
 商标分类
商标分类  商标转让
商标转让 
一种加热炉炉内气氛的处理方法及系统与流程
 2021-01-30 06:01:54|
2021-01-30 06:01:54| 319|
319| 起点商标网
起点商标网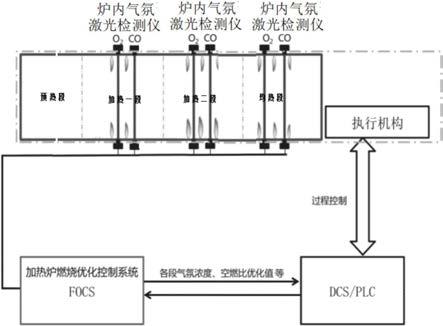
[0001]
本申请涉及炼钢领域,尤其涉及一种加热炉炉内气氛的处理方法及系统。
背景技术:
[0002]
在炼钢领域中,四座加热炉分四段控制,预热段(不供热)、加热一段(上、下加热)、加热二段(上、下加热)、均热段(上、下加热),炉内板坯加热用煤气全为高/焦/转混合煤气。
[0003]
由于现有加热炉内没有有效的炉内气氛监测手段,无法实时了解炉内燃烧情况,只能通过理论空燃比进行煤气空气配比,而实际生产过程中,由于加热炉炉内气氛受到煤气热值波动、压力变化、阀门开度误差、流量计误差等工况的影响,无法保证实时的最佳燃烧状态,容易造成炉内气氛不平衡,煤气过量或残氧过高都有可能出现,燃烧状况波动大,降低了燃气的燃烧效率。
技术实现要素:
[0004]
本发明提供了一种加热炉炉内气氛的处理方法及系统,以使炉内燃气得到充分的燃烧,同时控制好燃烧产物中的残氧含量,提高燃气的燃烧效率。
[0005]
为解决上述技术问题,本发明提供了一种加热炉炉内气氛的处理系统,所述处理系统包括:
[0006]
加热炉,包括:预热段,加热炉一段、加热炉二段、均热段;在所述加热炉中的加热炉一段、加热炉二段、均热段分别设置炉内气氛激光检测仪,用于实时检测炉内各段的o
2
/co含量;
[0007]
加热炉燃烧优化控制系统,包括空燃比调整控制模型,用于利用所述空燃比调整控制模型对所述炉内各段的o
2
/co含量确定所述炉内各段的炉内燃烧状态,再根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数;
[0008]
过程控制系统,用于根据所述炉内各段的空燃比/空气过剩系数生成对应的控制参数,并控制所述炉内各段的执行机构根据对应的控制参数对所述炉内各段的o
2
含量进行控制,进而调整所述炉内各段的气氛。
[0009]
优选的,所述炉内各段的o
2
含量控制在0.8-1.5之间。
[0010]
优选的,所述各炉内气氛激光检测仪包括发射器和接收器,分别通过连接器安装在所述炉内各段的两侧。
[0011]
优选的,所述连接器,包括:过程管道,所述过程管道的一端安装在炉壁,另一端连接安装法兰,所述过程管道上设置维护切断阀门,用于切断连接器中的过程管道和操作环境,以防止危险气体泄漏;
[0012]
所述发射器或接收器通过所述安装法兰连接和所述连接器连接;
[0013]
优选的,所述处理系统还包括:
[0014]
吹扫组件,所述吹扫组件的出气口安装在所述发射器、所述接收器各自的的视窗周围,用于对所述视窗进行连续吹扫。
[0015]
优选的,所述吹扫组件所用气体为氮气。
[0016]
优选的,所述处理系统还包括水冷组件,缠绕在所述炉内气氛激光检测仪上,用于对所述炉内气氛激光检测仪进行循环水冷。
[0017]
优选的,所述处理系统还包括空冷组件,设置在所述炉内气氛激光检测仪附近预设距离处,用于对所述炉内气氛激光检测仪进行空冷。
[0018]
本发明公开了一种加热炉炉内气氛的处理方法,所述方法使用如上述任一技术方案中的处理系统进行处理;所述方法包括:
[0019]
利用所述加热炉中的加热炉一段、加热炉二段、均热段分别设置炉内气氛激光检测仪实时检测炉内各段的o
2
/co含量;
[0020]
利用加热炉燃烧优化控制系统中的空燃比调整控制模型,通过所述空燃比调整控制模型对所述炉内各段的o
2
/co含量确定所述炉内各段的炉内燃烧状态,再根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数;
[0021]
利用过程控制系统根据所述炉内各段的空燃比/空气过剩系数生成对应的控制参数,并控制所述炉内各段的执行机构根据对应的控制参数对所述炉内各段的o
2
含量进行控制,进而调整所述炉内各段的气氛。
[0022]
优选的,所述炉内各段的o
2
含量控制在0.8-1.5之间。
[0023]
通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
[0024]
本发明公开了一种加热炉炉内气氛的处理方法及系统,在该处理系统中,在加热炉中的加热炉一段、加热炉二段、均热段设置有单独的炉内气氛激光检测仪,来检测各自炉段的o
2
/co含量,进而能够达到分段对各炉膛内气氛实时检测的目的。而各段加热炉燃烧优化控制系统包括空燃比调整控制模型,用于利用所述空燃比调整控制模型对所述炉内各段的o
2
/co含量确定所述炉内各段的炉内燃烧状态,再根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数。进而过程控制系统根据所述炉内各段的空燃比/空气过剩系数生成对应的控制参数,并控制所述炉内各段的执行机构根据对应的控制参数对所述炉内各段的o
2
含量进行控制,进而调整所述炉内各段的气氛。可见,本发明能够在在各炉段内根据实际含氧量自动寻优空燃比,以控制好燃烧产物中的残氧含量,提高燃气的燃烧效率,另外,各炉段是分段独立优化,各炉段调整互不干涉,以实现分段气氛环境定制。
[0025]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
[0026]
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
[0027]
图1示出了根据本发明一个实施例的加热炉炉内气氛的处理系统的示意图;
[0028]
图2示出了根据本发明一个实施例的加热炉炉内气氛的处理方法的流程图;
[0029]
图3-图9示出了根据本发明一个实施例的加热炉炉内气氛的控制参数。
具体实施方式
[0030]
为了使本申请所属技术领域中的技术人员更清楚地理解本申请,下面结合附图,通过具体实施例对本申请技术方案作详细描述。
[0031]
由于步进式轧钢加热炉炉内气氛受到煤气热值波动、压力变化、阀门开度误差、流量计误差等工况的影响,无法保证实时的最佳燃烧状态,为了使炉内燃气得到充分的燃烧,达到节省煤气、降低氧化烧损的目的,同时控制好燃烧产物中的残氧含量,提高燃气的燃烧效率,需对加热炉各段炉内o
2
和co气体浓度进行快速、准确的连续测量,并对当前反馈的o
2
/co含量和设定的o
2
/co含量进行比较分析,经过相关运算输出合理的空燃比/空气过剩系数,保证炉内气氛环境处于最佳燃烧状态。其结构简单、运行稳定、安全可靠。
[0032]
在下面的实施例中,公开了一种加热炉炉内气氛的处理系统,参看图1,该处理系统包括:
[0033]
加热炉,包括:预热段,加热炉一段、加热炉二段、均热段。
[0034]
在所述加热炉中的加热炉一段、加热炉二段、均热段分别设置炉内气氛激光检测仪,用于实时检测炉内各段的o
2
/co含量。本实施例的实时,可指代每隔预设时间(例如1s)检测一次,或者持续不断的检测等等。
[0035]
具体来说,加热炉每段均设置有单独的炉内气氛激光检测仪,来检测各自炉段的o
2
/co含量,进而能够达到分段对各炉膛内气氛实时检测的目的。进一步的,各炉段内的炉内气氛激光检测仪实际分有两套,一套检测炉段内的o
2
,一套检测炉段内的co,实现o
2
/co的独立检测。检测出的o
2
含量和co作为调整炉内气氛的基础参数,后续会根据该基础参数进行相应调整。
[0036]
控制室的控制设备中具有加热炉燃烧优化控制系统focs,其包括空燃比调整控制模型。具体来说,本实施例除了在加热炉每段设置有单独的炉内气氛激光检测仪实施检测之外,还改进了加热炉燃烧优化控制系统,在其内部新添加了空燃比调整控制模型,用于利用所述空燃比调整控制模型对所述炉内各段的o
2
/co含量确定所述炉内各段的炉内燃烧状态,再根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数。
[0037]
具体来说,各炉段的气氛可为氧化气氛、还原气氛等等。若为氧化气氛,表示炉段o
2
含量较高,co含量较低,炉内燃烧状态过剩。而若为还原气氛,表示炉段o
2
含量较低,co含量较高,炉内燃烧状态不足,不充分燃烧。
[0038]
进一步的,在根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数的实施过程中,对炉内各段的当前检测出的o
2
/co含量和炉内各段的设定的o
2
/co含量进行比较分析,根据炉内各段的分析结果来确定炉内各段的空燃比/空气过剩系数;再根据炉内各段的空燃比/空气过剩系数调整炉内各段的o
2
含量,使其控制在0.8-1.5之间。
[0039]
以含氧量为例,若某炉段的实际检测出的含氧量低于0.8,则根据实际含氧量和设定含氧量的差值确定空燃比/空气过剩系数,根据空燃比/空气过剩系数对应增加该炉段内的空气,使其增至0.8-1.5之间。若高于1.5,则根据实际含氧量和设定含氧量的差值确定空燃比/空气过剩系数,根据空燃比/空气过剩系数对应减少该炉段内的空气量,使其降至0.8-1.5之间。
[0040]
如此,可根据实际含氧量和设定含氧量自动寻优空燃比,以控制好燃烧产物中的
残氧含量,提高燃气的燃烧效率。
[0041]
值得注意的是,各炉段是分段独立优化,各炉段调整互不干涉,以实现分段气氛环境定制。
[0042]
控制室或者加热炉现场的控制设备中具有过程控制系统,用于根据所述炉内各段的空燃比/空气过剩系数生成对应的控制参数,并控制所述炉内各段的执行机构根据对应的控制参数对所述炉内各段的o
2
含量进行控制,进而调整所述炉内各段的气氛。
[0043]
具体来说,该控制设备可为dcs/plc设备。而炉内各段具有各自的执行机构进行控制。
[0044]
在具体的实施过程中,控制参数具有如下设定。
[0045]
1,正常工况下各段o2浓度参数设定如图3所示。加热炉一段(一加段):o2(0.9%~1.5%)/加热炉二段(二加段):o2(0.8%~1.3%)/均热段:o2(0.7%~1.2%)。按此方案进行气氛控制保证各段的燃烧状态最佳,且符合加热工艺在高温段偏还原性气氛,在低温段偏若氧化性气氛,又能满足设备的调整频次适中,保证阀门等调整设备的运行寿命。
[0046]
2,为了适应不同钢种的气氛需求,根据加热工艺要求针对各段的氧化、还原性气氛各段气氛控制方案如下:
[0047]
加热炉一段:
[0048]
若要保证氧化性气氛则o2>1.2%,此时co<1000ppm,设定方案如下:o2(1.2%~1.8%)。如图4所示。
[0049]
若要保证还原性气氛则o2<1.0%,此时co>3000ppm,设定方案如下:o2(0.5%~1.0%)。如图5所示。
[0050]
加热炉二段:
[0051]
若要保证氧化性气氛则o2>1.2%,此时co<1000ppm,设定方案如下:o2(1.0%~1.5%)。如图6所示。
[0052]
若要保证还原性气氛则o2<0.8%,此时co>3000ppm,设定方案如下:o2(0.5%~1.0%)。如图7所示。
[0053]
均热段:
[0054]
若要保证氧化性气氛则o2>1.2%,此时co<1000ppm,设定方案如下:o2(1.0%~1.5%)。如图8所示。
[0055]
若要保证还原性气氛则o2<0.8%,此时co>3000ppm,设定方案如下:o2(0.5%~1.0%)。如图9所示。
[0056]
以上是本实施例的处理系统的具体实施原理。可见,通过检测加热炉各段气氛、独立优化各段空燃比,使加热炉内的气氛得到有效的控制,保证了加热炉在充分燃烧的前提下残余o2浓度最低,进而有效的降低加热炉的氧化烧损量。
[0057]
目前热轧板坯加热单耗在1.2gj/吨钢以上,热轧二、三分厂年轧制量约900万吨,混合煤气价格50元/gj。
[0058]
则节能3%x效益为:1.2gj/吨钢
×
3%
×
900万吨
×
50元/gj=1620万元。
[0059]
降低氧化烧损效益:900万吨
×
0.1%
×
2000元/吨=1800万元。
[0060]
下面针对炉内气氛激光检测仪进行具体介绍。
[0061]
在各炉段内的炉内气氛激光检测仪都是相同规格的,因此,本实施例仅介绍单套
的炉内气氛激光检测仪即可。
[0062]
本实施例的炉内气氛激光检测仪可以采用cla-8000型在位式激光过程气体分析设备,其测量探头包括发射器和接收器,分别通过连接器安装在所述炉内各段的两侧。其具备了光谱分析、人机交互、数据通讯等多项功能,极大的简化了现场安装和维护过程,提高了系统可靠性。
[0063]
发射器由人机界面、激光器驱动模块、中央处理模块、半导体激光器、水冷模块和精密光学元件等器件组成,主要实现半导体激光发射、光谱数据处理和人机交互等功能。发射器通过连接锁箍与连接器(或标定器)连接。
[0064]
而针对连接器来说,包括光路调整机构,过程管道,维护切断阀门和安装法兰等。
[0065]
过程管道的一端安装在炉壁,炉壁在过程管道的安装处开设有视窗,便于激光穿过。过程管道的另一端连接安装法兰,通过安装法兰和连接锁箍的配合和发射器连接。过程管道上设置的维护切断阀门,在对发射器进行清洁或其他维护时,维护切断阀门切断连接器中的过程管道和操作环境,起隔绝作用,以防止危险气体泄漏。
[0066]
接收器:接收器由光电传感器、信号处理模块、电源模块、水冷模块和精密光学元件等部分组成。接收器的主要功能是接收传感信号,并将光谱吸收信号传输至发射器进行处理。与发射器相同,接收器也是通过连接锁箍与连接器(或标定器)连接。此处的连接器和发射器中的连接器的结构一样,故不再赘述。
[0067]
进一步的,处理系统还包括:吹扫组件,所述吹扫组件的出气口安装在所述发射器、所述接收器各自的的视窗周围,用于对所述视窗进行连续吹扫。而吹扫组件所用气体为氮气。
[0068]
具体来说,吹扫组件包括过滤器、减压阀和稳流装置等,可使用压缩空(氮)气为气源,安装时可使用m16螺栓固定在接收器和发射器之间且在所述发射器、所述接收器各自的的视窗周围。
[0069]
吹扫组件的气源总管接入进气口,使用8mm的不锈钢管把吹扫组件的出气口安装法兰上的单向阀接口上
[0070]
作为一种可选的实施例,处理系统还包括水冷组件,缠绕在所述炉内气氛激光检测仪上,用于对所述炉内气氛激光检测仪进行循环水冷。例如,水冷组件可为水冷柔性管道,缠绕在炉内气氛激光检测仪上。
[0071]
作为一种可选的实施例,处理系统还包括空冷组件,设置在所述炉内气氛激光检测仪附近预设距离处,用于对所述炉内气氛激光检测仪进行空冷。例如,空冷组件为和炉内气氛激光检测仪相距2米的排风扇、在炉内气氛激光检测仪上安装的散热器等等。
[0072]
在处理系统具有上述部件的基础上,通上电源,开启根部阀,炉内气氛激光检测仪发射出的特定频率的激光通过发射器穿过气体通道,接收器中的传感器接收衰减后的激光束,并将测量信号传送给中央分析模块,中央分析模块通过对测量信号进行分析处理,得到被测气体浓度,气体浓度信息通过液晶显示屏显示出来并通过标准接口输出。
[0073]
为了防止粉尘和被测环境中其它污染物在视窗上聚集,需用工业氮气等气体通过吹扫组件进行连续吹扫,以便在光学视窗与工业气体间形成一段气幕保护。在加热炉炉墙外侧1米范围环境温度≥50℃的场合,需增加水冷组件,通入循环冷却水,使得仪表环境温度≤60℃,保障其长期稳定运行。
[0074]
可见,本实施例增加了与炉内气氛激光检测仪配套的水冷组件、空冷组件、吹扫组件等等装置,以保障炉内气氛激光检测仪的长期稳定运行。
[0075]
基于同一发明构思,下面的实施例介绍了一种加热炉炉内气氛的处理方法,该方法使用如上述描述的处理系统进行处理,处理系统的具体结构和实施原理请参看上述实施例的描述,在此就不再赘述了。参看图2,该方法具体包括:
[0076]
步骤101,利用所述加热炉中的加热炉一段、加热炉二段、均热段分别设置炉内气氛激光检测仪实时检测炉内各段的o
2
/co含量。
[0077]
在所述加热炉中的加热炉一段、加热炉二段、均热段分别设置炉内气氛激光检测仪,用于实时检测炉内各段的o
2
/co含量。本实施例的实时,可指代每隔预设时间(例如1s)检测一次,或者持续不断的检测等等。
[0078]
具体来说,加热炉每段均设置有单独的炉内气氛激光检测仪,来检测各自炉段的o
2
/co含量,进而能够达到分段对各炉膛内气氛实时检测的目的。进一步的,各炉段内的炉内气氛激光检测仪实际分有两套,一套检测炉段内的o
2
,一套检测炉段内的co,实现o
2
/co的独立检测。检测出的o
2
含量和co作为调整炉内气氛的基础参数,后续会根据该基础参数进行相应调整。
[0079]
步骤102,利用加热炉燃烧优化控制系统中的空燃比调整控制模型,通过所述空燃比调整控制模型对所述炉内各段的o
2
/co含量确定所述炉内各段的炉内燃烧状态,再根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数。
[0080]
具体来说,各炉段的气氛可为氧化气氛、还原气氛等等。若为氧化气氛,表示炉段o
2
含量较高,co含量较低,炉内燃烧状态过剩。而若为还原气氛,表示炉段o
2
含量较低,co含量较高,炉内燃烧状态不足,不充分燃烧。
[0081]
进一步的,在根据所述炉内各段的炉内燃烧状态确定所述炉内各段的空燃比/空气过剩系数的实施过程中,对炉内各段的当前检测出的o
2
/co含量和炉内各段的设定的o
2
/co含量进行比较分析,根据炉内各段的分析结果来确定炉内各段的空燃比/空气过剩系数;再根据炉内各段的空燃比/空气过剩系数调整炉内各段的o
2
含量,使其控制在0.8-1.5之间。
[0082]
以含氧量为例,若某炉段的实际检测出的含氧量低于0.8,则根据实际含氧量和设定含氧量的差值确定空燃比/空气过剩系数,根据空燃比/空气过剩系数对应增加该炉段内的空气,使其增至0.8-1.5之间。若高于1.5,则根据实际含氧量和设定含氧量的差值确定空燃比/空气过剩系数,根据空燃比/空气过剩系数对应减少该炉段内的空气量,使其降至0.8-1.5之间。
[0083]
如此,可根据实际含氧量和设定含氧量自动寻优空燃比,以控制好燃烧产物中的残氧含量,提高燃气的燃烧效率。
[0084]
值得注意的是,各炉段是分段独立优化,各炉段调整互不干涉,以实现分段气氛环境定制。
[0085]
步骤103,利用过程控制系统根据所述炉内各段的空燃比/空气过剩系数生成对应的控制参数,并控制所述炉内各段的执行机构根据对应的控制参数对所述炉内各段的o
2
含量进行控制,进而调整所述炉内各段的气氛。
[0086]
具体来说,过程控制系统可为dcs/plc设备。而炉内各段具有各自的执行机构进行
控制。
[0087]
以上是本实施例的处理系统的具体实施原理。可见,通过检测加热炉各段气氛、独立优化各段空燃比,使加热炉内的气氛得到有效的控制,保证了加热炉在充分燃烧的前提下残余o
2
浓度最低,进而有效的降低加热炉的氧化烧损量。
[0088]
目前热轧板坯加热单耗在1.2gj/吨钢以上,热轧二、三分厂年轧制量约900万吨,混合煤气价格50元/gj。
[0089]
则节能3%x效益为:1.2gj/吨钢
×
3%
×
900万吨
×
50元/gj=1620万元。
[0090]
降低氧化烧损效益:900万吨
×
0.1%
×
2000元/吨=1800万元。
[0091]
作为一种可选的实施例,利用传感器检测加热炉炉墙外侧预设距离的环境温度并传输给控制室中的控制设备,若环境温度高于预设温度阈值,则控制设备控制水冷组件和/或空冷组件运行。
[0092]
例如检测加热炉炉墙外侧1米范围环境温度≥50℃的场合,需增加水冷组件,通入循环冷却水,使得仪表环境温度≤60℃,保障其长期稳定运行。
[0093]
尽管已描述了本申请的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本申请范围的所有变更和修改。
[0094]
显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips