
 商标分类
商标分类  商标转让
商标转让 
中间包快换连接件、其使用方法及停浇换包开浇工艺与流程
 2021-01-30 04:01:20|
2021-01-30 04:01:20| 282|
282| 起点商标网
起点商标网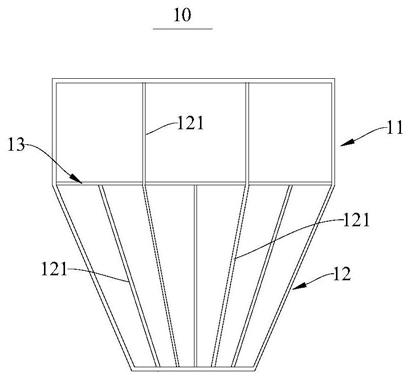
[0001]
本申请涉及连铸生产工艺领域,具体而言,涉及一种中间包快换连接件、其使用方法及停浇换包开浇工艺。
背景技术:
[0002]
中间包快换是指连铸浇注过程中,中间包工作时间达到技术规程规定要求,或因其他浇钢条件变化时,短时间内中断中间包浇注,快速更换新的中间包,然后继续浇铸。
[0003]
在进行中间包快换的过程中,会使用中间包快换连接件来达到新旧钢水的衔接,现有技术中通常采用吊挂的方式将中间包快换连接件吊至目标位置使连接件插入结晶器的钢水中,但是这种方式容易产生较大误差,使得连接件插入结晶器的钢水的深度不够。
技术实现要素:
[0004]
本申请实施例的目的在于提供一种中间包快换连接件、其使用方法及停浇换包开浇工艺,能够使得中间包快换连接件插入结晶器内足够的深度,保证新钢水能够充分凝固,提高快换成功率。
[0005]
本申请实施例是这样实现的:
[0006]
第一方面,本申请实施例提供了一种中间包快换连接件,中间包快换连接件为框体结构,框体结构的材料为钢制冷料,其包括连接的框体上部和框体下部,框体上部和框体下部通过中间箍连接;
[0007]
中间箍的至少相对两侧具有沿横向方向向外延伸的支撑部,支撑部用于支撑于结晶器中的坯壳。
[0008]
在上述实现过程中,中间包快换连接件由钢制冷料制成,从而能冷却钢水。中间箍的至少相对两侧具有沿横向方向向外延伸的支撑部,则支撑部能够稳定地支撑于结晶器的坯壳上,使得中间包快换连接件的框体下部能够准确地插入结晶器内部一定深度,使得中间包快换连接件与结晶器内钢水液芯更充分凝合,防止在拉矫机启动后因中间包快换连接件插入结晶器内深度不够与旧钢水拉脱,也能避免中间包快换连接件直接吊挂连接与钢水接触位置靠上导致中间包快换连接件插入深度不够而造成的冷却效果不佳的问题。
[0009]
在一种可能的实施方案中,框体上部为方形,框体下部为方锥形,且中间箍的面积大于框体下部的底部的面积。
[0010]
在上述实现过程中,在进行方坯连铸时,框体下部为方锥形,方便插入结晶器内钢水液芯;框体上部为方形,能够使得浇注至结晶器内的新钢水在中间包快换连接件的边角位置凝固时间相差不大,能够形成安全坯壳。
[0011]
在一种可能的实施方案中,中间箍包括连接的第一连接段、第二连接段、第三连接段和第四连接段,第一连接段与第三连接段相对设置,第二连接段与第四连接段相对设置,支撑部的一端分别与第一连接段和第三连接段连接,支撑部的另一端向中间箍的外部延伸。
[0012]
在上述实现过程中,通过分别与第一连接段和第三连接段连接的支撑部支撑在坯壳上,从而能够实现中间包快换连接件稳定地支撑在坯壳上。
[0013]
在一种可能的实施方案中,第一连接段连接有至少两个支撑部,第三连接段连接至少两个支撑部。
[0014]
在上述实现过程中,通过与第一连接段连接的至少两个支撑部以及与第三连接段连接的至少两个支撑部的作用,使得中间包快换连接件更加稳定地支撑在坯壳上。
[0015]
在一种可能的实施方案中,与第一连接段连接的支撑部为第一支撑杆,与第三连接段连接的支撑部为第二支撑杆,第一支撑杆与第二支撑杆对应排布。
[0016]
在上述实现过程中,第一支撑杆和第二支撑杆对应排布使得中间包快换连接件较稳定地支撑在坯壳上。
[0017]
在一种可能的实施方案中,对应设置的第一支撑杆与第二支撑杆通过衔接段连接,衔接段设置于中间箍内侧。
[0018]
在上述实现过程中,通过衔接段将第一支撑杆和第二支撑杆连接起来,衔接段可以承担中间包快换连接件的重量,使得支撑更加稳定。
[0019]
在一种可能的实施方案中,与第一连接段连接的支撑部为第一支撑杆,与第三连接段连接的支撑部为第二支撑杆,第一支撑杆与第二支撑杆错开排布。
[0020]
在上述实现过程中,第一支撑杆和第二支撑杆错开排布使得支撑点较分散,从而使得支撑更加稳定。
[0021]
在一种可能的实施方案中,中间包快换连接件的高度为380~440mm,框体上部的高度h1,框体下部的高度为h2,h1:h2=0.45~0.55:1。
[0022]
在上述实现过程中,由于h1:h2=0.45~0.55:1,能够保证结晶器内钢水液芯和新钢水均具有较好的冷却效果,中间包快换连接件与钢水充分凝合。
[0023]
在一种可能的实施方案中,框体下部的立柱根数大于框体上部的立柱根数。
[0024]
在上述实现过程中,框体下部的立柱根数较多,能够提供比框体上部更大的冷却量,以促进结晶器内旧钢水液芯凝固,缩短等待钢水凝固时间,降低换包工艺时间。
[0025]
在一种可能的实施方案中,框体下部的底部为板状。
[0026]
在上述实现过程中,板状的底部能够使中间包快换连接件与钢水充分凝合,整个铸坯更加牢固。
[0027]
第二方面,本申请实施例提供一种如第一方面实施例的中间包快换连接件的使用方法,包括:将中间包快换连接件置于结晶器内,并使得支撑部支撑于结晶器内形成的坯壳上,且框体上部在坯壳上方露出。
[0028]
在上述实现过程中,支撑部能够保证中间包快换连接件稳定地支撑于结晶器的坯壳上,框体上部在坯壳上方露出用于与浇注的新钢水凝合,框体下部能够准确地插入结晶器内部一定深度,使得中间包快换连接件与结晶器内钢水液芯更充分凝合,防止在拉矫机启动后因中间包快换连接件插入结晶器内深度不够与旧钢水拉脱,也能避免中间包快换连接件直接吊挂连接与钢水接触位置靠上导致中间包快换连接件插入深度不够而造成的冷却效果不佳的问题。
[0029]
在一种可能的实施方案中,框体上部的边缘与结晶器的内壁之间的距离为l1,20mm≤l1≤30mm。
[0030]
在上述实现过程中,该距离能够保证浇注的新钢水尤其是边角部分能够在结晶器内充分冷却形成安全坯壳。且能避免框体上部结构大造成新钢水注入结晶器后拉坯阻力增大拉坯过程容易拉断的问题。
[0031]
第三方面,本申请实施例提供一种停浇换包开浇工艺,包括:
[0032]
停浇换包步骤:旧中间包停止浇注,然后移开旧中间包并将第一方面实施例的中间包快换连接件置于结晶器内,并使得支撑部支撑于结晶器内形成的坯壳上;
[0033]
开浇步骤:将新中间包开至浇注位置,打开大包罐;当新中间包钢水的温度满足开浇温度时进行开浇;在25~35s内使结晶器钢水液位上升至距结晶器水缝195~205mm,连铸机起步;
[0034]
当结晶器内钢水液位高度达到距结晶器水缝145~155mm时,递增拉速进行拉坯,待结晶器液位上升至距结晶器水缝95~105mm时,保持结晶器液位高度,递增拉速进行拉坯。
[0035]
在上述实现过程中,在25~35s内使结晶器钢水液位上升至距结晶器水缝195~205mm时连铸机起步,能够保证新钢水在结晶器内有充分的凝固时间使新旧钢水接口能够充分粘合,同时能防止开浇钢流过小导致结晶器的浸入式水口下口结瘤。当结晶器内钢水液位高度达到距结晶器水缝145~155mm时,递增拉速进行拉坯,待结晶器液位上升至距结晶器水缝95~105mm时,保持结晶器液位高度,递增拉速进行拉坯,选择此处位置递增拉速进行拉坯一方面是因为如果位置过高,当结晶器内钢水波动较大时,结晶器内钢水容易烧蚀结晶器水缝处密封圈,造成结晶器漏水,影响钢水质量且会产生爆炸;另一方面是因为如果位置过低结晶器的浸入式水口插入深度不够,影响铸坯质量。
[0036]
在一种可能的实施方案中,拉坯时的起步拉速为0.13~0.16m/min,当结晶器钢水液位在距结晶器水缝195~205mm时,拉速以1.3~1.6m/min的速度在14~17s内递增至0.28~0.33m/min;
[0037]
当结晶器内钢水液位高度达到距结晶器水缝145~155mm时,拉速以0.8~1.2m/min的速度在9~12s内递增至0.33~0.36m/min。
[0038]
在上述实现过程中,本方案设置的拉速能够使得新钢水能在结晶器内能充分凝固,形成较厚的坯壳;本方案设置的加速度能够防止加速度过快坯壳与结晶器铜管脱模不良导致的粘结漏钢。
[0039]
可选地,待结晶器液位上升至距结晶器水缝95~105mm时,拉速以0.18~0.22m/min的速度递增至0.53~0.56m/min。
[0040]
在上述实现过程中,由于0.33~0.36m/min的速度还不足以使接口及新坯壳拉出结晶器,本方案设置的拉速加速度较慢能够使新钢水能在结晶器内能充分凝固,形成较厚的坯壳。
[0041]
在一种可能的实施方案中,在停浇换包步骤中,当旧中间包钢水浇注重量在9~11吨时,旧中间包的塞棒开始卡棒,当结晶器钢水液面与结晶器出口之间的距离为结晶器铜管长度的38~42%时,旧中间包停止浇注。
[0042]
在上述实现过程中,选择结晶器钢水液面与结晶器出口之间的距离为结晶器铜管长度的38~42%时中间包停止浇注,可保证快换钢水开浇后新旧钢水接口处能充分熔合,提高接口处的坯壳凝固速度和强度。
[0043]
在一种可能的实施方案中,在停浇换包步骤中,当旧中间包钢水浇注重量在14~16吨时,将拉坯的拉速按0.1~0.3m/min的速度降至0.5~0.6m/min。
[0044]
在上述实现过程中,当旧中间包钢水浇注重量在14~16吨时,将拉坯的拉速按0.1~0.3m/min的速度降至0.5~0.6m/min,能够防止拉速下降过快,导致结晶器液面波动大,影响铸坯质量。
[0045]
在一种可能的实施方案中,停浇换包步骤中,当大包罐钢水剩余10~15吨,大包罐钢水全部浇完时间剩3~5min时,快换钢水出站,大包罐浇完后,旧中间包钢水的浇注重量为33~36吨时,加渣保持渣厚为18~22mm。
[0046]
在上述实现过程中,当大包罐钢水剩余10~15吨,大包罐钢水全部浇完时间剩3~5min,此时快换钢水出站,能够缩短快换钢水包等待时间,减少快换钢水包等待过程温度流失,确保快换钢水开浇时温度在开浇目标温度范围内。
[0047]
本申请实施例的有益效果至少包括:
[0048]
支撑部能够保证中间包快换连接件稳定地支撑于结晶器的坯壳上,框体上部在坯壳上方露出用于与浇注的新钢水凝合,框体下部能够准确地插入结晶器内部一定深度,使得中间包快换连接件与结晶器内钢水液芯更充分凝合,防止在拉矫机启动后因中间包快换连接件插入结晶器内深度不够与旧钢水拉脱,也能避免中间包快换连接件直接吊挂连接与钢水接触位置靠上导致中间包快换连接件插入深度不够而造成的冷却效果不佳的问题。
[0049]
停浇换包开浇工艺能够保证新钢水在结晶器内有充分的凝固时间使新旧钢水接口能够充分粘合,同时能防止开浇钢流过小导致结晶器的浸入式水口下口结瘤,提高快换成功率。
附图说明
[0050]
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0051]
图1为本申请实施例提供的中间包快换连接件的结构示意图;
[0052]
图2为本申请实施例提供的一种中间箍的结构示意图;
[0053]
图3为本申请实施例提供的另一种中间箍的结构示意图;
[0054]
图4为本申请实施例提供的又一种中间箍的结构示意图。
[0055]
图标:10-中间包快换连接件;11-框体上部;12-框体下部;121-立柱;13-中间箍;131-第一连接段;132-第二连接段;133-第三连接段;134-第四连接段;14-支撑部;141-第一支撑杆;142-第二支撑杆;15-衔接段。
具体实施方式
[0056]
为使本申请实施方式的目的、技术方案和优点更加清楚,下面将结合本申请实施方式中的附图,对本申请实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本申请一部分实施方式,而不是全部的实施方式。基于本申请中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本申请
保护的范围。
[0057]
因此,以下对在附图中提供的本申请的实施方式的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施方式。基于本申请中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本申请保护的范围。
[0058]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0059]
在本申请的描述中,需要理解的是,术语“横向”、“高度”、“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
[0060]
此外,术语“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括一个或者更多个该特征。
[0061]
在本申请中,除非另有明确的规定和限定,术语“设置”、“连接”、等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
[0062]
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。
[0063]
本申请实施例提供一种中间包快换连接件10,请参看图1,图1为本申请实施例提供的中间包快换连接件10的结构图。中间包快换连接件10为框体结构,框体结构的材料为钢制冷料,其包括连接的框体上部11和框体下部12,框体上部11和框体下部12通过中间箍13连接。
[0064]
中间包快换连接件10由钢制冷料制成,置于结晶器内能够冷却钢水。可选地,钢制冷料为冷却螺纹钢或者冷轧钢板。
[0065]
请参照图2-图4,中间箍13的至少相对两侧具有沿横向方向向外延伸的支撑部14,支撑部14用于支撑于结晶器中的坯壳。
[0066]
支撑部14设置在中间箍13的外侧,中间箍13的至少相对两侧的支撑部14能够稳定地支撑于结晶器的坯壳上,使得中间包快换连接件10的框体下部12能够准确地插入结晶器内部一定深度,使得中间包快换连接件10与结晶器内钢水液芯更充分凝合,防止在拉矫机启动后因中间包快换连接件10插入结晶器内深度不够与旧钢水拉脱,也能避免中间包快换连接件10直接吊挂连接与钢水接触位置靠上导致中间包快换连接件10插入深度不够而造成的冷却效果不佳的问题。
[0067]
在一种可能的实施方案中,中间包快换连接件10的高度为380~440m,框体上部11的高度h1,框体下部12的高度为h2,h1:h2=0.45~0.55:1。可选地,h1:h2为0.45、0.5或0.55,中间包快换连接件10的高度为380mm、390mm、400mm、410mm、420mm、430mm或440mm。框体上部11和框体下部12的高度比例为0.45~0.55:1,能够保证结晶器内钢水液芯和新钢水均具有较好的冷却效果,中间包快换连接件10与钢水充分凝合。示例性地,框体下部12的高度为250~300mm,例如为250mm、260mm、270mm、280mm、290mm或300mm。示例地,框体上部11的
高度为100~140mm,例如为100mm、110mm、120mm、130mm或140mm。
[0068]
在一种可能的实施方案中,框体上部11为方形,框体下部12为方锥形,且中间箍13的面积大于框体下部12的底部的面积。
[0069]
在进行方坯连铸时,框体下部12为方锥形,方便插入结晶器内钢水液芯;框体上部11为方形,能够使得浇注至结晶器内的新钢水在中间包快换连接件10的边角位置凝固时间相差不大,能够形成安全坯壳。
[0070]
当框体上部11为方形,框体下部12为方锥形时,中间箍13包括连接的第一连接段131、第二连接段132、第三连接段133和第四连接段134,第一连接段131与第三连接段133相对设置,第二连接段132与第四连接段134相对设置。框体上部11由框体顶部的环形方框以及与环形方框的角连接的立柱121组成,框体下部12由框体底部以及与框体底部的角连接的立柱121组成,立柱121均与中间箍13连接。
[0071]
示例性地,框体下部12的立柱121根数大于框体上部11的立柱121根数(参照图1)。框体下部12的立柱121根数较多,能够提供比框体上部11更大的冷却量,以促进结晶器内旧钢水液芯凝固,缩短等待钢水凝固时间,降低换包工艺时间。
[0072]
可选地,框体下部12的底部为板状。框体下部12的底部用于分割新旧钢水,板状的底部能够使中间包快换连接件10与钢水充分凝合,整个铸坯更加牢固。
[0073]
下面介绍一下支撑部14的具体结构:
[0074]
在一种可能的实施方案中,支撑部14的一端分别与第一连接段131和第三连接段133连接,支撑部14的另一端向中间箍13的外部延伸。即是说,第一连接段131和第三连接段133均连接有支撑部14,分别与第一连接段131和第三连接段133连接的支撑部14之间是断开的(参照图2和图3)。通过分别与第一连接段131和第三连接段133连接的支撑部14支撑在坯壳上,从而能够实现中间包快换连接件10稳定地支撑在坯壳上。
[0075]
进一步地,第一连接段131连接有至少两个支撑部14,第三连接段133连接至少两个支撑部14。通过与第一连接段131连接的至少两个支撑部14以及与第三连接段133连接的至少两个支撑部14的作用,使得中间包快换连接件10更加稳定地支撑在坯壳上。
[0076]
其中,与第一连接段131连接的支撑部14为第一支撑杆141,与第三连接段133连接的支撑部14为第二支撑杆142。示例性地,第一支撑杆141与第二支撑杆142对应排布(参照图2),第一支撑杆141与第二支撑杆142也可以错开排布(参照图3)。这两种方式均能使得支撑更加稳定。
[0077]
进一步地,当第一支撑杆141与第二支撑杆142对应排布时,对应设置的第一支撑杆141与第二支撑杆142通过衔接段15连接,衔接段15设置于中间箍13内侧(参照图4)。通过衔接段15将第一支撑杆141和第二支撑杆142连接起来,衔接段15可以承担中间包快换连接件10的重量,使得支撑更加稳定。
[0078]
本申请实施例还提供一种上述中间包快换连接件10的使用方法,包括:将中间包快换连接件10置于结晶器内,并使得支撑部14支撑于结晶器内形成的坯壳上,且框体上部11在坯壳上方露出。
[0079]
支撑部14能够保证中间包快换连接件10稳定地支撑于结晶器的坯壳上,框体上部11在坯壳上方露出用于与浇注的新钢水凝合,框体下部12能够准确地插入结晶器内部一定深度,使得中间包快换连接件10与结晶器内钢水液芯更充分凝合。
[0080]
在一种可能的实施方案中,框体上部11的边缘与结晶器的内壁之间的距离为l1,20mm≤l1≤30mm。
[0081]
钢水在结晶器内将慢慢形成一定厚度的坯壳,根据结晶器的设定,旧钢水一般会形成15mm的坯壳,随着时间的推移,坯壳厚度有所增加,一般不超过25mm。框体上部11的边缘与结晶器的内壁之间的距离在20mm~30mm,能够保证浇注的新钢水尤其是边角部分能够在结晶器内充分冷却凝固形成安全坯壳,在确保开浇出苗时间足够的条件下,能保证在出结晶器口不被撕裂发生漏钢,同时可避免在连接件内再加入冷料进行冷却。另外,该距离也能避免框体上部11相对结晶器来说结构太大造成新钢水注入结晶器后拉坯阻力增大,拉坯过程容易拉断的问题。
[0082]
示例性地,结晶器的横截面的尺寸为425mm
×
320mm,框体上部11的横截面的尺寸为380mm
×
275mm,框体下部12的底部尺寸为120mm
×
120m。
[0083]
本申请实施例还提供一种停浇换包开浇工艺,包括停浇换包步骤以及开浇步骤。
[0084]
停浇换包步骤包括:
[0085]
(1)当大包罐钢水剩余10~15吨,大包罐钢水全部浇完时间剩3~5min时,快换钢水出站,大包罐浇完后,旧中间包钢水的浇注重量为33~36吨时,加渣保持渣厚为18~22mm。
[0086]
当大包罐钢水剩余10~15吨根据钢种设定拉速,大包罐钢水全部浇完时间剩3~5min,此时快换钢水出站,能够缩短快换钢水包等待时间,减少快换钢水包等待过程温度流失,确保快换钢水开浇时温度在开浇目标温度范围内。示例性地,当大包罐钢水剩余10吨、11吨、12吨、13吨、14吨或15吨时,快换钢水出站。
[0087]
(2)当旧中间包钢水浇注重量在14~16吨时,将拉坯的拉速按0.1~0.3m/min的速度降至0.5~0.6m/min。
[0088]
这样设置能够防止拉速下降过快,导致结晶器液面波动大,影响铸坯质量。示例性地,拉坯的拉速按0.1m/min、0.2m/min或0.3m/min的速度降至0.5m/min、0.55m/min或0.6m/min。
[0089]
(3)当旧中间包钢水浇注重量在9~11吨时,旧中间包的塞棒开始卡棒,当结晶器钢水液面与结晶器出口之间的距离为结晶器铜管长度的38~42%时,旧中间包停止浇注。
[0090]
选择结晶器钢水液面与结晶器出口之间的距离为结晶器铜管长度的38~42%时中间包停止浇注,可保证快换钢水开浇后新旧钢水接口处能充分熔合,提高接口处的坯壳凝固速度和强度。
[0091]
示例性地,当旧中间包钢水浇注重量在9吨、10吨或11吨时,旧中间包的塞棒开始卡棒。可选地,当结晶器钢水液面与结晶器出口之间的距离为结晶器铜管长度的38%、40%或42%时,旧中间包停止浇注。
[0092]
(4)旧中间包停止浇注后,移开旧中间包并将本申请实施例的中间包快换连接件10置于结晶器内,并使得支撑部14支撑于结晶器内形成的坯壳上、示例性地,旧中间包车自动升起直至浸入式水口高出结晶器上口300mm位置时停止,缓慢向渣盘位置移动直至碰触线位后停止),挑出结晶器内大块渣条,然后并将本申请实施例的中间包快换连接件10置于结晶器内。
[0093]
开浇步骤包括:
[0094]
(1)将新中间包开至浇注位置,打开大包罐,当新中间包钢水的温度满足开浇温度时进行开浇;在25~35s内使结晶器钢水液位上升至距结晶器水缝195~205mm,连铸机起步。
[0095]
在25~35s内使结晶器钢水液位上升至距结晶器水缝195~205mm时连铸机起步,能够保证新钢水在结晶器内有充分的凝固时间使新旧钢水接口能够充分粘合,同时能防止开浇钢流过小导致结晶器的浸入式水口下口结瘤。可选地,在25s、28s、30s、32s或35s内使结晶器钢水液位上升至距结晶器水缝195mm、200mm或205mm时连铸机起步。
[0096]
可选地,打开大包罐待中间包钢水至8t时,投入覆盖剂80~100kg,待中间包钢水至20t时测温。
[0097]
进一步地,在一种可能的实施方案中,拉坯时的起步拉速为0.13~0.16m/min,当结晶器钢水液位在距结晶器水缝195~205mm时,拉速以1.3~1.6m/min的速度在14~17s内递增至0.28~0.33m/min。
[0098]
该方案中的拉速设置能够使得新钢水能在结晶器内能充分凝固,形成较厚的坯壳;该范围内的加速度能够防止加速度过快坯壳与结晶器铜管脱模不良导致的粘结漏钢。可选地,起步拉速为0.13m/min、0.14m/min、0.15m/min或0.16m/min。可选地,当结晶器钢水液位在距结晶器水缝195~205mm时,拉速以1.3m/min、1.4m/min、1.5m/min或1.6m/min的速度在14s、15s、16s或17s内递增至0.28m/min、0.29m/min、0.3m/min、0.31m/min、0.32m/min或0.33m/min。
[0099]
(2)当结晶器内钢水液位高度达到距结晶器水缝145~155mm时,递增拉速进行拉坯,待结晶器液位上升至距结晶器水缝95~105mm时,保持结晶器液位高度,递增拉速进行拉坯。
[0100]
选择这些位置递增拉速进行拉坯一方面是因为如果位置过高,当结晶器内钢水波动较大时,结晶器内钢水容易烧蚀结晶器水缝处密封圈,造成结晶器漏水,影响钢水质量且会产生爆炸;另一方面是因为如果位置过低结晶器的浸入式水口插入深度不够,影响铸坯质量。
[0101]
可选地,当结晶器内钢水液位高度达到距结晶器水缝145mm、148mm、150mm、152mm或155mm时,递增拉速进行拉坯,待结晶器液位上升至距结晶器水缝95mm、98mm、100mm、102mm或105mm时,保持结晶器液位高度,递增拉速进行拉坯。
[0102]
进一步地,在一种可能的实施方案中,当结晶器内钢水液位高度达到距结晶器水缝145~155mm时,拉速以0.8~1.2m/min的速度在9~12s内递增至0.33~0.36m/min。
[0103]
本方案设置的拉速能够使得新钢水能在结晶器内能充分凝固,形成较厚的坯壳;加速度的设置能够防止加速度过快坯壳与结晶器铜管脱模不良导致的粘结漏钢。示例性地,当结晶器内钢水液位高度达到距结晶器水缝145mm、148mm、150mm、152mm或155mm时,拉速以0.8m/min、0.9m/min、1.0m/min、1.1m/min或1.2m/min的速度在9s、10s、11s或12s内递增至0.33m/min、0.34m/min、0.35m/min或0.36m/min。
[0104]
进一步地,在一种可能的实施方案中,待结晶器液位上升至距结晶器水缝95~105mm时,拉速以0.18~0.22m/min的速度递增至0.53~0.56m/min。
[0105]
由于0.33~0.36m/min的速度还不足以使接口及新坯壳拉出结晶器,拉速以0.18~0.22m/min的速度递增至0.53~0.56m/min,拉速加速度较慢能够使新钢水能在结晶器内
能充分凝固,形成较厚的坯壳。
[0106]
示例性地,待结晶器液位上升至距结晶器水缝95~105mm时,拉速以0.18m/min、0.19m/min、0.20m/min、0.21m/min或0.22m/min的速度递增至0.53m/min、0.54m/min、0.55m/min或0.56m/min。
[0107]
综上,本申请实施例的中间包快换连接件10设置支撑部14,支撑部14能够保证中间包快换连接件10稳定地支撑于结晶器的坯壳上,框体上部11在坯壳上方露出用于与浇注的新钢水凝合,框体下部12能够准确地插入结晶器内部一定深度,使得中间包快换连接件10与结晶器内钢水液芯更充分凝合。
[0108]
停浇换包开浇工艺能够保证新钢水在结晶器内有充分的凝固时间使新旧钢水接口能够充分粘合,同时能防止开浇钢流过小导致结晶器的浸入式水口下口结瘤,提高快换成功率。
[0109]
以上所述仅为本申请的优选实施方式而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips