
 商标分类
商标分类  商标转让
商标转让 
一种新型打磨钢轨端面磨超硬砂轮结构的制作方法
 2021-01-30 06:01:14|
2021-01-30 06:01:14| 285|
285| 起点商标网
起点商标网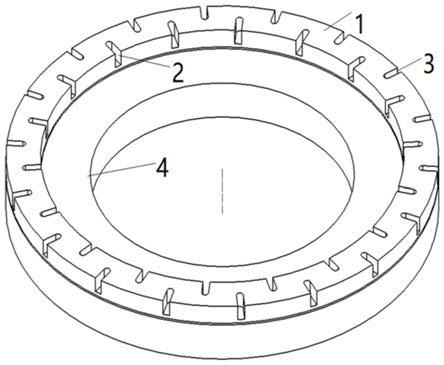
[0001]
本发明涉及一种新型打磨钢轨端面磨超硬砂轮结构。
背景技术:
[0002]
铁路作为国家的重要基础设施,在我国综合交通运输体系中处于骨干地位,为我国经济发展提供重要支撑。近年来随着我国及世界各国铁路、地铁、轻轨等轨道交通的高速发展,对钢轨的养护及维护有着更大的需求和更高的要求。传统工艺的重负荷钢轨打磨砂轮存在使用寿命短、易烧伤钢轨、高含硫、高粉尘、强度低等问题。以96头钢轨打磨车用端面磨砂轮为例:常规打磨后砂轮极易出现裂纹和烧伤钢轨的问题,这不仅会降低钢轨打磨效率,影响钢轨养护质量,严重情况下砂轮一旦碎裂还会造成安全问题。为了满足钢轨打磨行业对砂轮更高的性能要求,同时响应国家提倡绿色环保的理念,发展新型钢轨打磨超硬砂轮取代普通树脂砂轮已成为趋势。
[0003]
钢轨打磨超硬砂轮是针对钢轨打磨设计的专用超硬砂轮,其寿命长、性价比高、安全环保,但是目前国内研发钢轨打磨超硬砂轮存在烧轨这一难以解决的问题。超硬砂轮的最大优势在于使用寿命长,由于超硬砂轮耐磨性好,在磨削过程中产生的磨屑几乎只有铁屑,相对树脂砂轮更环保,但是磨屑少由其带走的热量也少,磨削温度较高,容易产生烧轨现象,为了使超硬砂轮打磨钢轨时不烧轨,超硬砂轮在进行配方设计时通常会增加大量造孔剂、润滑剂等材料,这会导致砂轮的强度大幅下降,在磨削时会产生掉块现象,该方法制作的超硬砂轮使用寿命相较传统工艺重负荷砂轮有所提高,但是仍达不到理想效果。
技术实现要素:
[0004]
为了克服现有技术的上述缺点,本发明提出了一种新型打磨钢轨端面磨超硬砂轮结构,旨在解决钢轨打磨超硬砂轮烧轨、使用寿命和强度不能兼顾的问题。本发明提供的砂轮结构提高了砂轮的排屑散热能力且不增加磨削过程中的冲击力,可以在保证不烧轨的前提下减少造孔剂、润滑剂等用量,从而增加砂轮的强度和提高砂轮的使用寿命。
[0005]
本发明解决其技术问题所采用的技术方案是:一种新型打磨钢轨端面磨超硬砂轮结构,包括磨削层和基体,在所述磨削层上设置有交错分布的内排屑槽和外排屑槽,所述内排屑槽和外排屑槽在砂轮环宽方向上为半通槽。
[0006]
进一步地,所述内排屑槽和外排屑槽的槽长为砂轮环宽的1/2~2/3。
[0007]
进一步地,所述内排屑槽和外排屑槽在磨削层厚度方向上为半通槽。
[0008]
更进一步地,所述内排屑槽和外排屑槽的槽深为磨削层厚度的1/2~2/3。
[0009]
进一步地,所述内排屑槽和外排屑槽的槽宽为4mm~8mm。
[0010]
进一步地,所述内排屑槽和外排屑槽的数量和为32个~64个。
[0011]
进一步地,所述内排屑槽和外排屑槽为弧形槽或尾部加半圆形的槽。
[0012]
进一步地,所述磨削层和基体通过高温烧结在一起。
[0013]
更进一步地,在所述基体上开设有燕尾槽。
[0014]
进一步地,在所述基体上设置有螺孔,所述基体通过中心孔和螺孔与钢轨打磨车打磨单元连接固定。
[0015]
与现有技术相比,本发明的积极效果是:
[0016]
本发明通过增加内外排屑槽改变砂轮结构,使砂轮磨削过程中阻断连续磨削发热,增强排屑散热功能,解决了钢轨打磨超硬砂轮的研发过程中遇到的烧轨、使用寿命和强度不能同时兼顾的难题。使用该结构的砂轮相较于没有排屑槽的砂轮,其排屑散热性能有了很大的改善;相比完全隔断结构(即在砂轮环宽方向上为通槽)的砂轮,在磨削过程中冲击力更小、无砂轮崩边现象。
[0017]
本发明通过砂轮结构设计,增加内外两组交错排布的半通槽来增强砂轮的排屑散热能力,同时有效避免开通槽引起的强烈冲击力,保持砂轮的强度和安全性。
附图说明
[0018]
本发明将通过例子并参照附图的方式说明,其中:
[0019]
图1为超硬砂轮立体结构图;
[0020]
图2为超硬砂轮截面图;
[0021]
图中附图标记说明:1、磨削层;2、内排屑槽;3、外排屑槽;4、基体、41、燕尾槽;42、螺孔。
具体实施方式
[0022]
一种新型打磨钢轨端面磨超硬砂轮结构,如图1和图2所示,包括磨削层1和基体4,在所述磨削层1上设置内排屑槽2和外排屑槽3,在所述基体4上设置燕尾槽41和螺孔42。
[0023]
所述内排屑槽2设置在磨削层1的内侧,其在砂轮环宽方向上的长度为槽长,在砂轮圆弧方向上的长度为槽宽,在磨削层厚度方向上的长度为槽深,所述内排屑槽2在砂轮环宽方向和在磨削层厚度方向上均为半通槽;所述外排屑槽3设置在磨削层1的外侧,其槽长、槽宽和槽深的形状尺寸与所述内排屑槽2的完全一致,所述内排屑槽2和外排屑槽3交错分布,所述内排屑槽2和外排屑槽3可以是弧形槽、尾部加半圆形槽等各种形状。
[0024]
本发明与常规砂轮的区别主要是增加内排屑槽2和外排屑槽3两组散热槽,排屑槽把连续的磨削层1分割隔断,减少因连续磨削热量聚集的同时又不增大冲击力,排屑槽可容纳磨屑,槽内流动空气可增加散热。磨削层1通过高温烧结与基体4结合在一起组成砂轮,在基体4上开燕尾槽41增加结合强度。基体4通过中心孔和三个螺孔42与钢轨打磨车打磨单元连接固定,由钢轨打磨车带动砂轮旋转完成对钢轨的打磨。
[0025]
本发明的内排屑槽2和外排屑槽3的数量和尺寸可以根据砂轮的配方、直径、环宽、磨削情况做出相应调整。其中砂轮配方、砂轮外径、磨料层环宽、冷却条件以及打磨方式之中任何一个因素的变化,都需要改变槽的尺寸、数量来达到砂轮的最佳性能,最终保证被打磨对象的质量和砂轮的使用寿命。砂轮基体与钢轨打磨装置的接口,可随着打磨装置的接口改变而变化。
[0026]
本发明的最佳实施例:槽长为砂轮环宽的1/2~2/3,槽宽为4mm~8mm,槽深为磨削层厚度的1/2~2/3,内排屑槽和外排屑槽的数量和为32个~64个。
[0027]
以下通过试验对槽宽、槽长与砂轮环宽比和排屑槽数量的不同设置进行磨削性能
对比说明:
[0028]
(1)设定槽宽为4mm、槽长/砂轮环宽比为1/2,其他条件相同,仅改变排屑槽数量对砂轮磨削性能的影响如表1所示:
[0029]
表1
[0030]
槽数量(个)08163264钢轨烧伤情况发蓝部分发蓝轻微发蓝不发蓝不发蓝砂轮表面状态黏附严重有黏附轻微黏附无黏附无黏附
[0031]
从不同排屑槽数量对砂轮磨削性能的影响测试结果可以看出,随着槽数量的增加钢轨的烧伤发蓝现象减弱直至消失,砂轮表面黏附现象逐渐减弱直至消失。
[0032]
(2)设定槽数为32个、槽长/砂轮环宽为1/2,其他条件相同,仅改变槽宽对砂轮磨削性能的影响如表2所示:
[0033]
表2
[0034]
槽宽(mm)01248钢轨烧伤情况发蓝部分发蓝几乎不发蓝不发蓝不发蓝砂轮表面状态黏附严重有黏附有轻微黏附无黏附无黏附
[0035]
从不同槽宽对砂轮磨削性能的影响测试结果可以看出,随着槽宽增加钢轨烧伤发蓝现象减弱直至消失,砂轮表面黏附现象逐渐减弱直至消失。
[0036]
(3)设定槽宽为4mm、槽数32个,其他条件相同,不同槽长对砂轮磨削性能的影响如表3所示:
[0037]
表3
[0038]
槽长/砂轮环宽01/31/22/31钢轨烧伤情况发蓝发蓝无发蓝无发蓝无发蓝砂轮表面状态严重黏附有黏附无黏附无黏附无黏附,有崩边
[0039]
从不同槽长对砂轮磨削性能的影响测试结果可以看出,随着槽长与砂轮环宽比值增大钢轨的烧伤发蓝现象不断减弱直至消失,砂轮表面黏附现象逐渐减弱直至消失,当槽长等于砂轮环宽时,出现崩边现象。
[0040]
以上试验结果表明,本发明在排屑散热和在磨削过程中保持小的冲击力方面有明显的优势,可以有效克服钢轨打磨超硬砂轮研发过程中遇到的烧轨、使用寿命和强度不能同时兼顾的难题。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 钢轨

 热门咨询
热门咨询




tips