光工具,其特征在于,较硬部分(31)粘附至基座(20)和/或较软部分(32)粘附至抛光箔(40)。
[0183]
10.用于抛光工件的装置,其具有工具承载件,特别是抛光主轴,该工具承载件借
助于耦接元件(80)连接至根据方面1至9中之一所述的抛光工具(10)的基座,该耦接元件是刚性的或者是弹性挠曲轴承的形式。
[0184]
本发明的各个方面和特征可以彼此独立地实现,但是也可以以任何组合实现。
[0185]
附图标记列表
[0186]
1 装置
[0187]
2 工具承载件
[0188]
3 支承表面
[0189]
4 密封圈
[0190]
5 供应管线
[0191]
6 压力管线
[0192]
10 抛光工具
[0193]
20 基座
[0194]
21 基部
[0195]
22 连接部
[0196]
23 头部
[0197]
24 接收区域
[0198]
25 基部表面
[0199]
26 磁铁
[0200]
27 前表面
[0201]
30 中间层/泡沫载体
[0202]
31 第一/较硬部分/部件
[0203]
32 第二/较软部分/部件
[0204]
40 抛光箔
[0205]
41 抛光表面
[0206]
50 基部与中间层之间的粘接接缝
[0207]
60 第一和第二部分/部件之间的粘接接缝
[0208]
70 中间层与抛光箔之间的粘接接缝
[0209]
80 耦接元件/销
[0210]
a1 驱动轴线
[0211]
a2 工具轴线
[0212]
a3 工件轴线
[0213]
b 旋转轴线
[0214]
d1 第一/较硬部分/部件的厚度
[0215]
d2 第二/较软部分/部件的厚度
[0216]
d3 抛光箔的厚度
[0217]
l 工件
[0218]
lf 加工表面
[0219]
s 旋转角度
[0220]
x 线性轴线
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips