
 商标分类
商标分类  商标转让
商标转让 
三维金属部件的增材制造方法与流程
 2021-01-30 05:01:51|
2021-01-30 05:01:51| 319|
319| 起点商标网
起点商标网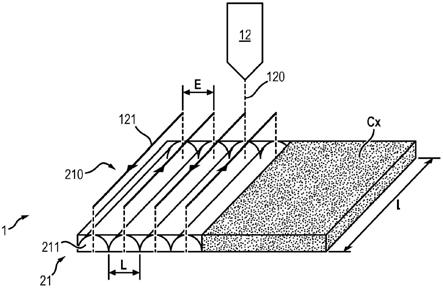
[0001]
本发明属于增材制造领域。
[0002]
本发明更具体地涉及一种具有至少一个整体式部分的三维金属部件的增材制造方法,所述三维金属部件例如为用于在轮胎胎面中形成沟槽的薄片,所述薄片旨在插入于所述轮胎的固化模具中。
背景技术:
[0003]
增材制造使得能够通过重复一个周期来制造金属部件,该周期包括沉积一个金属粉末层的步骤,然后是通过电磁辐射(例如借助于激光束)熔化该层的步骤。
[0004]
由于明显的温度梯度,这种类型的方法会产生严重的应力,从而使以这种方式制造的部件变形。当待制造的部件的厚度变化很大时,这些变形会更大。这些变形会引起撕裂。
[0005]
通过示例的方式,附图1a示出了如上所述的薄片的示例性实施方案的立体图,图1b示意性示出了图1a中的薄片的垂直截面。被称为“液滴”类型的该薄片a包括两个部分,即分别是主体b和整体式部分或“液滴”c。主体b的自由端部旨在嵌入于轮胎固化模具的主要部分中,而主体b的另一端部和液滴c则从该模具的底部突出。因此,当模制橡胶时,这种薄片使得可以在轮胎的深度中产生对应于部分c的较大且相当宽的空腔,该空腔通过对应于薄主体b的舌部的一部分的细槽而朝向轮胎表面的外部连续。这种薄片a因此使得可以在轮胎上产生特定形状的沟槽。
[0006]
容易理解的是,在b和c之间的过渡区域d中,由增材制造方法引起的应力有使薄片a弱化甚至破裂的风险,并且这在轮胎模制期间可能特别有害。
技术实现要素:
[0007]
本发明的目的是提供一种具有至少一个整体式部分的三维金属部件的增材制造方法,所述方法能够大大减小施加在该部件上的应力、裂缝和变形,同时确保整个部件的良好机械强度。
[0008]
在说明书的其余部分和权利要求书中,“整体式”部分应理解为是实心部分,所述实心部分优选地具有宽度大于2mm的截面。
[0009]
本发明的另一个目的是提供一种如上所述的方法,该方法能够基本上应用于厚度变化较大的部件。
[0010]
为此,本发明涉及一种具有至少一个整体式部分的三维金属部件的增材制造方法,所述三维金属部件例如为用于在轮胎胎面中形成沟槽的薄片,所述薄片旨在插入于所述轮胎的固化模具中,金属部件的该整体式部分包括内部部分(称为“芯部”),其由外部部分(称为“壳部”)包围,该方法包括借助于激光束通过熔化使相继沉积的金属粉末层相继凝固,并且在每个不同的相继粉末层中限定至少一个壳部区域或至少一个被壳部区域包围的芯部区域,所述壳部区域构成待制造金属部件的所述壳部的一部分,所述芯部区域构成待
制造金属部件的所述芯部的一部分。
[0011]
根据本发明,通过用所述激光束扫描来实现所述芯部区域的熔化以形成具有相同宽度的纵向焊道,所述纵向焊道相互平行并且并置或者以小于其宽度的x%的距离彼此间隔开,或者在小于其宽度的x%的距离上重叠,并通过用所述激光束扫描来实现所述壳部区域的熔化以形成具有相同宽度(与芯部的焊道宽度相同)的纵向焊道,所述纵向焊道相互平行并且在大于其宽度的x%的距离上重叠,x大于0且小于100。
[0012]
借助于本发明的这些特征,可以在确保壳部和芯部的足够密度的同时减小机械应力。所获得的部件具有良好的机械性能(强度增加,没有撕裂或者没有破裂起始区域)。
[0013]
单独考虑或组合考虑根据本发明的其他有利且非限制性特征:
[0014]-x等于30;
[0015]-通过用所述激光束扫描来实现所述芯部区域的熔化以形成相邻的焊道,所述焊道以小于这些焊道宽度的20%,优选小于10%的距离彼此间隔开;
[0016]-通过用所述激光束扫描来实现所述芯部区域的熔化以形成焊道,所述焊道在小于这些焊道宽度的20%,优选小于10%的距离上重叠;
[0017]-通过用所述激光束扫描来实现所述壳部区域的熔化以形成焊道,所述焊道在大于这些焊道宽度的30%且小于或等于60%,优选大于或等于40%且小于或等于50%的距离上重叠;
[0018]-芯部和壳部在0.01mm至0.40mm之间的宽度上,优选在0.10mm的宽度上重叠;
[0019]-金属粉末层的至少一个芯部区域包括至少两个区域,并且在这些区域中,用所述激光束扫描至少一个给定区域,使得所述激光束的位移矢量相对于三角坐标系的取向角不同于在与所述给定区域相邻的区域中所述激光束的位移矢量的取向角;
[0020]-金属粉末层的至少一个壳部区域包括至少两个区域,并且在这些区域中,用所述激光束扫描至少一个给定区域,使得所述激光束的位移矢量相对于三角坐标系的取向角不同于在与所述给定区域相邻的区域中所述激光束的位移矢量的取向角;
[0021]-所述区域是方形的并且以棋盘的形式布置,该棋盘包括至少两个称为“偶数”和“奇数”的行;
[0022]-在每个芯部区域和/或每个壳部区域中,通过借助于所述激光束以第一取向角扫描奇数行和奇数列的区域(称为“第一区域”),以第二取向角扫描奇数行和偶数列的区域(称为“第二区域”),以第三取向角扫描偶数行和奇数列的区域(称为“第三区域”),以第四取向角扫描偶数行和偶数列的区域(称为“第四区域”),从而实现给定的金属粉末层的熔化,相对于三角坐标系的这四个取向角是不同的;
[0023]-金属部件包括n个相继的重叠层,一个层的芯部区域的第一区域、第二区域、第三区域和第四区域中各自激光束的位移矢量的取向角与位于所述层上方的层的芯部区域的第一区域、第二区域、第三区域和第四区域中各自激光束的位移矢量的取向角呈现角度变化;一个层的壳部区域的第一区域、第二区域、第三区域和第四区域中各自激光束的位移矢量的取向角与位于所述层上方的层的壳部区域的第一区域、第二区域、第三区域和第四区域中各自激光束的位移矢量的取向角呈现角度变化,并且这两个角度变化不同;
[0024]-部件的芯部包括n个相继的重叠层,并且一个层的方形芯部区域相对于紧邻其上方的层的方形芯部区域在横向和/或纵向上以1/q步长偏移,q为整数,优选等于2;
[0025]-部件的壳部包括n个相继的重叠层,并且一个层的方形壳部区域相对于紧邻其上方的层的方形壳部区域在横向和/或纵向上以1/q步长偏移,q为整数,优选等于2。
附图说明
[0026]
参考附图,从现在将给出的描述中,本发明的其他特征和优点将变得显而易见,所述附图以非限制性示例的方式示出了其不同的可能的实施方案。
[0027]
在这些图中:
[0028]-图1a是用于在轮胎胎面中形成沟槽的薄片的示例性实施方案的立体图,所述薄片旨在插入于所述轮胎的固化模具中,
[0029]-图1b示意性示出了薄片的截面图,
[0030]-图2是用于形成沟槽的薄片的整体式部分的纵向截面图,所述薄片是通过根据本发明的方法获得的,
[0031]-图3是示出可以实施根据本发明的增材制造方法的增材制造设备的示例的示意图,
[0032]-图4是相继的金属粉末层堆叠的示意性细节图,其中示出了具有不同熔化参数的不同区域的层,
[0033]-图5是通过根据本发明的方法制得的金属部件的垂直截面示意图,其形状不对应于薄片,但是解释了本发明的原理,
[0034]-图6是分解示意图,显示了用于制造图5中部件的不同的金属粉末层,
[0035]-图7是芯部的金属粉末层的示意图,其中一部分以焊道的形式熔化,
[0036]-图8和图9是示出待制造的金属部件的芯部的粉末层熔化的两个实施方案变体的图,
[0037]-图10是示出待制造的金属部件的壳部的粉末层熔化的图,以及
[0038]-图11和图12是示意性俯视图,示出了在两个相继的金属粉末层的壳部区域的不同区域和芯部区域的不同区域熔化期间激光束的扫描矢量的取向的示例。
具体实施方式
[0039]
现在将结合图3来描述可以实施根据本发明的方法的增材制造设备的示例性实施方案。
[0040]
该设备1包括支撑件10,用于分配金属粉末的装置11和激光器12。
[0041]
分配装置11使得可以将第一金属粉末层c1沉积在支撑件10上,该层由支撑件10的边缘100保持,边缘100在图3中仅部分地示出。装置11由诸如计算机的中央单元13控制,以确保其在两个垂直方向x和y(即,在图3中分别沿宽度方向和深度方向)上的移动,特别是在这些方向中每个方向的双向(箭头f和g)上的移动。另外,装置11可以以其他方式移动,例如仅在方向x上移动,但是在单程中在整个深度上分配粉末。
[0042]
一旦沉积了第一层c1,由中央单元13控制的激光器12就在粉末层c1上方移动,同样在x和y方向上以及在每个方向的双向(箭头h和i)上移动,从而熔化金属粉末层c1,但是仅在待制造的三维部件2的轮廓20内移动。
[0043]
一旦进行了该步骤,借助于分配装置11,在第一层c1的上部上形成第二金属粉末
层c2,然后再次启动激光器12以熔化在部件2的区域上的粉末。
[0044]
然后重复该过程,直至制造产品2所需的n个层都已沉积。在图3中,层cn-1和cn-2分别对应于所沉积的n个层中的倒数第二层和倒数第三层。
[0045]
激光器12的参数(例如其功率、其移动速度和其焦距)根据待熔化的金属粉末的性质进行调整。
[0046]
将待制造的部件2在三个维度上建模,以限定被外部区域22(称为“壳部”)包围的内部区域21(称为“芯部”),外部区域22构成一种覆盖整个部件2的表面“皮肤”。
[0047]
3d建模技术对于本领域技术人员而言是已知的,因此在此将不进行详细描述。
[0048]
图2中示出了部件2截面的示例(在本情况下,为如上所述的薄片),其具有芯部21区域和壳部22区域。
[0049]
壳部22优选具有在0.1mm至4mm之间,更优选等于0.4mm的厚度e。
[0050]
但是,应注意,由于与机械强度问题或使用某些3d建模软件相关的原因,部件2的某些突出部分可以被建模成壳部22区域,其厚度则大于4mm。
[0051]
为了理解根据本发明的方法,现在将参考图5和图6。
[0052]
图5示出了通过增材制造获得的三维金属部件2的垂直截面图。在此,该部件示意性地具有弓形形状。
[0053]
在图5的左侧,显示了能够生产此部件的n个粉末层中的几层。将这n个层标记为c1、cx、cy和cn,x、y和n对应于层数,并且x和y在1至n之间。
[0054]
然后,在图6的分解图中示出了这些不同的层c1至cn。可以看出,对于每个粉末层c1、cx、cy和cn,限定了至少一个壳部区域或至少一个被壳部区域包围的芯部区域。
[0055]
考虑到部件2的形状,第一粉末层c1包括两个壳部区域220,而最终层cn仅包括一个壳部区域220。
[0056]
在中间层cx中,存在两个芯部区域210,每个芯部区域210被壳部区域220包围,而在层cy中,仅可见被一个壳部区域220包围的一个芯部区域210。壳部区域220一起限定了部件2的壳部22。类似地,芯部区域210一起限定了部件2的芯部21。
[0057]
如以下所描述的,激光束的移动参数是不同的,取决于它是用来熔化部件2的芯部21还是壳部22。
[0058]
参考图7,可以看出,在层cx上借助于激光器12的光束120进行扫描来实现该金属粉末层cx的区域的熔化,以形成平行的焊道。在示出芯部21区域的该图中,焊道标记为211。
[0059]
移动激光器12,使得其光束120遵循相互平行的位移矢量121,这些矢量由间距e而彼此间隔开。
[0060]
优选地,激光器12沿着往复运动的轨迹并且从待处理的层的一侧至另一侧移动,例如在这种情况下,从图中的左至右移动。
[0061]
根据本发明,在壳部区域和芯部区域中这些焊道的形成以不同的方式实现。
[0062]
根据本发明,芯部21的每个区域210的熔化通过借助于激光束120沿着位移矢量121的扫描而实现,从而形成相互平行且具有相同宽度l(宽度l平行于光束的两个位移矢量之间的间距e并且垂直于矢量121)的纵向焊道211。
[0063]
此外,如图7所示,进行这种熔化以使得形成的焊道211并置(在这种情况下,间距e等于宽度l)并且焊道接触,或者如图8所示,使得焊道211在小于焊道211宽度l的x%的距离
l1上部分重叠(在这种情况下,间距e小于宽度l),或者如图9所示,使得焊道211以小于焊道211宽度l的x%的距离l2彼此间隔开(在这种情况下,间距e大于宽度l)。x大于0且小于100。优选地,x等于30。
[0064]
更优选地,两个相邻的芯部焊道211在小于这些焊道211宽度l的20%,或者甚至小于10%的距离l1上重叠。
[0065]
更优选地,两个相邻的芯部焊道211以小于这些焊道211宽度l的20%,或者甚至小于10%的距离l2彼此间隔开。
[0066]
根据本发明,每个壳部区域220的熔化通过用激光束120沿着位移矢量121的扫描而实现,从而形成彼此相互平行且具有相同宽度l(宽度l平行于间距e并且垂直于矢量121)的纵向焊道221。此外,壳部焊道221的宽度与芯部焊道211的宽度相同。
[0067]
此外,如图10所示,进行这种熔化使得焊道211在大于焊道221宽度l的x%的距离l3上重叠(在这种情况下,间距e小于宽度l)。优选地,x大于0且小于100。
[0068]
更优选地,两个相邻的壳部焊道221在大于焊道221宽度l的30%且小于或等于60%的距离l3上重叠,或更优选地在大于或等于宽度l的40%且小于或等于50%的距离l3上重叠。
[0069]
因此,通过在壳部区域和芯部区域之间使用不同的重叠参数,并且特别是在壳部区域中使用比在芯部区域中更大的重叠,以这种方式制得的部件2内的应力得以减小,同时确保了壳部和芯部两者的足够密度并获得具有良好机械强度性能的部件。
[0070]
以这种方式,获得了密度大于99%的壳部22和密度在95%至99%之间的芯部。
[0071]
确定以此方式获得的壳部或芯部的密度的方法可以如下。该方法包括在垂直于焊道的平面中将壳部或芯部切割成不同的部段,例如约十个部段。接下来,例如通过使用研磨盘来抛光由切割形成的部段的每个面。该抛光步骤使得可以减小面的表面粗糙度,从而能够使通向该面的多孔部分更加可见。然后对该面进行照相,并使用图像处理软件对该照片进行处理。该软件使得可以获得处理后的照片,该照片显示出与多孔部分相对应的暗区和与无孔部分(即抛光部分)相对应的亮区。因此,亮区的面积与面的总面积之比使得可以确定该部段的面的密度。通过对不同部段重复进行抛光、照相和图像处理的这些操作并对所获得的结果取平均值,由此可以确定所获得的部件的整体密度。
[0072]
取决于部件2的形状,可以具有多个宽度大于2mm且不相继的整体式芯部区域210,例如参见图6中的层cx。
[0073]
优选地,在同一层中,芯部区域210和壳部区域220在0.01mm至0.40mm之间(优选等于0.10mm)的宽度上彼此覆盖(重叠),以确保两个区域之间的良好结合。在这种情况下,壳部/芯部覆盖的区域将通过矢量沿壳部和芯部覆盖的上述两种方式熔化两次。
[0074]
在根据本发明的方法中可以起作用的另一个熔化参数涉及激光束120的位移矢量121的取向。
[0075]
因此,如图11所示,在不同的芯部区域210或壳部区域220保持上述重叠参数或间隔参数的同时,可以在给定的层cx中且在芯部区域内(或在壳部区域内)限定至少两个区域,在这两个区域中相对于三角坐标系以两个不同的取向角进行激光束120的扫描。
[0076]
优选地,如图11所示,不同的区域为棋盘的形式,其具有至少两行和至少两列的几个方形区域。
[0077]
奇数行带有附图标记3i,偶数行带有附图标记3p,奇数列带有附图标记4i,偶数列带有附图标记4p。
[0078]
这些区域例如也可以是六边形的。
[0079]
在图11所示的示例中,在芯部区域210中,在位于奇数列4i和奇数行3i的相交处的区域(3i-4i)(以下称为“第一区域”)中激光束120的位移矢量121以第一取向角α1定向,在位于偶数列4p和奇数行3i的相交处的区域(3i-4p)(以下称为“第二区域”)中激光束120的位移矢量121以第二取向角α2定向,在位于奇数列4i和偶数行3p的相交处的区域(3p-4i)(以下称为“第三区域”)中激光束120的位移矢量121以第三取向角α3定向,在位于偶数列4p和偶数行3p的相交处的区域(3p-4p)(以下称为“第四区域”)中激光束120的位移矢量121以第四取向角α4定向。棋盘上也可以有多于四个的不同的取向角。
[0080]
在具有第一取向角β1、第二取向角β2、第三取向角β3和第四取向角β4的壳部区域220中也是如此。
[0081]
仍然在该同一示例中,在芯部区域210中,α1以45
°
定向、α2以315
°
定向、α3以225
°
定向、α4以135
°
定向。这些取向角可以是不同的。例如对于α1(45
°
)和α3(225
°
)显而易见的是,从三角坐标系的角度来看,角取向是相同的,但是激光束的取向角是相反的。在图11的示例中,角度β1、β2、β3和β4分别等于45
°
、270
°
、135
°
和0
°
。
[0082]
优选地,一个层cx的芯部区域210的第一区域3i-4i的取向角α1(参见图11)与位于层cx上方的层cx+1的芯部区域210的第一区域3i-4i的取向角α
’
1(参见图12)呈现角度变化(称为“芯部角度变化”)。对于两个相继层的不同角度,情况都是如此。在图12的示例中,角度α
’
1、α
’
2、α
’
3和α
’
4分别等于10
°
、280
°
、190
°
和100
°
。因此,在α1和α
’
1之间、α2和α
’
2之间、α3和α
’
3之间、α4和α
’
4之间分别存在35度的角度变化。
[0083]
类似地,优选地,一个层cx的壳部区域220的第一区域3i-4i的取向角β1(参见图11)与位于层cx上方的层cx+1的壳部区域220的第一区域3i-4i的取向角β
’
1(参见图12)呈现角度变化(称为“壳部角度变化”)。对于两个相继层的不同角度,情况都是如此。在图12的示例中,角度β
’
1、β
’
2、β
’
3和β
’
4分别等于225
°
、90
°
、315
°
和180
°
。因此,在β1和β
’
1之间、β2和β
’
2之间、β3和β
’
3之间、β4和β
’
4之间分别存在180度的角度变化。
[0084]
芯部角度变化可以与壳部角度变化相同,但优选是不同的。
[0085]
此外,如图4所示,在两个相继层(例如层cn-1和cn-2)的区域之间也可能存在1/q步长p的偏移,例如,在该图中,在方向x和/或方向y上存在半个步长(q=2)的偏移。
[0086]
因此,在所示的示例中,芯部区域210的层cn-2的区域3i-4i、3i-4p、3p-4i、3p-4p相对于紧邻其上方的层cn-1的区域3i-4i、3i-4p、3p-4i、3p-4p在横向(方向x)和纵向(方向y)上以半个步长p偏移。壳部区域220中的情况也可以如此。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips