
 商标分类
商标分类  商标转让
商标转让 
一种用于连铸机的可调式上引机构的制作方法
 2021-01-30 06:01:53|
2021-01-30 06:01:53| 225|
225| 起点商标网
起点商标网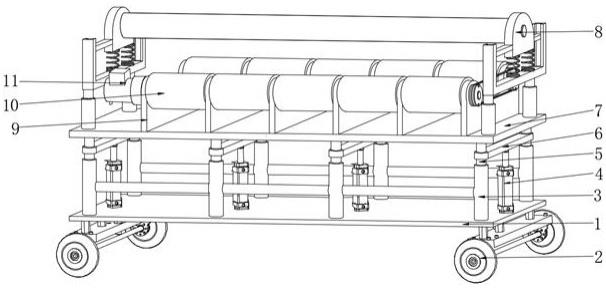
[0001]
本实用新型涉及连铸机技术领域,具体是一种用于连铸机的可调式上引机构。
背景技术:
[0002]
连铸机按结构外形可分为立式连铸机,立弯式连铸机,带直线段弧形连铸机,弧形连铸机,多半径椭圆形连铸机和水平连铸机,其是将高温钢水连续不断地浇铸成具有一定断面形状和一定尺寸规格的铸坯,主要是由浇钢设备、连铸机本体设备、切割区域设备、引锭杆收集及输送设备的机电液一体化构成,其中拉矫机作为连铸机的上引机构,是连铸机连续浇铸成型必不可少的一项装置。
[0003]
但是目前市场上关于连铸机的上引机构存在着一些缺点,传统的上引机构结构较为单一,灵活使用性不足,限制了上引机构的适应性,且在使用过程中,对于张紧辊调节不便,使用能力较为单一。因此,本领域技术人员提供了一种用于连铸机的可调式上引机构,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种用于连铸机的可调式上引机构,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种用于连铸机的可调式上引机构,包括支撑板架,所述支撑板架的下方位于两端位置处对称设置有滚轮,且支撑板架的上方固定有升降机构,所述升降机构中调节支杆的上方固定有支撑顶板,所述支撑顶板的上方位于两端位置处对称固定有调节机构,且支撑顶板的上方固定有定位基座,所述定位基座的一侧固定有传动电机,且定位基座的内侧对称连接有弯曲辊,所述定位基座的另一侧对称连接有传动轴;
[0006]
所述升降机构包括固定在支撑板架上方的支撑主杆,所述支撑主杆的内侧固定有液压推杆a,且支撑主杆的顶端嵌入卡合有调节支杆,所述液压推杆a的伸缩端固定有定位套杆,且液压推杆a通过定位套杆与调节支杆套接固定。
[0007]
作为本实用新型再进一步的方案:所述调节机构包括液压推杆b,所述液压推杆b的伸缩端固定有定位框架,所述定位框架的内侧位于底端位置处固定有复位弹簧,且定位框架的内壁对称开设有限位卡槽,所述定位框架通过限位卡槽与定位卡座卡合,所述定位卡座的内侧转动连接有张紧辊。
[0008]
作为本实用新型再进一步的方案:所述定位卡座的前后两侧对称固定有限位卡块,所述定位框架与定位卡座通过限位卡槽和限位卡块卡合滑动。
[0009]
作为本实用新型再进一步的方案:所述支撑主杆的内径与调节支杆的外径相适配,且支撑主杆的高度与调节支杆的高度相同,所述支撑主杆的数量不少于四组。
[0010]
作为本实用新型再进一步的方案:所述液压推杆a的数量与支撑主杆的数量相同,且液压推杆a与支撑主杆相互一一对应。
[0011]
作为本实用新型再进一步的方案:所述弯曲辊的数量为两组,每组不少于四个,所述弯曲辊相对于定位基座的水平中线相互对称排列。
[0012]
作为本实用新型再进一步的方案:所述传动轴的数量为两组,且传动轴的结构相同,所述传动轴通过传动带连接。
[0013]
与现有技术相比,本实用新型的有益效果是:
[0014]
本实用新型通过升降机构的升降调节,取代了传统单一固定形式的上引机构,操作便捷的同时,又提高了上引机构的灵活使用性,且在使用过程中,通过传动电机带动弯曲辊的同步转动,在调节机构对弯曲辊的高度调节下,不仅能够对不同型号的铸坯进行牵引工作,同时能够提高铸坯弯曲成型的柔韧性,避免一次弯曲导致铸坯易出现崩裂、折损的情况。
附图说明
[0015]
图1为一种用于连铸机的可调式上引机构的结构示意图;
[0016]
图2为一种用于连铸机的可调式上引机构中弯曲辊的结构示意图;
[0017]
图3为一种用于连铸机的可调式上引机构中调节机构的结构示意图。
[0018]
图中:1、支撑板架;2、滚轮;3、支撑主杆;4、液压推杆a;5、调节支杆;6、定位套杆;7、支撑顶板;8、调节机构;81、液压推杆b;82、定位框架;83、复位弹簧;84、限位卡槽;85、定位卡座;86、张紧辊;9、定位基座;10、弯曲辊;11、传动电机;12、传动轴;13、传动带。
具体实施方式
[0019]
请参阅图1~3,本实用新型实施例中,一种用于连铸机的可调式上引机构,包括支撑板架1,支撑板架1的下方位于两端位置处对称设置有滚轮2,且支撑板架1的上方固定有升降机构,升降机构中调节支杆5的上方固定有支撑顶板7, 升降机构包括固定在支撑板架1上方的支撑主杆3,支撑主杆3的内侧固定有液压推杆a4,且支撑主杆3的顶端嵌入卡合有调节支杆5,液压推杆a4的伸缩端固定有定位套杆6,且液压推杆a4通过定位套杆6与调节支杆5套接固定,支撑主杆3的内径与调节支杆5的外径相适配,且支撑主杆3的高度与调节支杆5的高度相同,支撑主杆3的数量不少于四组,液压推杆a4的数量与支撑主杆3的数量相同,且液压推杆a4与支撑主杆3相互一一对应,在对铸坯牵引过程中,将上引机构推送至连铸机的排料端,液压推杆a4的伸缩端进行升降,推动支撑顶板7进行升降,将上引机构与连铸机的排料端配套对齐,同步的在支撑主杆3对调节支杆5的卡合下,能够提高上引机构水平方向的稳定性。
[0020]
支撑顶板7的上方位于两端位置处对称固定有调节机构8,调节机构8包括液压推杆b81,液压推杆b81的伸缩端固定有定位框架82,定位框架82的内侧位于底端位置处固定有复位弹簧83,且定位框架82的内壁对称开设有限位卡槽84,定位框架82通过限位卡槽84与定位卡座85卡合,定位卡座85的内侧转动连接有张紧辊86,定位卡座85的前后两侧对称固定有限位卡块,定位框架82与定位卡座85通过限位卡槽84和限位卡块卡合滑动,在对铸坯牵引过程中,液压推杆b81的伸缩端进行升降,带动定位框架82进行同步升降,进而对张紧辊86与弯曲辊10的之间的间隔距离进行调节,使张紧辊86与弯曲辊10能够对不同型号的铸坯进行牵引,进一步的在对铸坯牵引输送时,通过复位弹簧83对定位卡座85的弹性支撑,
在限位卡槽84对定位卡座85的卡合下,使张紧辊86对铸坯进行弹性弯曲成型工作,避免硬性卡合弯曲导致铸坯出现崩裂的情况。
[0021]
支撑顶板7的上方固定有定位基座9,定位基座9的一侧固定有传动电机11,且定位基座9的内侧对称连接有弯曲辊10,定位基座9的另一侧对称连接有传动轴12,弯曲辊10的数量为两组,每组不少于四个,弯曲辊10相对于定位基座9的水平中线相互对称排列,传动轴12的数量为两组,且传动轴12的结构相同,传动轴12通过传动带13连接,在对铸坯牵引过程中,传动电机11工作,在传动带13的连接下,带动两组传动轴12转动,同步的带动弯曲辊10转动,对铸坯进行两次弯曲牵引成型工作。
[0022]
本实用新型的工作原理是:在对铸坯牵引成型时,将上引机构推送至连铸机的排料端,液压推杆a4的伸缩端进行升降,推动支撑顶板7进行升降,将上引机构与连铸机的排料端配套对齐,同步的在支撑主杆3对调节支杆5的卡合下,能够提高上引机构水平方向的稳定性,进而液压推杆b81的伸缩端进行升降,带动定位框架82进行同步升降,进而对张紧辊86与弯曲辊10的之间的间隔距离进行调节,使张紧辊86与弯曲辊10能够对不同型号的铸坯进行牵引,进一步的在对铸坯牵引过程中,传动电机11工作,在传动带13的连接下,带动两组传动轴12转动,进而带动弯曲辊10转动,对铸坯进行两次弯曲牵引成型工作,同步的通过复位弹簧83对定位卡座85的弹性支撑,在限位卡槽84对定位卡座85的卡合下,使张紧辊86对铸坯进行弹性弯曲成型工作,避免硬性卡合弯曲导致铸坯出现崩裂的情况。
[0023]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 连铸机

 热门咨询
热门咨询




tips