
 商标分类
商标分类  商标转让
商标转让 
一种连铸大方坯在线吹渣装置的制作方法
 2021-01-30 06:01:44|
2021-01-30 06:01:44| 237|
237| 起点商标网
起点商标网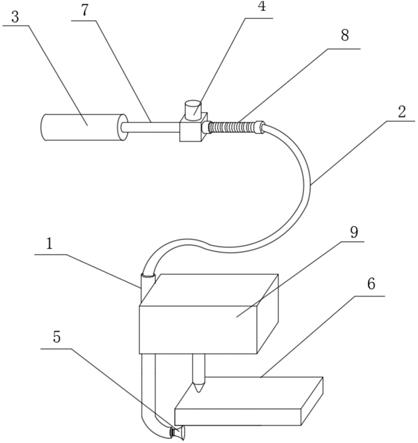
[0001]
本实用新型涉及轧钢工艺技术领域,具体地,涉及一种连铸大方坯在线吹渣装置。
背景技术:
[0002]
目前,轧钢工艺对于中大型连铸坯断面切割后的连铸坯底部的钢瘤在线无法清理,造成因轧材上因钢瘤去除不干净,而造成轧材表面上的缺陷,不能满足连铸连轧工艺要求,提高热装效率,节省能源,因此在线处理钢瘤的装置及方法尤为显得重要。现有技术中一般使用去毛刺机对钢瘤进行去除,但是成本投入和维修费用高,而且处理时间长,工作效率低。
[0003]
因此,提供一种在使用过程中可以对切割后的连铸坯底部的钢瘤进行在线处理,减少了钢瘤的厚度和宽度,满足连铸连轧的生产要求,降低了周转成本,提高热装效率,节省能源,且工作效率高的一种连铸大方坯在线吹渣装置是本实用新型亟需解决的问题。
技术实现要素:
[0004]
针对上述技术问题,本实用新型的目的是克服现有技术中一般使用去毛刺机对钢瘤进行去除,但是成本投入和维修费用高,而且处理时间长,工作效率低的问题,从而提供一种在使用过程中可以对切割后的连铸坯底部的钢瘤进行在线处理,减少了钢瘤的厚度和宽度,满足连铸连轧的生产要求,降低了周转成本,提高热装效率,节省能源,且工作效率高的一种连铸大方坯在线吹渣装置。
[0005]
为了实现上述目的,本实用新型提供了一种连铸大方坯在线吹渣装置,所述连铸大方坯在线吹渣装置包括:吹渣管、电磁阀、导流机构以及能源介质空压风管道;
[0006]
所述能源介质空压风管道、所述导流机构以及所述吹渣管依次相连通设置,所述导流机构上设置有所述电磁阀,用于控制所述导流机构的通断;所述能源介质空压风管道中输出带有能源介质的空压风;所述吹渣管固定在火切机的侧面,所述吹渣管上的吹渣嘴朝向待处理的连铸大方坯,且与所述连铸大方坯的底部在同一水平面上。
[0007]
优选地,所述导流机构包括:依次连通的无缝钢管、金属软管和橡胶皮管;所述无缝钢管和所述金属软管分别设置在所述电磁阀上相对的两侧,所述吹渣管与所述橡胶皮管相连通;所述能源介质空压风管道与所述无缝钢管相连通。
[0008]
优选地,所述橡胶皮管设置在火切机上的坦克链内部。
[0009]
优选地,所述吹渣管与火切机上的割枪呈平行设置,且所述吹渣管与所述待处理的连铸大方坯的起始切割位置之间的距离至少为100mm。
[0010]
优选地,所述吹渣管与所述吹渣嘴之间为螺纹式连接。
[0011]
优选地,所述电磁阀为延时性开关控制。
[0012]
根据上述技术方案,本实用新型提供的连铸大方坯在线吹渣装置在使用时的有益效果为:利用所述能源介质空压风管道和所述导流机构向所述吹渣管通入输出带有能源介质的空压风,从而对所述连铸大方坯的底部切割产生的钢瘤、钢渣进行在线清理,所述吹渣
管上的吹渣嘴朝向待处理的连铸大方坯,且与所述连铸大方坯的底部在同一水平面上,以保证可以对钢瘤、钢渣进行准确清理。
[0013]
本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明;而且本实用新型中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
[0014]
附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
[0015]
图1是本实用新型的一种优选的实施方式中提供的连铸大方坯在线吹渣装置的结构示意图;
[0016]
图2是本实用新型的一种优选的实施方式中提供的连铸大方坯在线吹渣装置上金属软管的结构示意图;
[0017]
图3是本实用新型的一种优选的实施方式中提供的火切机上坦克链的结构示意图。
[0018]
附图标记说明
[0019]
1吹渣管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2橡胶皮管
[0020]
3能源介质空压风管道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4电磁阀
[0021]
5吹渣嘴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6连铸大方坯
[0022]
7无缝钢管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8金属软管
[0023]
9火切机
具体实施方式
[0024]
以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
[0025]
在本实用新型中,在未作相反说明的情况下,“上、下、内、外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
[0026]
如图1-3所示,本实用新型提供了一种连铸大方坯在线吹渣装置,所述连铸大方坯在线吹渣装置包括:吹渣管1、电磁阀4、导流机构以及能源介质空压风管道3;所述能源介质空压风管道3、所述导流机构以及所述吹渣管1依次相连通设置,所述导流机构上设置有所述电磁阀4,用于控制所述导流机构的通断;所述能源介质空压风管道3中输出带有能源介质的空压风;所述吹渣管1固定在火切机9的侧面,所述吹渣管1上的吹渣嘴5朝向待处理的连铸大方坯6,且与所述连铸大方坯的底部在同一水平面上。
[0027]
在上述方案中,利用所述能源介质空压风管道和所述导流机构向所述吹渣管1通入输出带有能源介质的空压风,从而对所述连铸大方坯6的底部切割产生的钢瘤、钢渣进行在线清理,所述吹渣管1上的吹渣嘴5朝向待处理的连铸大方坯6,且与所述连铸大方坯6的底部在同一水平面上,以保证可以对钢瘤、钢渣进行准确清理。
[0028]
在本实用新型的一种优选的实施方式中,所述导流机构包括:依次连通的无缝钢管7、金属软管8和橡胶皮管2;所述无缝钢管7和所述金属软管8分别设置在所述电磁阀4上
相对的两侧,所述吹渣管1与所述橡胶皮管8相连通;所述能源介质空压风管道3与所述无缝钢管7相连通。
[0029]
在上述方案中,所述电磁阀4上设置有固定接口,所述无缝钢管7和所述金属软管8分别螺纹固定在所述固定接口上,所述电磁阀4与所述能源介质空压风管道3之间通过无缝钢管7相连,所述金属软管8则与所述橡胶皮管2相连通,再与所述吹渣管1相连通,所述金属软管8与所述橡胶皮管2方便对吹渣管的位置进行调节,所述橡胶皮管一般使用高强度耐高温的材质,防止发生损坏问题,影响清理工作。
[0030]
在本实用新型的一种优选的实施方式中,所述橡胶皮管2设置在火切机9上的坦克链内部。
[0031]
在上述方案中,本实用新型充分地利用所述火切机9上原有的坦克链,以对橡胶皮管2进行保护还方便移动,另一方便所述坦克链还能防止所述橡胶皮管2发生弯折现象,造成阻塞问题。
[0032]
在本实用新型的一种优选的实施方式中,所述吹渣管1与火切机9上的割枪呈平行设置,且所述吹渣管1与所述待处理的连铸大方坯6的起始切割位置之间的距离至少为100mm。
[0033]
在上述方案中,该结构是在保证吹渣管1安全的前提下,有效地提高清理的效果。
[0034]
在本实用新型的一种优选的实施方式中,所述吹渣管与所述吹渣嘴5之间为螺纹式连接,该方式方便对吹渣嘴5进行更换,而且还能调节所述吹渣嘴5的角度。
[0035]
在本实用新型的一种优选的实施方式中,所述电磁阀4为延时性开关控制。所述延时性开关控制是指所述电磁阀4在接收到切割开始或者结束信号后,延迟一定的时间后再打开进行清理工作。
[0036]
根据上述内容,本实用新型提供的连铸大方坯在线吹渣装置和方法在使用时的工作原理为:
[0037]
将吹渣管的吹渣嘴和连铸大方坯的底部调节在统一水平上,以保证所述吹渣管可以对连铸大方坯上的切割钢瘤进行有效地清理;所述无缝钢管、金属软管和橡胶皮管则由于对带有能源介质的空压风进行导流,所述电磁阀则可以有效地控制导流的通断:例如在电磁阀得到切割开始信号10秒后,电磁阀打开,吹渣装置开始吹渣;电磁阀得到切割结束信号10秒后,电磁阀关闭,吹渣装置结束吹渣。
[0038]
本实用新型提供的连铸大方坯在线吹渣装置在使用时,克服现有技术中一般使用去毛刺机对钢瘤进行去除,但是成本投入和维修费用高,而且处理时间长,工作效率低的问题。
[0039]
以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
[0040]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
[0041]
此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips