
 商标分类
商标分类  商标转让
商标转让 
一种高延伸率锂离子电池用铝箔及生产方法与流程
 2021-01-30 05:01:27|
2021-01-30 05:01:27| 371|
371| 起点商标网
起点商标网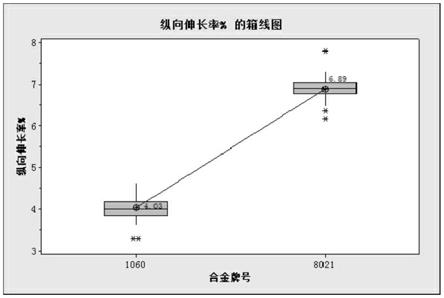
[0001]
本发明属于锂离子电池技术领域,特别涉及一种锂离子电池正极集流体用8021合金铝箔及生产方法。
背景技术:
[0002]
锂离子电池具有比能量大,循环稳定性高、自放电率小、无记忆效应和清洁无污染等突出优势,是目前综合性能最好的二次电池体系;小型锂离子电池在便携式电子产品领域已经完全替代镍镉、镍氢电池,而大容量的锂离子动力电池在航天航空、交通运输和其他间断性清洁能源的储能领域也有着取代铅酸电池的强劲势头。锂离子电池用铝箔作为正极集流体,随着锂离子电池市场的不断扩大,成为一个新兴的消费市场,市场需求潜力大。同时随着行业的发展以及电池产品精度的不断提高,电池箔的厚度在不断地减薄。目前市场上的锂离子电池用铝箔多采用1系、3系合金,虽然抗拉强度表现良好,但延伸率低,在电池生产涂布和辊压工序中易出现断带问题,满足不了锂电池不断减薄、提高能量密度过程中对铝箔的高延伸率要求。
技术实现要素:
[0003]
本发明的目的在于提供一种高延伸率锂离子电池用铝箔,并提供其生产方法,生产出的铝箔表面质量好、板形平整,同时铝箔成品相对市场一般铝箔来说具备更为明显的高延伸率,能为生产高能量密度锂离子动力电池提供优质的原材料。
[0004]
为达成上述目的,本发明的解决方案为:一种高延伸率锂离子电池用铝箔,所述锂离子电池用铝箔由以下重量百分比的组分组成:0.07~0.1%的si;1.45~1.55%的fe;0.003~0.01%的cu;0.025~0.035%的mn;≤0.003%的mg;≤0.03%的zn;0.02~0.025%的ti;余量为al和不可避免的杂质;杂质的单种重量含量不大于0.03%。
[0005]
优选地,所述锂离子电池用铝箔由以下重量百分比的组分组成:si:0.078%;fe:1.528%;cu:0.0067%;mn:0.0256%;mg:0.0008%;zn:0.016%;ti:0.0208%;al:98.28%;其他杂质的单种重量含量不大于0.03%。
[0006]
优选地,所述锂离子电池用铝箔由以下重量百分比的组分组成:si:0.086%;fe:1.505%;cu:0.0055%;mn:0.0284%;mg:0.0008%;zn:0.019%;ti:0.0234%;al:98.28%;其他杂质的单种重量含量不大于0.03%。
[0007]
优选地,所述锂离子电池用铝箔由以下重量百分比的组分组成:si:0.077%;fe:1.491%;cu:0.0051%;mn:0.0293%;mg:0.0007%;zn:0.024%;ti:0.0211%;al:98.27%;其他杂质的单种重量含量不大于0.03%。
[0008]
上述所述的一种高延伸率锂离子电池用铝箔的生产方法,包括以下步骤:
[0009]
(1)熔炼、铸造:将所述的组分及其质量百分比的原铝锭和中间合金在熔炼炉中加热熔炼成熔体,然后铸造生产出板锭;
[0010]
(2)锯切、铣面:将所述铸造生产的板锭进行锯切、铣面;
[0011]
(3)退火:将所述铣面后的板锭在加热炉里进行均匀化退火处理,焖炉时间控制在6小时以内,加热后出炉温度按照470~530℃控制;
[0012]
(4)热轧:将所述均匀化加热后的板锭热轧成厚度2.5~4.0mm的带材,热轧成品凸面率控制在0.2~0.6%;
[0013]
(5)冷粗轧:将所述厚度为2.5~4.0mm铝带材在冷粗轧机按2.5~4.0mm
→
1.0~1.5mm
→
0.4~0.6mm压下量轧制两个道次到0.4~0.6mm厚度,冷轧辊粗糙度0.3~0.6μm;
[0014]
(5)冷精轧:所述0.4~0.6mm厚度铝带材冷轧不退火,在冷精轧机继续按0.4~0.6mm
→
0.22~0.30mm压下量轧制一个道次到坯料厚度,轧辊粗糙度0.3~0.6μm;
[0015]
(6)坯料切边:将(5)所述得到的铝带材坯料安排切边生产,然后进行检验;
[0016]
(7)箔轧:将(6)所述铝带材坯料在铝箔轧机轧制4~5个道次到8μm~20μm厚度;
[0017]
(8)成品切边、包装入库:将(7)所述得到的铝箔成品安排切边生产,经检验合格后,包装入库。
[0018]
优选地,所述步骤(3)的退火温度为530℃~600℃,保温时间为3~5小时。
[0019]
采用上述方案后,相较于行业技术,本发明的有益效果在于:
[0020]
本发明通过优化铸锭化学成分、热轧和冷轧生产工艺,改善铝箔材料的力学性能,生产制备出的锂离子电池用8021合金铝箔产品具有高延伸率的优点,为锂电池不断减薄、生产高能量密度的动力电池基体提供优质的原材料。
附图说明
[0021]
图1是本发明的高延伸率锂离子电池用铝箔延伸率比较普通铝箔(1060合金)的示意图。
具体实施方式
[0022]
本发明提供一种高延伸率锂离子电池用铝箔,由以下重量百分比的组分组成:0.07~0.1%的si;1.45~1.55%的fe;0.003~0.01%的cu;0.025~0.035%的mn;≤0.003%的mg;≤0.03%的zn;0.02~0.025%的ti;余量为al和不可避免的杂质;杂质的单种重量含量不大于0.03%。
[0023]
以下结合附图及具体实施例对本发明做详细的说明。
[0024]
实施例一
[0025]
按表一指定的重量百分比的组分组成得到适合于锂离子电池正极集流体铝箔用熔液:si:0.078%;fe:1.528%;cu:0.0067%;mn:0.0256%;mg:0.0008%;zn:0.016%;ti:0.0208%;al:98.28%;其他杂质的单种重量含量不大于0.03%,并生产出15μm厚的铝箔成品。测试所得铝箔的延伸率具体测试结果见表一。
[0026]
实施例二
[0027]
按表一指定的重量百分比的组分组成得到适合于锂离子电池正极集流体铝箔用熔液:si:0.086%;fe:1.505%;cu:0.0055%;mn:0.0284%;mg:0.0008%;zn:0.019%;ti:0.0234%;al:98.28%;其他杂质的单种重量含量不大于0.03%,并生产出15μm厚的铝箔成品。测试所得铝箔的延伸率具体测试结果见表一。
[0028]
实施例三
[0029]
按表一指定的重量百分比的组分组成得到适合于锂离子电池正极集流体铝箔用熔液:si:0.077%;fe:1.491%;cu:0.0051%;mn:0.0293%;mg:0.0007%;zn:0.024%;ti:0.0211%;al:98.27%;其他杂质的单种重量含量不大于0.03%,并生产出15μm厚的铝箔成品。测试所得铝箔的延伸率具体测试结果见表一。
[0030]
表一
[0031] sifecumnmgzntial延伸率第一炉次0.0781.5280.00670.02560.00080.0160.020898.287.19%第二炉次0.0861.5050.00550.02840.00080.0190.023498.287.26%第三炉次0.0771.4910.00510.02930.00070.0240.021198.277.23%
[0032]
本发明锂离子电池用铝箔具有明显高延伸率优势:随着电池箔厚度不断减薄,低延伸率铝箔在电池生产涂布和辊压工序中容易出现断带问题,如图1所示,当前市场上15μm产品延伸率总体在3~4.5%水平,然而,本发明8021合金铝箔延伸率为6~8%,大约是同行水平的2倍。具有非常明显延伸率优势,可用于生产高能量密度的锂离子电池正极材料。
[0033]
上述所述的一种高延伸率锂离子电池用铝箔的生产方法,包括以下步骤:
[0034]
(1)熔炼、铸造:将所述的组分及其质量百分比的原铝锭和中间合金在熔炼炉中加热熔炼成熔体,然后铸造生产出板锭;
[0035]
(2)锯切、铣面:将所述铸造生产的板锭进行锯切、铣面;
[0036]
(3)退火:将所述铣面后的板锭在加热炉里进行均匀化退火处理,退火温度为530℃~600℃,保温时间为3~5小时,焖炉时间控制在6小时以内,加热后出炉温度按照470~530℃控制;
[0037]
(4)热轧:将所述均匀化加热后的板锭热轧成厚度2.5~4.0mm的带材,热轧成品凸面率控制在0.2~0.6%,该过程中若出现异常等待导致铝带材料温度较低时,必须将其改制成其他产品,不能作为高性能锂离子电池用铝箔继续生产;
[0038]
(5)冷粗轧:将所述厚度为2.5~4.0mm铝带材在冷粗轧机按2.5~4.0mm
→
1.0~1.5mm
→
0.4~0.6mm压下量轧制两个道次到0.4~0.6mm厚度,冷轧辊粗糙度0.3~0.6μm;
[0039]
(5)冷精轧:所述0.4~0.6mm厚度铝带材冷轧不退火,在冷精轧机继续按0.4~0.6mm
→
0.22~0.30mm压下量轧制一个道次到坯料厚度,轧辊粗糙度0.3~0.6μm;
[0040]
(6)坯料切边:将(5)所述得到的铝带材坯料安排切边生产,然后进行检验;
[0041]
(7)箔轧:将(6)所述铝带材坯料在铝箔轧机轧制4~5个道次到8μm~20μm厚度;
[0042]
(8)成品切边、包装入库:将(7)所述得到的铝箔成品安排切边生产,经检验合格后,包装入库。
[0043]
以上所述仅为本发明的较佳实施例,并非对本案设计的限制,凡依本案的设计关键所做的等同变化,均落入本案的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips