
 商标分类
商标分类  商标转让
商标转让 
一种炉后钢包出钢渣料均匀化方法与流程
 2021-01-30 05:01:25|
2021-01-30 05:01:25| 269|
269| 起点商标网
起点商标网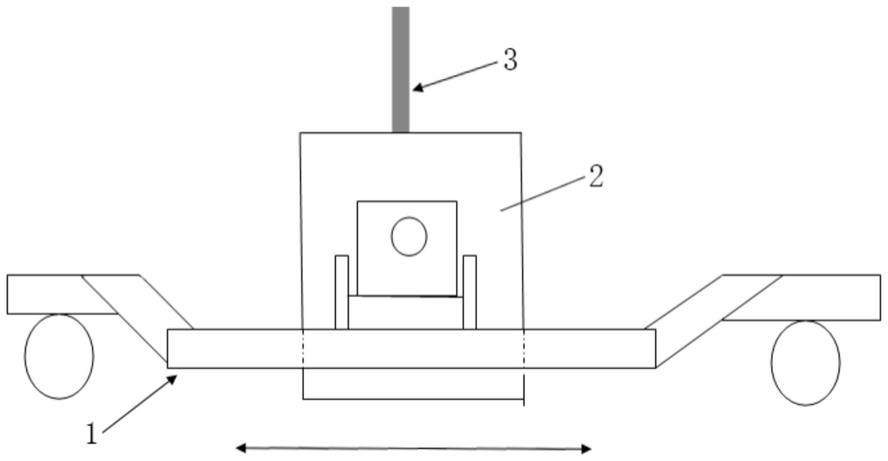
[0001]
本发明涉及炼钢领域,具体地涉及一种炉后钢包出钢渣料均匀化方法。
背景技术:
[0002]
目前,各钢厂炉后出钢过程只能通过钢包车沿炉坑轨道来回行走,再利用出钢钢流冲击,来保证出钢完毕加入的钢包内渣料完全熔化,钢包内渣料包括合金和脱氧剂等,实际生产过程中,出钢完毕后钢液表面时有渣料结坨现象,导致成分炉后成分不均匀,对后续生产造成影响。
技术实现要素:
[0003]
本发明的目的是提供一种炉后钢包出钢渣料均匀化方法,该炉后钢包出钢渣料均匀化方法可以使炉后钢包出钢渣料更加均匀化。
[0004]
为了实现上述目的,本发明提供了一种炉后钢包出钢渣料均匀化方法,该炉后钢包出钢渣料均匀化方法为:钢流位置固定并竖直朝向钢包内冲击,使用钢包车带动钢包沿所述钢包的径向方向往复行走,同时使用安装在所述钢包车上的驱动装置驱动所述钢包以竖直轴线为轴自转。
[0005]
优选地,所述钢包车位于初始位置时,钢流落入所述钢包的轴心位置;所述钢包车带动所述钢流顺次朝向所述钢包左侧、朝向所述钢包中心、朝向钢包右侧和朝向所述钢包中心的方向相对运动,使得所述钢流与钢包的冲击点成“8”字型路径;所述钢流自所述钢包的中心位置朝向左侧靠近的同时所述钢包顺时针转动β
°
,所述钢流自所述钢包的左侧位置朝向中心靠近的同时所述钢包顺时针转动β
°
;所述钢流自所述钢包的中心位置朝向右侧靠近的同时所述钢包逆时针转动β
°
,所述钢流自所述钢包的右侧位置朝向中心靠近的同时所述钢包逆时针转动β
°
。
[0006]
优选地,所述钢包车位于初始位置时,钢流落入所述钢包的轴心位置;所述钢包车带动所述钢流顺次朝向所述钢包左侧、朝向所述钢包中心、朝向钢包右侧和朝向所述钢包中心的方向相对运动,使得所述钢流与钢包的冲击点成“8”字型路径;所述钢流自所述钢包的中心位置朝向左侧靠近的同时所述钢包逆时针转动β
°
,所述钢流自所述钢包的左侧位置朝向中心靠近的同时所述钢包逆时针转动β
°
;所述钢流自所述钢包的中心位置朝向右侧靠近的同时所述钢包顺时针转动β
°
,所述钢流自所述钢包的右侧位置朝向中心靠近的同时所述钢包顺时针转动β
°
。
[0007]
优选地,在每个所述钢流的“8”字型路径冲击之前,通过所述驱动装置驱动所述钢包转动γ
°
,且360能够被γ整除。
[0008]
优选地,所述驱动装置包括:设置在所述钢包车上的驱动电机,套设在所述钢包外围的环形齿轮,所述驱动电机上套设有与所述环形齿轮相啮合的驱动齿轮。
[0009]
优选地,所述驱动电机电连接有plc控制系统。
[0010]
优选地,所述驱动电机与所述plc控制系统之间通过无线通讯信号连接。
[0011]
根据上述技术方案,本发明在以往钢包小车行走带动钢包行走的基础上,增加驱动装置驱动钢包以竖直轴线为轴自转,钢包表面相对于钢流一方面做直线运动,另一方面做曲线运动,进而克服了现有技术中钢流只能相对于钢包做直线运动的缺陷,通过克服该缺陷使得钢流与钢包内钢液冲击面更大,减小了渣料结坨现象,使得钢液更加均匀。
[0012]
本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
[0013]
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
[0014]
图1是本发明装置的一种实施方式的结构示意图;
[0015]
图2是钢流的第一种位置状态图;
[0016]
图3是钢流的第二种位置状态图;
[0017]
图4是钢流的第三种位置状态图;
[0018]
图5是钢流的第四种位置状态图;
[0019]
图6是钢流的第五种位置状态图。
[0020]
附图标记说明
[0021]
1钢包车
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2钢包
[0022]
3钢流
具体实施方式
[0023]
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
[0024]
在本发明中,在未作相反说明的情况下,“上、下、顶、底、远、近、侧”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
[0025]
结合图1-6所示的炉后钢包出钢渣料均匀化方法,该炉后钢包出钢渣料均匀化方法为:钢流3位置固定并竖直朝向钢包2内冲击,使用钢包车1带动钢包2沿所述钢包2的径向方向往复行走,同时使用安装在所述钢包车1上的驱动装置驱动所述钢包2以竖直轴线为轴自转。
[0026]
通过上述技术方案的实施,在以往钢包2小车行走带动钢包2行走的基础上,增加驱动装置驱动钢包2以竖直轴线为轴自转,钢包2表面相对于钢流3一方面做直线运动,另一方面做曲线运动,进而克服了现有技术中钢流3只能相对于钢包2做直线运动的缺陷,通过克服该缺陷使得钢流3与钢包2内钢液冲击面更大,减小了渣料结坨现象,使得钢液更加均匀。
[0027]
为了进一步优化钢流3与钢包2的冲击点所形成的路径,以获得更好的混匀效果,作为一种实施方式,优选地,所述钢包车1位于初始位置时,钢流3落入所述钢包2的轴心位置;所述钢包车1带动所述钢流3顺次朝向所述钢包2左侧、朝向所述钢包2中心、朝向钢包2右侧和朝向所述钢包2中心的方向相对运动,使得所述钢流3与钢包2的冲击点成“8”字型路径;所述钢流3自所述钢包2的中心位置朝向左侧靠近的同时所述钢包2顺时针转动β
°
,所述
钢流3自所述钢包2的左侧位置朝向中心靠近的同时所述钢包2顺时针转动β
°
;所述钢流3自所述钢包2的中心位置朝向右侧靠近的同时所述钢包2逆时针转动β
°
,所述钢流3自所述钢包2的右侧位置朝向中心靠近的同时所述钢包2逆时针转动β
°
。
[0028]
为了进一步优化钢流3与钢包2的冲击点所形成的路径,以获得更好的混匀效果,作为另一种实施方式,优选地,所述钢包车1位于初始位置时,钢流3落入所述钢包2的轴心位置;所述钢包车1带动所述钢流3顺次朝向所述钢包2左侧、朝向所述钢包2中心、朝向钢包2右侧和朝向所述钢包2中心的方向相对运动,使得所述钢流3与钢包2的冲击点成“8”字型路径;所述钢流3自所述钢包2的中心位置朝向左侧靠近的同时所述钢包2逆时针转动β
°
,所述钢流3自所述钢包2的左侧位置朝向中心靠近的同时所述钢包2逆时针转动β
°
;所述钢流3自所述钢包2的中心位置朝向右侧靠近的同时所述钢包2顺时针转动β
°
,所述钢流3自所述钢包2的右侧位置朝向中心靠近的同时所述钢包2顺时针转动β
°
。参见图2-图6所示,图2为钢流3相对于钢包2的初始位置,钢流3落入钢包2的轴心位置;图3为钢包2逆时针转动90
°
之后,同时钢流3落入钢包2左侧位置,形成了冲击点的第一段曲线路径;图4为钢包2逆时针转动90
°
之后,同时钢流3落入钢包2中心位置,形成了冲击点的第二段曲线路径;图5钢包2顺时针转动90
°
之后,同时钢流3落入钢包2右侧位置,形成了冲击点的第三段曲线路径;图6钢包2顺时针转动90
°
之后,同时钢流3落入钢包2中心位置,形成了冲击点的第四段曲线路径;至此一个冲击周期完成,所形成的冲击路径为“8”字型路径,可以大大提高混匀效果。其中,a、b、c、d为钢包上的指定位置,作为转动位置参考使用。
[0029]
进一步的,为了能够在更多的位置形成以钢包2的中心为中心点的“8”字型冲击路径,获得更好的混匀效果,优选地,在每个所述钢流3的“8”字型路径冲击之前,通过所述驱动装置驱动所述钢包2转动γ
°
,且360能够被γ整除。如γ
°
为30
°
,每个冲击周期完成后,驱动装置驱动钢包2转动30
°
,当转动180
°
之后,完成了6个相互交叉的“8”字型冲击路径,获得了更好的混匀效果,同时,此时的钢包2位置不影响钢包2的吊运。
[0030]
为了进一步提供一种驱动装置,优选地,所述驱动装置包括:设置在所述钢包车1上的驱动电机,套设在所述钢包2外围的环形齿轮,所述驱动电机上套设有与所述环形齿轮相啮合的驱动齿轮。
[0031]
当然,为了便于操控,优选地,所述驱动电机电连接有plc控制系统。
[0032]
为了进一步便于操控,优选地,所述驱动电机与所述plc控制系统之间通过无线通讯信号连接。
[0033]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0034]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0035]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips