
 商标分类
商标分类  商标转让
商标转让 
用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法与流程
 2021-01-30 04:01:44|
2021-01-30 04:01:44| 316|
316| 起点商标网
起点商标网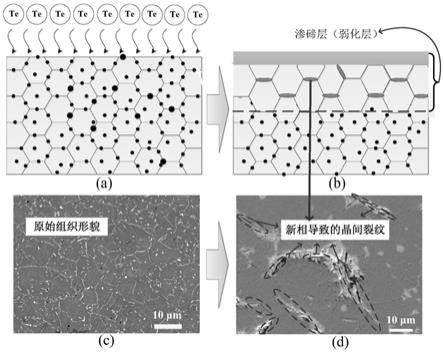
[0001]
本发明属于镍、铬合金高效切削加工领域,涉及用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法。
背景技术:
[0002]
公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
[0003]
高温合金由于在高温下具有高强度、高韧性和良好的抗疲劳、抗氧化腐蚀性、优异的蠕变与疲劳抗力、良好的组织稳定性和使用的可靠性等优点而广泛应用于制造航空发动机、燃气轮机等热端关键部件,如航空发动机的涡轮盘、整体叶盘等。因此,高温合金已成为衡量一个国家材料发展水平的重要标志之一,该材料被誉为人类走向太空的战略性高温金属材料。
[0004]
高温合金突出的高温力学性能导致其切削加工性较差。虽然新型刀具材料和结构以及新型切削工艺不断出现和发展,使得高温合金的切削得到了部分改善,但是随之带来的是工艺设计和制造成本的提高,并且高温合金的切屑形态控制始终未得到有效解决。
[0005]
改善高温合金材料切削加工性的手段,除了改进刀具材料、刀具结构或切削工艺等被动控制方法之外,可以通过改变被加工材料自身的化学成分、相组分、晶体结构、晶间夹杂或孔隙等因素,从而改变被加工材料的物理力学性能,进而改善高温合金材料的切削加工性,实现其高效率、高质量和高精度切削的主动控制。
[0006]
王兵关于《一种用于合金高效切削的表层合金化弱化处理辅助加工方法》利用辉光离子渗金属技术改变了材料表层结构,包括晶粒尺寸、晶格位向、晶间夹杂和相变等。渗合金元素之后,降低了工件表鞥材料强度和塑性性能。研究了未处理和渗金属处理之后切削力的变化以及切削后表面粗糙度的变化。
技术实现要素:
[0007]
发明人经过研究发现,对于包括塑性材料(镍基合金和钛合金)和脆性材料(陶瓷、半导体、单晶体)等难加工材料的切削,需要采用离子渗技术向合金表层中渗入其他元素(例如硫元素等)改变材料表层结构,而离子渗技术对于设备要求较高、设备投资成本较大、效率低。
[0008]
为了解决现有技术的不足,本发明的目的是提供用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法,不仅能够采用加热保温的技术手段实现渗合金元素在含镍、铬合金表层的渗入,而且能显著提高含镍、铬合金的加工效率和加工质量,实现切屑形态的有效控制,大幅度降低加工能耗和刀具磨损。
[0009]
为了实现上述目的,本发明的技术方案为:
[0010]
一方面,一种用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法,在含镍、铬
合金表面均匀涂覆固态碲元素粉末,再加热至700℃~1200℃保温,使碲元素渗入至含镍、铬合金表层,然后对加热处理后的含镍、铬合金进行切削加工。
[0011]
本发明采用渗合金元素碲处理时,仅需要进行普通的加热处理即可实现碲元素的渗入,对于设备要求较低。同时,在含镍、铬合金表层渗入碲元素后,能够使晶粒增大、晶间裂纹产生、原始物相转变为新的晶间相,从而降低合金表层材料强度和硬度,实现了合金表层性能弱化,从而提高高温合金材料的加工效率。
[0012]
研究表明:若渗合金温度低于700℃,短时间的加热保温处理无法有效的实现对工件表层的弱化,工件表层微观组织无明显变化,切削能耗仍较高,若渗合金温度在700℃~1200℃之间,可以观察到表层明显的微观组织变化。因此,本发明选择渗合金元素渗入温度在700℃~1200℃之间,以有效降低切削耗能、提高表面加工质量。
[0013]
另一方面,一种上述用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法在加工合金工件中的应用,所述合金工件的材料为含镍、铬的合金材料。
[0014]
第三方面,一种工件,由上述用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法获得。
[0015]
第四方面,一种上述用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法在调节加工合金工件表面粗糙度中的应用。
[0016]
本发明的有益效果为:
[0017]
1.本发明提供的加工方法,选择碲作为渗合金元素,仅通过热处理的方式就能够将渗合金元素碲渗入至含镍、铬合金表层,处理方法简单。
[0018]
2.本发明在特定温度下将碲渗入至含镍、铬合金表层,并使表层结构内晶粒增大、晶间裂纹产生、原始物相转变为新的晶间相(原有的晶间析出相(δ相)和te元素发生反应,生成新的晶间相),降低了工件表层材料强度和硬度,实现了工件表层材料的性能弱化,进而达到提高工件材料切削加工性和表面加工质量、降低切削能耗并减缓刀具磨损等目的。这种方法可以根据调控加热温度和时间来定量控制表面弱化层的厚度,从本质上改善工件材料切削加工性差的难题。
附图说明
[0019]
构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
[0020]
图1为本发明实施例1以镍基合金inconel 718为工件材料进行渗碲表层弱化机理示意图,(a)工件材料原始组织结构示意图,(b)工件材料表层渗元素碲后结构示意图,(c)材料原始显微组织图,(d)新的晶间相及晶间裂纹图;
[0021]
图2为本发明实施例1以镍基合金inconel 718为工件材料渗碲后表层变化图;
[0022]
图3为本发明实施例2以镍基合金inconel 718为工件材料进行渗碲前后的表层微观组织结构变化图,(a)工件材料原始显微组织结构,(b)渗碲后显微组织结构。结果是在加热速率50℃/min,900℃下保温时间4小时的条件下获得的;
[0023]
图4为本发明实施例2以镍基合金inconel 718为工件材料表层渗碲后每20微米间隔处纳米硬度变化图,(a)为截面图,(b)为表层到基体内部的硬度柱状图;
[0024]
图5为本发明实施例2以镍基合金inconel 718为工件材料表层渗碲后进行微米划
痕试验的结果图,(a)为截面图,(b)为(a)方框处的放大图,(c)为横向应力曲线,(d)为(b)方框处的放大图。
具体实施方式
[0025]
应该指出,以下详细说明都是示例性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
[0026]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0027]
鉴于现有镍、铬合金切削需要采用离子渗技术向合金表层中渗入其他元素(例如硫元素等)改变材料表层结构,本发明提出了用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法。
[0028]
本发明的一种典型实施方式,提供了一种用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法,在含镍、铬合金表面涂覆固态碲元素粉末,再加热至700~1200℃保温,使碲元素渗入至含镍、铬合金表层,然后对加热处理后的含镍、铬合金进行切削加工。
[0029]
本发明采用渗合金元素碲处理时,仅需要进行普通的加热处理即可实现碲元素的渗入,对于设备要求较低。同时,在含镍、铬合金表层渗入碲元素后,能够使晶粒增大、晶间裂纹产生、原始物相转变为新的晶间相,从而降低合金表层材料强度和硬度,实现了合金表层性能弱化,从而提高高温合金材料的加工效率。
[0030]
研究表明:若渗合金温度低于700℃,无法有效的实现对工件表层的弱化,工件表层微观组织无明显变化,切削能耗仍较高,若渗合金温度在700℃~1200℃之间,可以观察到表层明显的微观组织变化。因此,本发明选择渗合金元素渗入温度在700℃~1200℃之间,以有效降低切削耗能、提高表面加工质量。
[0031]
该实施方式的一些实施例中,所述含镍、铬合金包括铁基高温合金、钴基高温合金、镍基高温合金等。
[0032]
在一种或多种实施例中,所述镍基高温合金为镍基高温合金inconel 718。
[0033]
该实施方式的一些实施例中,对表面涂覆固态碲元素粉末的含镍、铬合金进行加热保温的设备为加热炉。
[0034]
该实施方式的一些实施例中,切削加工时采用的切削深度小于或等于渗合金层厚度。本发明中渗合金层厚度为碲元素渗入至含镍、铬合金表层的厚度。
[0035]
该实施方式的一些实施例中,切削加工的总切除厚度与渗合金层厚度相等。
[0036]
该实施方式的一些实施例中,渗合金处理中,渗入深度利用元素扩散动力学理论,以及第一性原理计算仿真软件vasp或wien2k进行确定。
[0037]
该实施方式的一些实施例中,加热的速率为45~55℃/min。
[0038]
该实施方式的一些实施例中,工件材料为镍基高温合金等高温合金材料。首先,已依据第一性原理计算和试验结果验证,确定了固体渗合金工艺中所用合金元素为碲。其次,将样品置于渗合金处理设备中进行表层渗合金元素处理,根据加工要求(切削深度等),施
以一定的固体渗合金处理时间和处理温度。通过渗合金元素碲弱化处理,样品表层的晶体结构(包括表层晶粒尺寸、晶间裂纹以及相变等)发生变化,使表层材料晶粒增大、晶间裂纹产生、原始物相转变为新的晶间弱化相,实现工件材料切削性能的定向调控,弱化工件被去除层材料的力学性能,有效提高工件材料的切削加工性和表面加工质量、降低切削能耗并有助于减缓刀具磨损;同时,工件材料性能转变易于实现碎断切屑形成,保证切削过程的自动化运行。
[0039]
其步骤为:
[0040]
(1)根据加工参数(切削深度等)要求,确定工件材料表层的弱化处理层厚度及所需渗合金元素的处理时间和处理温度;
[0041]
(2)利用渗合金设备处理被加工材料表面,优化渗合金工艺参数获得设定渗合金层厚度和合金元素渗入量;
[0042]
(3)对工件材料渗合金层进行切削加工;
[0043]
(4)测试加工表面质量,观察切屑形态等。
[0044]
所述的用于高温合金材料高效切削的表层渗合金元素碲弱化处理辅助加工技术,其中的步骤(1)中,确定弱化层厚度、加热时间和加热温度需利用第一性原理和元素扩散动力学理论,以及第一性原理计算仿真软件vasp或wien2k(或其他具有类似仿真功能的软件)。
[0045]
所述的用于高温合金材料高效切削的表层渗合金元素碲弱化处理辅助加工技术,其中的步骤(2)中,渗合金设备为真空加热炉或其他加热设备。
[0046]
所述的步骤(3)中,切削加工时采用的切削深度小于或等于工件材料渗合金层厚度,材料表层总切除量与弱化处理层厚度相等。
[0047]
本发明的另一种实施方式,提供了一种上述用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法在加工合金工件中的应用,所述合金工件的材料为含镍、铬的合金材料。
[0048]
本发明的第三种实施方式,提供了一种工件,由上述用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法获得。
[0049]
本发明的第四种实施方式,提供了一种上述用于镍、铬合金切削的表层渗碲弱化处理辅助加工方法在调节加工合金工件表面粗糙度中的应用。
[0050]
为了使得本领域技术人员能够更加清楚地了解本发明的技术方案,以下将结合具体的实施例详细说明本发明的技术方案。
[0051]
实施例1
[0052]
本实施例采用的高温合金材料为镍基高温合金inconel 718。
[0053]
(1)以切削深度为25μm为加工要求,渗合金层厚度控制为25μm,利用第一性原理计算仿真软件vasp进行模拟,模拟结果为:选用碲元素固体粉末作为弱化工件材料表层的合金元素。向高温合金材料均匀涂覆碲元素固体粉末,加热温度为850℃,升温速率为50℃/min,保温时间为4小时,实现25μm厚的弱化层。
[0054]
本实施例渗碲表层弱化机理如图1所示,图1表明碲元素和ni等元素形成新的晶相,该晶相引起晶间裂纹的产生。
[0055]
本实施例样件表层渗入碲元素之后的截面如图2所示,其中,a是加热冷却过程中的氧化物,b主要是由碲和镍构成的化合物层,c是主要由碲和铬组成的化合物层,b和c是表
层的碲(熔点为449.51℃,加热温度为700℃以上,所以碲产生了融化,在融化过程中吸收了样件本身的一些镍和铬形成的两层化合物,这两层化合物附着在基体表面,极易剥落)e是样件基体表层渗入碲之后的形貌,f是基体。从图2可以看到,e和f组织形貌有着明显的区别,e中白色的就是碲沿晶界渗入,和基体原有的析出相δ反应生成了新的晶间相。这些晶间相导致晶界被撑开(见图1d),被撑开就导致了材料性能的弱化。同时对新的晶间相做了纳米压痕测试,其硬度为3.5gpa,而基体硬度平均为7.3gpa,也就是说新的晶间相除了撑开晶界之外,其本身也是一种弱化相,这就意味着这种热处理方式之后对材料性能的弱化是叠加的(一是撑开晶界,二是本身就是弱化相)。b、c、d、e、f各区的具体元素成分见表1。
[0056]
表1 b、c、d、e、f各区的具体元素成分
[0057][0058]
实施例2
[0059]
该实施例与实施例1相同,不同在于:加热温度为900℃,升温速率为50℃/min,保温时间为4小时,弱化层厚度为30μm。
[0060]
渗碲前后的表层微观组织结构变化,如图3所示,可以看到晶粒尺寸明显增大,增大了近三倍,一般来说,晶粒尺寸增大就意味着力学性能的下降。
[0061]
对渗碲后的工件材料由表层到基体内部进行纳米压痕测试,如图4所示,结果表明,由表层到基体内部,硬度逐渐增大,这就可以说明材料的力学性能被弱化了。
[0062]
对渗碲后的工件材料进行微米划痕试验,划痕由基体向表层划过,试验条件为恒定载荷100毫牛,划痕速度为5微米每秒,所得结果如图5所示,两条虚线之间为弱化区,也就是碲渗入基体的厚度,一是从形貌上可以看出来,在进入弱化区后,划痕宽度和深度明显增加,其次在图5b中,可以看出,在进入弱化区后(两条虚线之间的距离),横向应力出现了大幅度的下降。
[0063]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 切削速度

 热门咨询
热门咨询




tips