
 商标分类
商标分类  商标转让
商标转让 
一种汽车装饰条打磨抛光生产线的制作方法
 2021-01-30 03:01:22|
2021-01-30 03:01:22| 227|
227| 起点商标网
起点商标网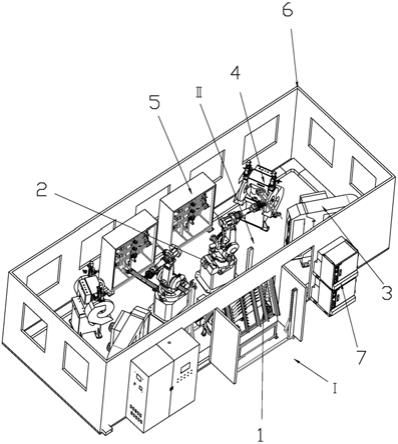
[0001]
本实用新型涉及一种智能加工领域,具体涉及一种汽车装饰条打磨抛光生产线。
背景技术:
[0002]
随着汽车的逐步普及,人们对汽车认识的深入,提升汽车的档次的做法越来越受到汽车厂商和消费者的认可,为了达到良好的美观效果,一般在汽车的车门窗上会安装有铝及其合金材料制成的汽车装饰条,从而增加了车身侧面的美感,与车身弧度高度吻合,持久耐用不变形。同时,对车门开关时易磕碰的车身漆提供了有效保护,而在安装前需要通过一定工具的打磨抛光才能进行使用。
[0003]
现有的汽车装饰条的打磨抛光工序采用智能化加工,其生产线包括工业机器人、放料台、砂带机与清光机,工业机器人通过夹持工装将放料台上待打磨的汽车装饰条夹持后,依次通过砂带机打磨后,再通过清光机精抛光完成装饰条的打磨抛光工序,其中装饰条上下料均通过放料台,但现有的生产线在加工过程中还有如下缺点:
[0004]
1、现有的放料台的放置结构都是固定的,只能放置同款车型或弧度接近的装饰条,在对不同车型的装饰条进行加工时,还需要更换不同类型的放料台,导致放料台更换不方便,不能适配多种车型,且现有的放料台不能对装饰条进行复检是否合格。
[0005]
2、现有的清光机在清光装饰条时只能通过一条布轮或麻轮进行打磨,需要精细打磨时还需要更换另一个规格的布轮或麻轮,导致装饰条清光精度不足与效率低下,同时现有的清光机在对装饰条时清光由于布轮与装饰条硬性接触,容易对装饰条过度抛光,对装饰条造成损坏。
[0006]
3、现有的砂带机在打磨装饰条时只能通过一条砂带进行打磨,需要精细打磨时还需要更换砂带,导致装饰条打磨精度不足与效率低下,同时现有的砂带机在打磨装饰条时由于砂带与装饰条硬性接触,容易对装饰条过度打磨,对装饰条造成损坏,且由于砂带在长时间打磨过程中过热或砂带温度不平衡导致砂带断裂,为保护砂带从而延长砂带使用寿命,一些厂家在对锌合金的装饰条进行打磨时,会在砂带上涂上肥皂来延长砂带寿命,原因是锌合金本身没有砂眼,所以肥皂不会影响砂带打磨,且涂了肥皂的砂带,能给砂带降温并将砂带集中的热量分散,进而避免砂带断裂,但这种方式只能通过人工涂抹肥皂,既费时费力又不安全。
技术实现要素:
[0007]
本实用新型所要解决的技术问题在于针对上述现有技术的不足,
[0008]
提供一种汽车装饰条打磨抛光生产线,该生产线的旋转放料台通过可移动的放料板与可调宽幅的沟槽,从而适配不同车型与厚度的装饰条,且通过设置旋转机构,使放料台的工作区域与放料区域分离,使工人上下料均不需要进入工业机器人工作区域内,保障工人生产安全,提升生产效率,同时还在放料台上设置复检机构,对不符合规格的装饰条进行剔除,该生产线的清光机上通过多组清光机构对装饰条精细抛光,通过浮动抛光组件避免
装饰条过度抛光,通过夹持手轮与横向调节组件,便捷调节固体蜡与布轮之间的间隙,该砂带机通过砂带涂料机构自动带砂带进行涂抹肥皂,提高砂带寿命,通过多组砂带机构对装饰条精细打磨,通过涨紧组件对砂带进行纠偏,通过浮动打磨组件装饰条过度打磨,通过飞屑收集组件避免飞屑影响操作人员的身体健康。
[0009]
为实现上述目的,本实用新型提供了如下技术方案:一种汽车装饰条打磨抛光生产线,包括供装饰条放置的旋转放料台、通过磨抛夹具对装饰条夹持的工业机器人、用于对装饰条进行打磨处理的抛光机以及用于对装饰条进行抛光处理的清光机,其特征在于:所述旋转放料台包括放料架以及设置在放料架上的放料调节机构,所述放料调节机构包括设置在放料架两端的调节板以及架设在调节板上的至少两个放料板,所述调节板上设有调节滑槽,所述放料板对应调节滑槽的一端设有与调节滑槽活动连接的连接件,所述放料板通过连接件在调节滑槽内自由移动,所述放料板上设有若干个纵向等距分布调节夹具,所述调节夹具上设有用于放置装饰条的沟槽。
[0010]
采用上述技术方案,通过旋转放料台放置装饰条,通过工业机器人上的磨抛夹具将旋转放料台上的装饰条夹取后一次通过砂带机进行打磨,清光机进行清光后再通过旋转放料台下料,整个过程通过工业机器人自动化加工进行打磨抛光,提高产品加工效率,其中通过在放料架上下两端设置调节板,在调节板上设置调节滑槽,使放料板能通过连接件在调节滑槽内前后活动,从而适配不同弯幅的装饰条,通过在放料板上设置多个调节夹具,调节夹具上设有用于放置装饰条的沟槽,从而使装饰条能稳定的被各个放料板上的调节夹具固定,具体是指,当需要对某一车型的装饰条上料时,只需将装饰条的中段放置在中间的放料板上,沟槽固定装设件,再推动放料板在调节滑槽上移动,进而固定装饰条的两端,当放料板完成固定后,只需将连接件旋紧就能固定死放料板,当需要加工不同车型的装饰条时,只需拧松连接件就能适配不同车型的装饰条,提升放料台的适配性。
[0011]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述清光机包括清光机架以及安装座,所述安装座上装设有清光电机,所述清光电机上设有至少一组用于抛光装饰条的清光机构,所述清光机架对应安装座的一端设有油压缓冲杆,所述安装座对应油压缓冲杆的一端设有套设在油压缓冲杆上的活动滑块,所述活动滑块可沿油压缓冲杆前后往复移动,所述安装座通过活动滑块在清光机架上前后浮动。
[0012]
采用上述技术方案,清光电机安装在安装座上,清光机架与安装座通过活动滑块连接,使清光机上下柔性分离,当清光机在抛光装饰条过密时,清光电机将通过活动滑块相后移动,避免装饰条被过度抛光,由于活动滑块设置在油压缓冲杆上,使活动滑块在失去外部作用力后能通过油压缓冲杆复位,同时还可以调节油压缓冲杆内的油压,控制安装座浮动的力值,实现智能抛光,通过在清光电机两端设置清光机构,使清光机通过不同规格的清光机构对装饰条精细抛光,提高产品质量与工作效率。
[0013]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述抛光机包括砂带机架,所述砂带机架上设有至少一组用于打磨装饰条的砂带机构,所述砂带机构包括设置在砂带机架上的砂带主梁、设置在砂带主梁上驱动电机、与驱动电机联动的主动轮、设置在主动轮下端的从动轮以及套设在主动轮与从动轮上的砂带,所述从动轮通过从动支架装设于砂带主梁上,所述砂带机架对应砂带的一端设有砂带涂料机构,所述砂带涂料机构包括设置在砂带上的涂料安装架以及设置在涂料安装架上的涂料安装槽,所述涂料安装槽内设
有用于涂抹砂带的涂料,所述涂料安装槽外设有涂料夹持气缸,所述涂料夹持气缸的输出端穿过涂料安装槽后与涂料相抵接,所述涂料安装架对应涂料安装槽的一端设有涂料驱动气缸,所述涂料驱动气缸的输出端与涂料安装槽连接,并驱动涂料安装槽沿涂料安装架上下移动。
[0014]
采用上述技术方案,本实用新型中所述的涂料为固体涂料,优选为肥皂,通过在砂带机架上设置砂带涂料机构,使涂料能通过涂料安装槽进行固定,通过设置涂料夹持气缸,使涂料夹持气缸能通过充放气,使涂料缓缓下移与砂带接触,对运行中的砂带进行涂抹,从而能给砂带降温并将砂带的热量分散延长砂带使用寿命,避免人工操作,降低人工成本保障工人安全,通过在砂带机上设置多组砂带机构,砂带机构上套设不同规格的砂带,实现多工位打磨使打磨精度更高,提高产品质量与工作效率,通过设置涂料驱动气缸控制涂料安装槽与砂带之间的间隙,当需要更换涂料时,也能通过涂料驱动气缸充气后将涂料安装槽升高,取出废弃涂料再进行更换,更换后,再通过涂料驱动气缸放气控制涂料与砂带接触,提高砂带寿命。
[0015]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述调节夹具包括设置在放料板上的安装柱以及与安装柱螺纹连接的调节柱,所述沟槽设置在安装柱与调节柱之间,所述放料架底部设有放料台,所述放料台与放料架之间设有旋转桌面,所述放料架内设有隔离板,所述隔离板将放料架分隔成上料工位与打磨工位,所述上料工位与打磨工位均设有放料调节机构,所述放料台内设有用于驱动旋转桌面转动的旋转电机。
[0016]
采用上述技术方案,调节夹具包括安装柱与调节柱,沟槽为安装柱与调节柱之间的连接间隙,通过旋转调节柱就能控制沟槽宽幅,进而更好的夹持不同厚度的装饰条,通过旋转电机带动旋转桌面旋转,从而将放料架上的装饰条在上料工位与打磨工位相互切换,通过隔离板将上料工位与打磨工位分隔开,使工人在上下料时不进入工业机器人工作区域内,保证工人生产安全,提升生产效率。
[0017]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述清光机架对应安装座的一端设有限位板,所述限位板上设有与限位板活动连接的限位件,所述安装座上开设有供限位件穿过的限位孔,所述限位件穿过限位孔后与限位板连接。
[0018]
采用上述技术方案,通过在安装座上设置限位孔,使限位件穿过限位孔后与限位板连接,连接后限位孔与限位板之间的间距就为安装座在机架上最大浮动范围,通过控制浮动范围,从而控制装饰条的柔性抛光程度。
[0019]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述砂带主梁与砂带机架之间设有浮动打磨组件,所述浮动打磨组件包括设置在砂带主梁对应驱动电机两端的浮动臂,所述浮动臂两端均设有轴承柱,所述浮动臂通过轴承柱与砂带主梁和砂带机架活动连接,并使砂带主梁通过浮动臂在砂带机架内左右摆动,所述砂带机构还包括有涨紧组件,所述涨紧组件包括设置在砂带主梁远离主动轮一端的的涨紧气缸、与涨紧气缸的输出端连接的连接板、与连接板连接的连接座以及设置于连接座内的涨紧轮,所述涨紧轮与砂带相抵接。
[0020]
采用上述技术方案,驱动电机通过同步带带动主动轮联动,主动轮带动砂带对装饰条进行打磨,通过浮动打磨组件与装饰条接触实现柔性打磨避免装饰条过渡打磨造成产品损坏,具体是指在砂带主梁与砂带机架之间设置浮动臂,浮动臂上设置轴承柱与砂带主
梁与砂带机架分别活动连接,使砂带主梁通过浮动臂在砂带机架内左右摆动,在打磨装饰条时,若是装饰条与砂带接触过于密切,浮动臂将自动摆动,调节砂带位置,从而脱离装饰条打磨面,避免过渡打磨,更进一步提升打磨精度,通过设置涨紧组件,使涨紧气缸能通过连接板控制涨紧轮涨紧砂带,继而调节砂带的松紧,从而方便对砂带进行更换、纠边,同时可以通过涨紧组件调节砂带的松紧,提高打磨效率。
[0021]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述放料台对应工业机器人的一端设有复检机构,所述复检机构包括复检置物板,所述复检置物板一端设有测量夹具,另一端设有若干个定位夹具,所述复检置物板上设有至少两根调节夹具,所述测量夹具可沿复检置物板前后往复运动。
[0022]
采用上述技术方案,通过在放料台对应打磨工位的一端设置复检机构,使需要复检的装饰条通过工业机器人放置在复检置物板上并通过调节夹具固定,其中装饰条一端与某一定位夹具相抵,另一端通过可自由前后移动的测量夹具进行定位测量,得到装饰条的长度量值,当测量夹具量得的长度与预设值相符时,装饰条复检通过,当与预设值不同时,工业机器人将装饰条放置在废料区,实现全自动智能化复检。
[0023]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:所述清光机构包括设置在清光电机一端的清光轮以及悬浮在清光轮上方的涂蜡组件,所述涂蜡组件包括设置在安装座上的夹持支架,所述夹持支架内设置有供固体蜡放置的固体蜡安装槽,所述夹持支架上设置有一连接杆通过相互螺纹与其活动连接,所述连接杆一端与固体蜡安装槽相连接,另一端上设置有带动固体蜡安装槽在夹持支架上下移动的夹持手轮,所述夹持支架与安装座之间还设有横向调节组件,所述横向调节组件包括设置在安装座上的调节气缸,所述调节气缸的输出端与夹持支架连接,并通过驱动调节气缸,带动夹持支架横向移动。
[0024]
采用上述技术方案,通过在安装座上设置夹持支架,夹持支架通过安装槽固定固体蜡悬浮在清光轮上方,通过夹持手轮调节固体蜡与清光轮的纵向相对位置,时刻保持固体蜡与清光轮接触,同时还可在顶部设置延时电机,定时带动连接杆推动固体蜡与清光轮接触,实现智能化加工,通过设置横向调节组件,从而通过调节气缸控制夹持支架的横向水平位置,进而将固体蜡对准清光轮。
[0025]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:该生产线还包括夹具更换架,所述夹具更换架内设有夹持架,所述夹持架内开设有至少两个供磨抛夹具放置的放置槽,所述放置槽内设有若干个规格不一的磨抛夹具。
[0026]
采用上述技术方案,通过在夹具更换架内设置夹持架,夹持架上设置放置槽供磨抛夹具,在放置槽内放置多个用于夹持不同长度装饰条的磨抛夹具,从而控制工业机器人自动更换磨抛夹具,提升加工效率,保证工人安全。
[0027]
上述的一种汽车装饰条打磨抛光生产线,可进一步设置为:该生产线还包括工作车间以及设置在工作车间外部的总控制台,所述工业机器人、抛光机、清光机与夹具更换架均设置在工作车间内,所述旋转放料台的打磨工位设置于工作车间内部,上料工位设置于工作车间外,所述工业机器人、抛光机、清光机均与所述总控制台通讯连接,并受其控制。
[0028]
采用上述技术方案,通过在将打磨抛光生产线放置在密闭的工作车间内实现自动化打磨,工人在上料工位进行上下料处理,通过工作车间外部的总控制台控制工业机器人、抛光机、清光机工作,使打磨抛光生产线实现自动化、智能化保护工人安全,提升工厂环境。
[0029]
下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
[0030]
图1为本实用新型实施例的立体示意图。
[0031]
图2为本实用新型实施例封俯视图。
[0032]
图3为本实用新型实施例旋转放料台的立体示意图。
[0033]
图4为本实用新型实施例旋转放料台的的后视图。
[0034]
图5为本实用新型实施例放料调节机构的结构示意图。
[0035]
图6为本实用新型实施例放料板的立体结构图。
[0036]
图7为本实用新型实施例调节夹具的立体结构图。
[0037]
图8为本实用新型实施例清光机的立体示意图。
[0038]
图9为本实用新型实施例清光机的内部结构示意图。
[0039]
图10为本实用新型实施例安装座与清光机架的连接示意图。
[0040]
图11为本实用新型实施例涂蜡组件的立体结构图。
[0041]
图12为本实用新型实施例涂蜡组件的立体结构图2。
[0042]
图13为本实用新型实施例砂带机的立体结构图。
[0043]
图14为本实用新型实施例砂带机的内部结构结构图。
[0044]
图15为本实用新型实施例砂带涂料机构的立体示意图。
[0045]
图16为本实用新型实施例砂带机构的立体结构图。
[0046]
图17为本实用新型实施例纠偏组件的立体结构图。
[0047]
图18为本实用新型实施例工业机器人的立体示意图。
[0048]
图19为本实用新型实施例夹具更换架的立体示意图。
具体实施方式
[0049]
如图1-图19所示,一种汽车装饰条打磨抛光生产线,包括供装饰条a放置的旋转放料台1、通过磨抛夹具21对装饰条a夹持的工业机器人2、用于对装饰条a进行打磨处理的抛光机3以及用于对装饰条a进行抛光处理的清光机4,所述旋转放料台1包括放料架11以及设置在放料架11上的放料调节机构,所述放料调节机构包括设置在放料架11两端的调节板12以及架设在调节板12上的至少两个放料板13,所述调节板12上设有调节滑槽121,所述放料板13对应调节滑槽121的一端设有与调节滑槽121活动连接的连接件131,所述放料板13通过连接件131在调节滑槽121内自由移动,所述放料板13上设有若干个纵向等距分布调节夹具132,所述调节夹具132上设有用于放置装饰条a的沟槽1321,所述清光机4包括清光机架41以及安装座42,所述安装座42上装设有清光电机43,所述清光电机43上设有至少一组用于抛光装饰条a的清光机构,所述清光机架41对应安装座42的一端设有油压缓冲杆411,所述安装座42对应油压缓冲杆411的一端设有套设在油压缓冲杆411上的活动滑块421,所述活动滑块421可沿油压缓冲杆411前后往复移动,所述安装座42通过活动滑块421在清光机架41上前后浮动,所述抛光机3包括砂带机架31,所述砂带机架31上设有至少一组用于打磨装饰条a的砂带机构,所述砂带机构包括设置在砂带机架31上的砂带主梁32、设置在砂带主梁32上驱动电机33、与驱动电机33联动的主动轮34、设置在主动轮34下端的从动轮35以及
套设在主动轮34与从动轮35上的砂带36,所述从动轮35通过从动支架351装设于砂带主梁32上,所述砂带机架31对应砂带36的一端设有砂带涂料机构37,所述砂带涂料机构37包括设置在砂带36上的涂料安装架371以及设置在涂料安装架371上的涂料安装槽372,所述涂料安装槽372内设有用于涂抹砂带36的涂料373,所述涂料安装槽372外设有涂料夹持气缸374,所述涂料夹持气缸374的输出端穿过涂料安装槽372后与涂料373相抵接,所述涂料安装架317对应涂料安装槽372的一端设有涂料驱动气缸3712,所述涂料驱动气缸3712的输出端与涂料安装槽372连接,并驱动涂料安装槽372沿涂料安装架371上下移动,所述调节夹具132包括设置在放料板13上的安装柱1322以及与安装柱1322螺纹连接的调节柱1323,所述沟槽1321设置在安装柱1322与调节柱1323之间,所述放料架11底部设有放料台14,所述放料台14与放料架11之间设有旋转桌面15,所述放料架11内设有隔离板16,所述隔离板16将放料架11分隔成上料工位-与打磨工位-,所述上料工位-与打磨工位-均设有放料调节机构,所述放料台14内设有用于驱动旋转桌面15转动的旋转电机,所述清光机架41对应安装座42的一端设有限位板412,所述限位板412上设有与限位板412活动连接的限位件413,所述安装座42上开设有供限位件413穿过的限位孔422,所述限位件413穿过限位孔422后与限位板412连接,所述砂带主梁32与砂带机架31之间设有浮动打磨组件,所述浮动打磨组件包括设置在砂带主梁32对应驱动电机33两端的浮动臂38,所述浮动臂38两端均设有轴承柱381,所述浮动臂38通过轴承柱381与砂带主梁32和砂带机架31活动连接,并使砂带主梁通32过浮动臂38在砂带机架31内左右摆动,所述砂带机构还包括有涨紧组件39,所述涨紧组件39包括设置在砂带主梁32远离主动轮34一端的的涨紧气缸391、与涨紧气缸391的输出端连接的连接板392、与连接板392连接的连接座393以及设置于连接座393内的涨紧轮394,所述涨紧轮394与砂带36相抵接,所述放料台14对应工业机器人2的一端设有复检机构,所述复检机构包括复检置物板171,所述复检置物板171一端设有测量夹具172,另一端设有若干个定位夹具173,所述复检置物板171上设有至少两根调节夹具132,所述测量夹具172可沿复检置物板171前后往复运动,所述清光机构包括设置在清光电机43一端的清光轮431以及悬浮在清光轮431上方的涂蜡组件44,所述涂蜡组件44包括设置在安装座42上的夹持支架441,所述夹持支架441内设置有供固体蜡442放置的固体蜡安装槽443,所述夹持支架441上设置有一连接杆444通过相互螺纹与其活动连接,所述连接杆444一端与固体蜡安装槽443相连接,另一端上设置有带动固体蜡安装槽443在夹持支架441上下移动的夹持手轮445,所述夹持支架441与安装座42之间还设有横向调节组件45,所述横向调节组件45包括设置在安装座42上的调节气缸451,所述调节气缸451的输出端与夹持支架441连接,并通过驱动调节气缸451,带动夹持支架441横向移动,该生产线还包括夹具更换架5,所述夹具更换架5内设有夹持架51,所述夹持架51内开设有至少两个供磨抛夹具21放置的放置槽512,所述放置槽512内设有若干个规格不一的磨抛夹具21,该生产线还包括工作车间6以及设置在工作车间6外部的总控制台7,所述工业机器人2、抛光机3、清光机4与夹具更换架5均设置在工作车间6内,所述旋转放料台1的打磨工位-设置于工作车间内部,上料工位-设置于工作车间6外,所述工业机器人1、抛光机2、清光机3均与所述总控制台7通讯连接,并受其控制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips