
 商标分类
商标分类  商标转让
商标转让 
一种金属注射成形同步器托柱及其工艺方法与流程
 2021-01-30 07:01:12|
2021-01-30 07:01:12| 270|
270| 起点商标网
起点商标网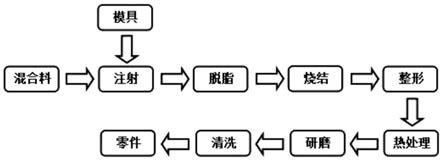
[0001]
本发明属于铁基粉末冶金材料技术领域,具体涉及一种金属注射成形同步器托柱及其工艺方法。
背景技术:
[0002]
现有的同步器托柱使用20cr材料,工艺为冷成形后渗碳淬火处理,缺陷是变形程度不宜过大,否则产生裂纹,精度较低,模具成本高、材料利用率低,在批量生产条件下,综合制造成本偏高。
技术实现要素:
[0003]
本发明的目的就是为了解决上述背景技术存在的不足,提供一种金属注射成形同步器托柱及其工艺方法。适用于要求耐磨耐冲击性、良好的换档品质及可靠性、以及油品相容性。具体涉及汽车变速箱换档系统中同步器总成所用的托柱部件。
[0004]
本发明采用的技术方案是:一种金属注射成形同步器托柱,所述同步器托柱采用粉末冶金材料通过金属注射成形(metal injection molding,简称mim)。
[0005]
进一步优选的结构,所述同步器托柱材料为低合金钢。
[0006]
进一步优选的结构,所述同步器托柱材料为mim-fe2ni、mim-fe2ni0.6c、mim-fe8ni或mimfe8ni0.6c中的一种。
[0007]
进一步优选的结构,所述同步器托柱密度>7.6克/立方厘米。
[0008]
进一步优选的结构,所述同步器托柱表面硬度>650hv。
[0009]
进一步优选的结构,所述同步器托柱硬化层深>0.3mm。
[0010]
进一步优选的结构,所述同步器托柱心部硬度<350hv。
[0011]
一种金属注射成形同步器托柱的工艺方法:首先将固体粉末与有机粘结剂均匀混练,经制粒后在加热塑化状态下用注射成形机注入模具的模腔内固化成形,然后用化学或热分解的方法将成形坯中的粘结剂脱除,经烧结致密化得到毛坯,再经过整形、热处理、研磨、清洗得到最终零件。
[0012]
进一步地,注射成形时料从托柱零件大头一端注入、一型四件。
[0013]
本发明的有益效果是:材料利用率大于95%,生产效率高、工艺成本低,因而批量生产的综合成本低。
附图说明
[0014]
图1为本发明同步器托柱实施例一的结构示意图;
[0015]
图2为本发明同步器托柱实施例二的结构示意图;
[0016]
图3为本发明同步器托柱实施例三的结构示意图;
[0017]
图4为本发明工艺流程示意图。
具体实施方式
[0018]
下面结合附图和具体实施例对本发明作进一步的详细说明,便于清楚地了解本发明,但它们不对本发明构成限定。
[0019]
如图1-图3所示,本发明一种金属注射成形同步器托柱实施例一~实施例三的三种结构,所述同步器托柱采用粉末冶金材料通过金属注射成形(metal injection molding,以下简称mim)。所述同步器托柱材料为低合金钢。所述同步器托柱材料为mim-fe2ni、mim-fe2ni0.6c、mim-fe8ni或mimfe8ni0.6c中的一种。所述同步器托柱密度>7.6克/立方厘米。所述同步器托柱表面硬度>650hv。所述同步器托柱硬化层深>0.3mm(临界值550hv)。所述同步器托柱心部硬度<350hv。
[0020]
如图4所示,一种金属注射成形同步器托柱的工艺方法:首先将固体粉末与有机粘结剂均匀混练,经制粒后在加热塑化状态下用注射成形机注入模具的模腔内固化成形,然后用化学或热分解的方法将成形坯中的粘结剂脱除,经烧结致密化得到毛坯,再经过整形、热处理、研磨、清洗得到最终零件。注射成形时料从托柱零件大头一端注入、一型四件。
[0021]
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 同步器

 热门咨询
热门咨询




tips