
 商标分类
商标分类  商标转让
商标转让 
型芯卡压方法及其卡压装置与流程
 2021-01-30 03:01:51|
2021-01-30 03:01:51| 271|
271| 起点商标网
起点商标网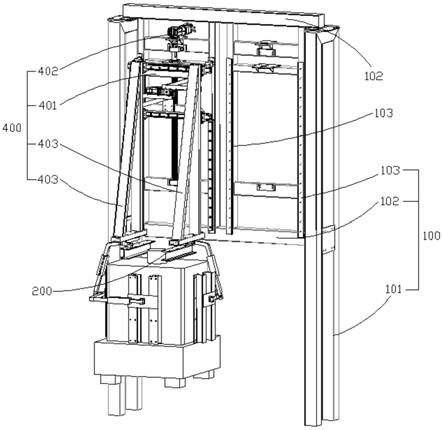
[0001]
本发明涉及一种铸造用卡压装置,特别涉及裸浇工艺中型芯包用卡压方法及装置。
背景技术:
[0002]
铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。在现有是生产制作过程中,是将制作好的砂芯和砂型或造型进行型芯装配后,在外围套上砂箱并填入型砂紧实后,再在上部进行压紧后进行浇注。此过程就需要专门制作用于不同规格产品所需要的砂箱或砂箱框,这样的操作不仅拖延了生产效率,同时也增加了每件产品的制作成本,而铸件多为单件式生产,就更加显得浪费。为了避免制作砂芯造成的工序延误和成本增加,目前采用的技术是无箱浇铸,也即裸浇。但目前,裸浇所能生产的产品的重量较小,一般都在100kg以内,且需要配合小型夹具,如螺杆四角卡压。随着3dp打印技术在铸造领域的应用,中型铸件的型芯已经可以间接打印,此方式节省了砂芯和砂型模具的成本,但仍需要将型芯装配后的型芯包埋箱,依然需要砂箱来为所述型芯包提供与金属液膨胀力相互抗衡的力。
技术实现要素:
[0003]
有鉴于以上采用砂箱紧固型芯造成的砂铁比大、制作周期长和生产成本高的问题,有必要提出一种型芯卡压方法及卡压装置,所述型芯卡压装置替代了砂箱对型芯的紧固作用,实现了铸件的裸浇。
[0004]
一种型芯卡压方法,通过压紧部将型芯固定在确定的位置处,使得装配成型的所述型芯在浇铸过程中不会因为金属液的膨胀力而发生位移或者说导致金属液溢流、跑火等,从而保证了所述型芯的型腔中金属液的良好充型和冷凝,实现了铸件的裸浇。如,所述压紧部可以为具有压紧功能的机械结构,如可以为机械压手,通过所述压紧部将型芯的上端面和四个侧壁压紧和者箍紧,使型芯的各个组成部分在确定的位置,不会发生相对位移、不会超出设定的型芯的轮廓范围。
[0005]
更具体地,所述压紧部加持在所述型芯上的箍紧力和压紧力仅用于维持所述型芯在确定的位置上、而不会对型芯施加额外的压力,或者说所述压紧部的目的是将所述型芯圈在所述型芯外轮廓的范围内,或者说所述压紧部的终端位置停留在所述型芯外轮廓面上、且具有一定的维持力以防止所述压紧部的终端受到金属液膨胀力而晃动、移位等,也即所述箍紧力或者压紧力等于金属液在充型和冷凝过程中对型芯的膨胀力。
[0006]
具体地,所述压紧部设有竖向压手和横向压手。所述竖向压手作用于所述型芯上端面上,为所述型芯提供向下的压紧力,从而保证型芯不会在金属液充型和冷凝过程中被抬起,也即避免了因型芯被抬起造成的跑火或者铸件尺寸偏差过大。所述横向压手作用于所述型芯的四个侧壁,且所述横向压手为所述侧壁提供垂直于所述侧壁的水平箍紧力,从而保证型芯不会在金属液充型和冷凝过程中向外移位,避免了型芯各个组块移位导致的铸
件尺寸偏差超标、披缝过大等问题。
[0007]
本技术方案的技术效果为:通过本技术方案的实施,使得铸件在浇铸过程中省去了制作砂箱、埋箱两个工序,不仅缩短了铸件生产的工艺流程,同时也节省了相应的制作成本和时间,提升了生产效率。
附图说明
[0008]
图1是型芯卡压装置示意图;
[0009]
图2是横向压手示意图;
[0010]
图中,100-框架;101-立柱;102-横梁;103-竖向导轨;200-竖向压手;300-横向压手;301-连接臂;302-承接臂;303-压板;400-驱动部;401-驱动滑块;402-驱动件;403-传动件。
具体实施方式
[0011]
为了更清楚地说明本发明的技术方案,将按照附图实施例进行详细说明,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0012]
为了将本发明所述的型芯卡压方法实际应用到生产制作中,现依据所述型芯卡压方法,设计如下所述的型芯卡压装置。
[0013]
一种型芯卡压装置,包括框架100、竖向压手200、横向压手300、驱动部400,所述驱动部400设置在所述框架100上,所述框架100设置在地面上,从而保证所述型芯卡压装置的稳定;所述竖向压手200与所述驱动部400相连,所述驱动部400驱动所述竖向压手200在竖直方向上往复运动,从而实现对型芯竖直方向的压紧;所述横向压手300连接在所述驱动部400上,所述横向压手300的箍紧力来自于所述驱动部400,也即来自所述驱动部400的竖直压力通过机械结构的分解,成为所述横向压手300对型芯的水平箍紧力。
[0014]
所述框架100包括立柱101、横梁102和竖向导轨103,四根所述立柱101固定设置在地面上,所述立柱101设有横梁102,所述横梁102在所述立柱101上设有两组,一组设置在所述立柱101的顶部为顶部横梁,一组设置在所述立柱101的中部为中部横梁,所述竖向导轨103设置在所述顶部横梁和所述中部横梁之间。
[0015]
所述驱动部400包括驱动滑块401、驱动件402和传动件403,所述驱动滑块401设置在所述竖向导轨103上,可以沿所述竖向导轨103上下滑行;所述驱动件402设置在所述竖向导轨103靠近所述顶部横梁的一端,也即所述驱动件402设置在所述竖向导轨103顶部,且具体是设置在所述竖向导轨103上的横杆上,也即在所述竖向导轨103的顶部(也即靠近所述顶部横梁的一端)设置横杆,在所述横杆上设置所述驱动件402,所述驱动件402用来驱动所述驱动滑块401沿所述竖向导轨103上下滑行,从而实现竖向压手200上下运动,以适用于不同高度的型芯;所述传动件403设置在所述驱动滑块401上,也即所述驱动滑块401带动所述传动件403沿所述竖向导轨103上下运动,也即所述传动件403的一端连接在所述驱动滑块401靠近所述顶部横梁的一端、且所述传动件403还可以沿所述驱动滑块401在水平方向上左右移动;所述传动件403的另一端连接有所述竖向压手200,从而使得所述竖向压手200可以避开所述型芯上端面的铸造工艺区位。就本实施例而言,所述驱动件402为输出轴设有螺
杆的电机,所述电机安装在是殴横杆上,所述螺杆竖直向下、平行于所述立柱101,所述驱动滑块401穿过所述螺杆跨接在所述竖向导轨103上,所述驱动滑块401在所述螺杆的带动下沿所述竖向导轨103上下运动;所述传动件403为直角三角形框架结构,所述直角三角形框架的长直角边平行于所述竖向导轨103、且所述长直角边远离短直角边的一端固定连接于所述驱动滑块401上,从而实现所述传动件403与所述驱动滑块401的同步运动,所述短直角边即为所述传动件403的末端。
[0016]
优选地,所述传动件403在所述驱动滑块401上对称的设有两个,也即所述传动件403成组设置,从而使得对所述型芯上端面的压紧力更均匀和平衡。所述竖向压手200的数量与所述传动件403的数量对应,每个所述传动件403上设置有一个所述竖向压手200。
[0017]
更优地,在所述驱动滑块401上还设有第二驱动件,所述第二驱动件用于调节两个所述传动件403之间的距离,从而可以适用于不同大小的所述型芯,也可以根据所述型芯上端面上浇口、冒口等铸造工艺区位的设置,来相对地调节每个所述传动件403的位置,也即改变两个所述传动件403之间的距离,而最终目的是改变了所述竖向压手200相对所述型芯上端面的施压位置。
[0018]
所述竖向压手200连接于所述传动件403的末端,以作用于所述型芯的上端面。所述竖向压手200为水平安置于所述传动件403末端的长方体条状结构,从而可以最大面积的与所述型芯上端面接触,获得最好的承压效果。就本实施例而言,所述传动件403设置有两个,所述竖向压手200也配置有两个,对于铸造工艺浇口、冒口等设置在型芯上端面中部的情况,两个所述竖向压手200可以绕开浇口、冒口等铸造工艺区位压在所述型芯的上端面上,从而实现对称的、平衡的对所述型芯施压。更具体地,所述竖向压手200可以由h型钢制成。
[0019]
所述横向压手300设有连接臂301、承接臂302和压板303,所述连接臂301的一端连接于所述传动件403的末端,所述连接臂301的另一端与所述承接臂302相连,所述压板303连接于所述承接臂302远离所述连接臂301的一端,所述压板303设置在所述承接臂302的末端,为了使一个所述横向压手300能实现对两个侧壁的箍紧,将所述承接臂302设置为l型结构,所述l型结构的转角处与所述型芯的棱角对应,从而使得每个所述承接臂302设有两个末端,在每个末端上各设有一组所述压板303。所述横向压手300对所述型芯侧壁的水平箍紧力来自所述驱动部400,具体地,来自驱动部400的竖直压力通过所述传动件403传递给所述连接臂301,经过所述连接臂301和所述承接臂302将所述竖直压力分解成为所述压板303上的水平箍紧力,在所述水平箍紧力的作用下,所述压板303可以维持在既定的位置,从而可以防止型芯向侧壁方向膨胀,保证了型芯间位置的相对固定。为了实现对所述型芯四个侧壁的均衡箍紧,在所述型芯的四个侧壁上均设有所述横向压手300;当所述传动件403设有一个时,在所述传动件403的末端,设置两组所述横向压手300;若所述传动件403设有两个,则在每个所述传动件403的末端各设置一组所述横向压手300。就本实施例而言,所述传动件403设有两个,每个所述传动件403上设置有一组所述横向压手300,也即所述横向压手300设置有两组。
[0020]
更优地,为了最大限度的卡压型芯侧壁,特别是所述型芯侧壁面积比较大时,所述压板303在每个所述承接臂302的末端设置有若干个,如每个承接臂302的末端设有一个、两个或者三个所述压板303,每个所述承接臂302末端的所述压板303自成一组,如本实施例
中,每个所述承接臂302的末端设置有两个所述压板303。
[0021]
作为一种改进的技术方案,依据所述横梁102的宽度或者说依据所述框架100的宽度/跨度,所述竖向导轨103在所述横梁102上可并排的设有若干组,如所述竖向导轨103可以设置一组、两组或者三组,在本实施例中所述竖向导轨103设有两组。当所述竖向导轨103设置有若干组时,每组所述竖向导轨103上均可设置一套所述驱动部400,从而实现了一个所述框架100上可布置若干套所述驱动部400、竖向压手200和依据使用对象不同配置的所述横向压手300,从而不仅实现了一个框架100的工位上可卡压多个型芯的目的,同时也实现了同个工位上可以卡压多种不同类型的型芯,从而满足了多种、单件铸件的生产,在提升了单位面积利用率的同时也提高的生产效率。
[0022]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 导轨

 热门咨询
热门咨询




tips