
 商标分类
商标分类  商标转让
商标转让 
一种压缩空气过滤器的缸盖体加工用夹持机构的制作方法
 2021-01-30 05:01:46|
2021-01-30 05:01:46| 257|
257| 起点商标网
起点商标网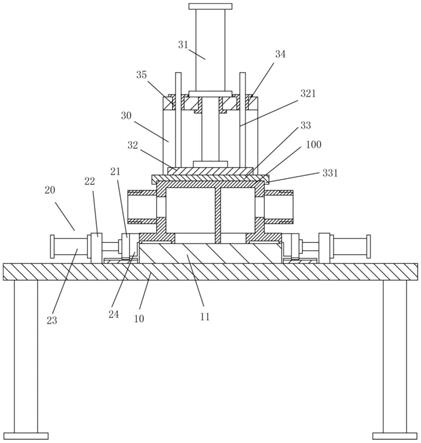
[0001]
本发明涉及空压机设备制造技术领域,更具体地说涉及一种压缩空气过滤器的缸盖体加工用夹持机构。
背景技术:
[0002]
现有的空压机在将空气压缩后,需要将气体中的水液等杂质去掉,以保证后续产品需要的压缩气体,因此其需要在出气端设置压缩空气过滤器,而现有的压缩空气过滤器中其一般由主缸体和缸盖体、缸底盖组成,其缸盖体上一般设有进气管和出气管,需要对其内侧壁进行打磨去毛刺,现有的方式是人工一般扶持缸盖体,另一边另一个操作人员进行人工打磨,其效率低,效果差。
技术实现要素:
[0003]
本发明的目的是克服现有技术的不足,提供一种压缩空气过滤器的缸盖体加工用夹持机构,它可以将缸盖体自动压紧固定,方便人工对缸盖体的进气管和出气管的内侧壁进行打磨,无需人工扶持缸盖体,其效果好,效率高。
[0004]
本发明解决所述技术问题的方案是:
[0005]
一种压缩空气过滤器的缸盖体加工用夹持机构,包括机架,所述机架的顶板的顶面中部固定有中间支撑块,待加工的缸盖体的底面压靠在中间支撑块的顶面上;
[0006]
所述中间支撑块的左侧、右侧、前方和后方处的机架的顶板的顶面上均固定有推动机构,推动机构的推动块压靠在待加工的缸盖体的对应的底部侧壁上;
[0007]
所述机架的顶板的顶面上固定有上支撑架,上支撑架的顶板的顶面上固定有上压紧油缸,上压紧油缸的推杆穿过上支撑架的顶板的底面并固定有压紧板,压紧板的底面通过螺栓固定连接有上限位固定板,上限位固定板的底面压靠在待加工的缸盖体的顶面上。
[0008]
所述上限位固定板的底面的边部成型有向下延伸的限位边,待加工的缸盖体的顶部侧壁紧贴对应的限位边的内侧壁。
[0009]
所述压紧板的顶面固定有多个竖直杆,竖直杆插套在上支撑架的顶板上具有的竖直通孔中。
[0010]
所述竖直通孔的内侧壁上固定有内导向套,竖直杆插套在对应的内导向套中。
[0011]
所述推动机构包括固定在机架的顶板的顶面上的竖直固定板,竖直固定板的外侧壁上固定有推动油缸,推动油缸的推杆穿过竖直固定板并固定有推动块,推动块的端面上固定有防滑块,防滑块压靠在待加工的缸盖体的对应的底部侧壁上。
[0012]
所述防滑块的上部侧壁上成型有凸起部,凸起部压靠在待加工的缸盖体的对应的底部侧壁上。
[0013]
所述竖直固定板与中间支撑块之间的机架的顶板的顶面上固定有导向块,导向块的顶面成型有导向槽,推动块的底面成型有凸起导向部,凸起导向部插套在导向槽中。
[0014]
本发明的突出效果是:其可以将缸盖体自动压紧固定,方便人工对缸盖体的进气
管和出气管的内侧壁进行打磨,无需人工扶持缸盖体,其效果好,效率高。
附图说明
[0015]
图1是本发明的局部结构示意图;
[0016]
图2是图1的局部放大图;
[0017]
图3是机架处的局部俯视图。
具体实施方式
[0018]
实施例,见如图1至3所示,一种压缩空气过滤器的缸盖体加工用夹持机构,包括机架10,所述机架10的顶板的顶面中部固定有中间支撑块11,待加工的缸盖体100的底面压靠在中间支撑块11的顶面上;
[0019]
所述中间支撑块11的左侧、右侧、前方和后方处的机架10的顶板的顶面上均固定有推动机构20,推动机构20的推动块21压靠在待加工的缸盖体100的对应的底部侧壁上;
[0020]
所述机架10的顶板的顶面上固定有上支撑架30,上支撑架30的顶板的顶面上固定有上压紧油缸31,上压紧油缸31的推杆穿过上支撑架30的顶板的底面并固定有压紧板32,压紧板32的底面通过螺栓固定连接有上限位固定板33,上限位固定板33的底面压靠在待加工的缸盖体100的顶面上。
[0021]
进一步的说,所述上限位固定板33的底面的边部成型有向下延伸的限位边331,待加工的缸盖体100的顶部侧壁紧贴对应的限位边331的内侧壁。
[0022]
进一步的说,所述压紧板32的顶面固定有多个竖直杆321,竖直杆321插套在上支撑架30的顶板上具有的竖直通孔34中。
[0023]
进一步的说,所述竖直通孔34的内侧壁上固定有内导向套35,竖直杆321插套在对应的内导向套35中。
[0024]
进一步的说,所述推动机构20包括固定在机架10的顶板的顶面上的竖直固定板22,竖直固定板22的外侧壁上固定有推动油缸23,推动油缸23的推杆穿过竖直固定板22并固定有推动块21,推动块21的端面上固定有防滑块24,防滑块24压靠在待加工的缸盖体100的对应的底部侧壁上。
[0025]
进一步的说,所述防滑块24的上部侧壁上成型有凸起部241,凸起部241压靠在待加工的缸盖体100的对应的底部侧壁上。
[0026]
进一步的说,所述竖直固定板22与中间支撑块11之间的机架10的顶板的顶面上固定有导向块40,导向块40的顶面成型有导向槽41,推动块21的底面成型有凸起导向部211,凸起导向部211插套在导向槽41中。
[0027]
本实施例在使用时,其可以将待加工的缸盖体100的底面压靠在中间支撑块11的顶面上,推动油缸23的推杆推动,使得防滑块24压靠在待加工的缸盖体100的对应的底部侧壁上,实现固定,然后,通过上压紧油缸31的推杆推动,使得上限位固定板33的底面压靠在待加工的缸盖体100的顶面上,待加工的缸盖体100的顶部侧壁紧贴对应的限位边331的内侧壁,实现固定,然后,即可对缸盖体100的进气管和出气管的内侧壁进行打磨,其无需人工扶持,其效果好,效率高。
[0028]
以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通
技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 空气过滤器

 热门咨询
热门咨询




tips