
 商标分类
商标分类  商标转让
商标转让 
一种PBN坩埚籽晶腔修复方法与流程
 2021-01-30 07:01:15|
2021-01-30 07:01:15| 235|
235| 起点商标网
起点商标网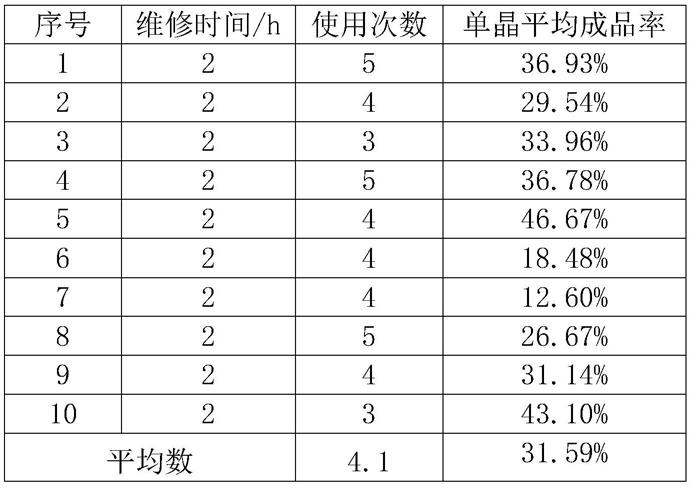
一种pbn坩埚籽晶腔修复方法
技术领域
[0001]
本发明涉及单晶生长技术领域,尤其涉及一种pbn坩埚籽晶腔修复方法。
背景技术:
[0002]
在使用vgf法进行磷化铟单晶生长时,单晶装料所使用的pbn坩埚是重复使用的,磷化铟晶棒从pbn坩埚内脱模后会对坩埚造成不同程度的脱皮和表面损坏,每次重复使用前都需对坩埚整体进行维修,使得坩埚表面整体光滑、平整、无脱皮且籽晶腔呈圆筒状。若维修不达标,会导致晶体生长过程中异质成核,形成多晶或孪晶。
[0003]
pbn坩埚维修过程中,籽晶腔和转角维修难度是最大的,籽晶腔长且细,操作空间有限,手指操作活动不便,锥部和体部转角角度狭长,普通铲刀不易下刀导致无法维修,现有的维修方法,大多是使用不锈钢镊子改装的铁片或者陶瓷棍硬捅籽晶腔起皮的地方,狭小空间里力度和方向不好把控,容易捅出更深的坑或者捅破/裂籽晶腔,这种维修方式效率低下,且容易损坏坩埚,导致坩埚使用率极低,选择使用油画刀维修坩埚转角,油画刀材质选择不能太软或太硬,太软铲不动,太硬容易捅破,铲刀刃口没有弧度,不能贴合转角,容易滑动而铲到籽晶腔而损坏,同时,使用水砂纸打磨过程中容易渗入夹层中,造成杂质玷污,因此,为提高长晶成晶率、坩埚的使用次数、维修完好度以及维修效率,需要开发一种新的pbn坩埚籽晶腔的维修方法。
技术实现要素:
[0004]
针对上述问题,本发明的目的在于公开一种pbn坩埚籽晶腔修复方法,提升了坩埚的维修效率,降低了损坏坩埚的概率,提高了坩埚的使用次数,且坩埚维修后表面更光滑、平整,进而提高了单晶的成品率。
[0005]
具体的,本发明的一种pbn坩埚籽晶腔修复方法,所述维修方法是采用电动打磨笔对坩埚表面进行分级打磨维修处理。
[0006]
进一步,所述维修方法具体包括以下操作:
[0007]
1)将电动打磨笔选择200目的直筒打磨头,以200r/min的转速,对坩埚籽晶腔有台阶的部位进行打磨,至台阶钝化;
[0008]
2)将电动打磨笔更换为400目的直筒打磨头,以500r/min的转速,对所述台阶周围部位进行打磨,至台阶和周围完全过渡到平整;
[0009]
3)将电动打磨笔更换为800目的直筒打磨头,以1000r/min的转速打磨整个籽晶腔,至整个籽晶腔结构呈圆筒状,且表面光滑、无台阶,在强光灯下目视颜色均一、无暗影;
[0010]
4)重复步骤1)-步骤3)的操作方法,将直筒打磨头替换为圆锥形打磨头对坩埚转角的锥体部进行维修。
[0011]
进一步,所述直筒打磨头和圆锥形打磨头的最大直径尺寸为4~10mm。
[0012]
进一步,所述维修方法在对坩埚维修之前还包括清洗步骤,具体为:将脱模后的坩埚使用混酸溶液进行清洗,再用去离子水清洗干净,自然晾干水分。
[0013]
进一步,所述混酸溶液包括硝酸、氢氟酸和去离子水,所述硝酸、氢氟酸、去离子水的体积比为4:2:1。
[0014]
进一步,所述维修方法在清洗步骤之后,维修之前还包括预处理步骤,所述预处理步骤具体为:取自然晾干的坩埚,先用油画刀将内表面脱皮严重和粗糙的部分清理干净,再使用600目金刚石砂纸将内表面体部打磨至平整、光滑。
[0015]
本发明的有益效果:
[0016]
本发明公开了一种pbn坩埚籽晶腔修复方法,通过电动打磨笔利用打磨头对坩埚籽晶腔和转角位置进行维修,和传统维修方法相比,维修效率提高了50%,大大减少了损坏坩埚的概率,提高了每个坩埚的平均使用次数;且经过维修后能够让坩埚表面达到光滑、平整的使用标准,维修效果更好,进而减少了单晶生长过程中多晶、孪晶的产生的几率,提高了单晶成品率。
具体实施方式
[0017]
以下将结合具体实施例对本发明进行详细说明:
[0018]
本发明的一种pbn坩埚籽晶腔修复方法,是采用电动打磨笔对坩埚表面进行分级打磨维修处理,和传统维修方法相比,维修效率更好、效果更好,能够大大减少坩埚的损坏概率,具体如下:
[0019]
实施例
[0020]
清洗:按照4:2:1的体积比分别取硝酸、氢氟酸、去离子水搅拌混合均匀后得到混酸溶液,将脱模后的坩埚使用混酸溶液进行清洗,将坩埚表面的残余金属杂质溶解掉,再用去离子水清洗干净,自然晾干水分。
[0021]
预处理:取自然晾干的坩埚,先用油画刀将内表面脱皮严重和粗糙的部分清理干净,再使用600目金刚石砂纸将内表面体部打磨至平整、光滑,金刚石砂纸成分单一,不会在打磨的过程中为坩埚带来杂质污染。
[0022]
维修:将电动打磨笔选择200目,直径尺寸为5mm,长度尺寸为14mm的直筒打磨头,以200r/min的转速,对坩埚籽晶腔有台阶的部位进行打磨,至台阶钝化,将电动打磨笔更换为400目的直筒打磨头,以500r/min的转速,对台阶周围部位进行打磨,至台阶和周围完全过渡到平整,将电动打磨笔更换为800目的直筒打磨头,以1000r/min的转速打磨整个籽晶腔,至整个籽晶腔结构呈圆筒状,且表面光滑、无台阶,在强光灯下目视颜色均一、无暗影。
[0023]
重复前述操作方法,将直筒打磨头替换为圆锥形打磨头对坩埚转角的锥体部进行维修,具体为:
[0024]
将电动打磨笔选择200目,最大直径尺寸为6mm,长度尺寸为15mm的圆锥形打磨头,以200r/min的转速,对坩埚转角的锥体部有台阶的部位进行打磨,至台阶钝化,将电动打磨笔更换为400目的圆锥形打磨头,以500r/min的转速,对所述台阶周围部位进行打磨,至台阶和周围完全过渡到平整,将电动打磨笔更换为800目的圆锥形打磨头,以1000r/min的转速打磨整个锥体部,至坩埚转角的锥体部整体表面光滑、无台阶,在强光灯下目视颜色均一、无暗影,维修完成。
[0025]
对比例
[0026]
本对比例采用现有的维修方法对坩埚籽晶腔进行维修,具体为:
[0027]
按照3:1的体积比分别取盐酸、硝酸搅拌混合均匀后得到王水溶液,将脱模后的坩埚使用王水溶液进行清洗,将坩埚表面的残余金属杂质溶解掉,再用去离子水清洗干净,自然晾干水分,取自然晾干的坩埚,先用油画刀将籽晶腔转角内表面脱皮严重和粗糙的部分清理干净,再用陶瓷棍或者不锈钢铁片轻捅籽晶腔内表面脱皮严重和粗糙的部分,最后将水砂纸缠在陶瓷棍表面对其籽晶腔内表面尽量打磨至平整、光滑,维修完成。
[0028]
分别利用实施例和对比例的方法对磷化铟单晶生长所使用的坩埚进行籽晶腔的维修,对维修时间、坩埚使用次数以及单晶成品率进行监测、记录,结果如表1、表2所示:
[0029]
表1实施例维修方法坩埚使用记录
[0030][0031]
表2对比例维修方法坩埚使用记录
[0032][0033][0034]
通过表1和表2的对比可以看出,使用本发明的pbn坩埚籽晶腔维修方法,坩埚的维修时间明显缩短,从原来的4h缩短至2h,维修效率提升了一倍,且坩埚的使用次数明显提高,平均使用次数从2.9次提升到了4.1次,单晶平均成品率也由原来的24.95%提升到了
31.59%。
[0035]
以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。本发明未详细描述的技术、形状、构造部分均为公知技术。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips