
 商标分类
商标分类  商标转让
商标转让 
一种多立缝烧结布料系统的制作方法
 2021-01-30 03:01:13|
2021-01-30 03:01:13| 308|
308| 起点商标网
起点商标网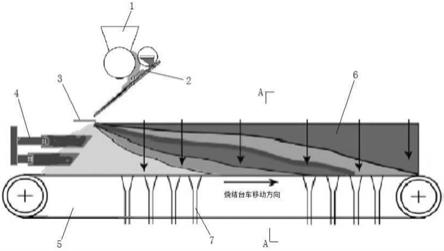
[0001]
本实用新型涉及铁矿石烧结技术领域,尤其涉及一种多立缝烧结布料系统。
背景技术:
[0002]
铁矿石烧结是铁矿石造块的主要方法之一,其过程是将贫铁矿经过选矿得到的铁精矿、富铁矿在破碎和筛分过程中产生的粉矿、生产中回收的含铁粉料(高炉和转炉炉尘,连铸轧钢铁皮等)、熔剂(石灰石、生石灰、消石灰、白云石和菱镁石等)和燃料(焦粉和无烟煤)等,按要求比例配合,加水混合制成颗粒状烧结混合料,平铺在烧结台车上,经点火抽风烧结成块。
[0003]
目前,生产烧结矿应用最为广泛的设备是带式抽风烧结机,工艺过程包括布料、点火、烧结等主要工序。其中布料是指将铺底料、混合料铺在烧结机台车上的作业。大多采用铺底料工艺,即在布烧结混合料之前,先铺一层粒度为10~25mm,厚度为20~25mm的小块烧结矿作为铺底料,其目的是保护炉箅,降低除尘负荷,延长风机转子寿命,减少或消除炉箅粘料。铺完铺底料后,随之进行布料。带式烧结机的抽风烧结过程是自上而下进行的,沿其料层高度温度变化的情况一般可分为5层,各层中的反应变化情况如图1所示。点火开始以后,依次出现烧结矿层、燃烧层、预热层、干燥层和过湿层。然后后四层相继消失,最终只剩烧结矿层。
[0004]
烧结矿布料过程中偏析布料可提高料层透气性,使固体燃料沿烧结料层高度方向更加合理地分布,从而保证烧结过程能够均匀、快速地进行,使整个烧结过程趋于稳定,对烧结生产的高产、优质及低耗具有重要意义。烧结生产过程中,随着烧结料层的加厚,通过料层的气流阻力增大,烧结速度减慢,不仅增加会烧结风箱中风机的动力消耗,而且会导致烧结生产率下降;因此厚料层烧结时必须改善烧结混合料的透气性。
[0005]
为了增强烧结料层的透气性,增加混合料层温度,提高烧结生成率,目前常采用松料器装置。松料器有多种结构形式,其中应用普遍的是带加热孔一端盲死的空心棒形松料器,如授权公告号为cn203068967 u的中国实用新型专利公开的“一种用于烧结机布料的松料器”,授权公告号为cn 201662327 u的中国实用新型专利公开的“一种干燥预热松料器”等;其目的都是改善烧结机台车混合料层的松散度,提高料层垂直方向物料均匀度。但是这种松料器在松料棒松存在以下弊端:1、松料棒拔出时混合料层中留有松料棒同孔径的横向孔洞,影响料层中部成矿;2、由于风路走捷径,而成品烧结矿的透气性好,在负压的作用下,风量通过松料棒的空洞水平流动,虽然有一定的预热效果,但其实质是负压的流失,降低了垂直料层的压差,从而减缓了燃烧速度。
技术实现要素:
[0006]
本实用新型提供了一种多立缝烧结布料系统,采用震荡布料方式,与由多个竖直刀片组成的烧结料断面成型装置配合,在烧结混合料铺料过程中形成纵向连续、横向均匀分布的多条竖直立缝,竖直立缝是由大颗粒烧结料填充的透气缝,抽风烧结时,上层的空气
能够以均匀风量自透气缝向下穿过整个烧结料层,并且在通过透气缝的同时,通过大颗粒烧结料之间的间隙向周围的烧结料层中渗透;从而增加烧结料层高度方向以及整体的加热均匀性,从而保证烧结过程均匀、快速地进行,有利于烧结生产实现高产、优质及低耗的目标。
[0007]
为了达到上述目的,本实用新型采用以下技术方案实现:
[0008]
一种多立缝烧结布料系统,包括震荡布料装置及烧结料断面成型装置;所述烧结料断面成型装置由支撑梁及多个竖直刀片组成;所述支撑梁固设于烧结机头部的基础支架上,所述竖直刀片的设置方向平行于烧结台车的移动方向,多个竖直刀片沿烧结台车的横向均匀设置;所述震荡布料装置设于烧结断面成型装置的上方,震荡布料装置的上端料与布料料斗的出料口相接,震荡布料装置的下料端位于竖直刀片的上方;震荡布料装置具有沿烧结台车横向的水平震荡运动。
[0009]
所述竖直刀片沿竖向设有1至多层。
[0010]
所述竖直刀片设置为2层以上时,各层竖直刀片对齐或交错设置。
[0011]
所述竖直刀片的上方设有导流栅;所述导流栅沿烧结台车横向与竖直刀片一一对应的设置,每个导流栅分别设于对应竖直刀片的正上方,且位于烧结混合料下落路径上。
[0012]
所述导流栅为长条形,其横截面形状为矩形、椭圆形、楔形或菱形。
[0013]
所述导流栅之间通过边框或中间连板连接。
[0014]
一种多立缝烧结布料系统,还包括微波加热装置;所述微波加热装置通过对应的安装支架固定在烧结机头部的基础支架上;微波加热装置与烧结料断面成型装置连接,用于对竖直刀片进行加热。
[0015]
一种多立缝烧结布料系统,还包括设于烧结料断面成型装置上方的雾化装置;所述雾化装置通过对应的安装支架固定在烧结机头部的基础支架上。
[0016]
与现有技术相比,本实用新型的有益效果是:
[0017]
1)与松料器相比,本实用新型所述烧结料断面成型装置形成的缝隙由大颗粒烧结料填充,不会在烧结料层中形成空洞,从而避免了因风路走捷径,沿松料器造成的空洞流动而导致的负压流失;能够降低垂直料层的压差,减缓燃烧速度。
[0018]
2)本实用新型通过震荡布料装置与烧结料断面成型装置中设置的多个竖直刀片相配合,在布料时对烧结混合料进行运动轨迹摆动震荡加速,使大颗粒烧结料在震荡加速后向两侧运动聚集,从而停留在竖直刀片的两侧,剩余小颗粒烧结料运动速度逐渐减慢,最终停留在相邻2个竖直刀片之间的中部区域;
[0019]
3)烧结台车移动时,铺设完成的烧结料层自竖直刀片处脱离,由竖直刀片形成的狭缝被两侧的大颗粒烧结料迅速填充,在竖直刀片原有位置形成大颗粒烧结料低密度聚集区,即由大颗粒烧结料填充的多条透气缝;由于大颗粒烧结料之间具有自支撑作用,使竖直立缝处既不会形成空洞,同时又形成具有多条透气通道的松散结构;
[0020]
4)抽风烧结时,上层的空气能够以均匀风量自透气缝向下穿过整个烧结料层,并且在通过透气缝的同时,通过大颗粒烧结料之间的间隙向周围的烧结料层中渗透;
[0021]
5)通过增设导流栅,可以防止烧结混合料对竖直刀片的直接冲击,延长烧结料断面成型装置的使用寿命;同时可以进一步加强大颗粒烧结料在竖直刀片两侧分布效果;
[0022]
6)通过增设微波加热装置,能够通过竖直刀片对烧结混合料进行间接加热,提高
烧结料层的温度,同时又可以防止烧结混合料粘附在竖直刀片上;
[0023]
7)通过增设雾化装置,可以起到对烧结混合料增湿的作用,促进烧结混合料在布料过程中运动成球,从而加强立缝式布料效果;同时雾化装置还能够强化微波加热装置的加热效果。
附图说明
[0024]
图1是本实用新型所述一种多立缝烧结布料系统的结构示意图。
[0025]
图2是图1中的a-a视图。
[0026]
图3是图2的局部放大图。
[0027]
图4是本实用新型所述震荡布料装置的震荡方向示意图。
[0028]
图5是本实用新型所述烧结料断面成型装置的侧视图。
[0029]
图6是本实用新型所述竖直刀片及导流栅沿烧结台车横向的分布示意图。
[0030]
图7是本实用新型所述大颗粒烧结料震荡布料的运动轨迹示意图。
[0031]
图8是本实用新型所述小颗粒烧结料震荡布料的运动轨迹示意图。
[0032]
图中:1.布料料斗 2.震荡布料装置 3.导流栅 4.烧结料断面成型装置 41.支撑架 42.竖直刀片 5.烧结台车 6.烧结料层 61.竖直立缝 7.烧结风箱 8.大颗粒烧结料
具体实施方式
[0033]
下面结合附图对本实用新型的具体实施方式作进一步说明:
[0034]
如图1所示,本实用新型所述一种多立缝烧结布料系统,包括震荡布料装置2及烧结料断面成型装置4;所述烧结料断面成型装置4由支撑梁41及多个竖直刀片42组成;所述支撑梁41固设于烧结机头部的基础支架上,所述竖直刀片42的设置方向平行于烧结台车5的移动方向,多个竖直刀片42沿烧结台车5的横向均匀设置;所述震荡布料装置2设于烧结断面成型装置4的上方,震荡布料装置2的上端料与布料料斗1的出料口相接,震荡布料装置2的下料端位于竖直刀片42的上方;震荡布料装置2具有沿烧结台车5横向的水平震荡运动(如图4所示)。
[0035]
如图5所示,所述竖直刀片42沿竖向设有1至多层。
[0036]
所述竖直刀片42设置为2层以上时,各层竖直刀片42对齐或交错设置。
[0037]
如图6所示,所述竖直刀片42的上方设有导流栅3;所述导流栅3沿烧结台车5横向与竖直刀片42一一对应的设置,每个导流栅3分别设于对应竖直刀片42的正上方,且位于烧结混合料下落路径上。
[0038]
所述导流栅3为长条形,其横截面形状为矩形、椭圆形、楔形或菱形。
[0039]
所述导流栅3之间通过边框或中间连板连接。
[0040]
一种多立缝烧结布料系统,还包括微波加热装置;所述微波加热装置通过对应的安装支架固定在烧结机头部的基础支架上;微波加热装置与烧结料断面成型装置4连接,用于对竖直刀片42进行加热。
[0041]
一种多立缝烧结布料系统,还包括设于烧结料断面成型装置上方的雾化装置;所述雾化装置通过对应的安装支架固定在烧结机头部的基础支架上。
[0042]
本实用新型所述一种多立缝烧结布料系统的工作原理是:烧结机头部设置烧结料
断面成型装置4,烧结混合料采用震荡布料方式(如图4所示),使大颗粒烧结料8布料后贴在竖直刀片42的两侧,即在2个相邻的竖直刀片42之间形成偏析结构;烧结台车5移动后竖直刀片42自铺设好的烧结料层6中抽离时,大颗粒烧结料8填补在竖直刀片42形成的缝隙中,使烧结料层6中形成多条沿纵向连续、沿横向均匀分布的竖直立缝61(如图2所示),该竖直立缝61是由大颗粒烧结料8填充的透气缝(如图3所示);抽风烧结时,上层的空气能够以均匀风量自透气缝向下穿过整个烧结料层6,并且在通过透气缝的同时,空气通过大颗粒烧结料8之间的间隙向周围的烧结料层6中渗透。
[0043]
如图5所示,所述竖直刀片42沿竖向设有1至多层,相对应的,所述透气缝为连续透气缝或断续透气缝。
[0044]
所述烧结料断面成型装置4与微波加热装置连接,用于对竖直刀片42进行加热,在间接加热烧结混合料的同时防止烧结混合料粘附在竖直刀片42上。
[0045]
所述烧结料断面成型装置4的上方还设有雾化装置,通过喷雾加湿协助烧结混合料运动成球。
[0046]
本实用新型通过震荡布料装置2与烧结料断面成型装置4中设置的多个竖直刀片42相配合,震荡布料装置2的振幅与竖直刀片42的设置间隔相匹配;在布料时对烧结混合料进行运动轨迹摆动震荡加速,使大颗粒烧结料8在震荡加速后向两侧运动聚集,从而停留在竖直刀片42的两侧(如图7所示),剩余小颗粒烧结料运动速度逐渐减慢,最终停留在相邻2个竖直刀片42之间的中部区域(如图8所示)。
[0047]
烧结台车5移动时,铺设完成的烧结料层6自竖直刀片42处脱离,由竖直刀片42形成的狭缝被两侧的大颗粒烧结料8迅速填充,在竖直刀片42原有位置形成大颗粒烧结料低密度聚集区,即由大颗粒烧结料8填充的多条透气缝;由于大颗粒烧结料8之间具有自支撑作用,使竖直立缝处既不会形成空洞,同时又形成具有多条透气通道的松散结构(如图2、图3所示)。
[0048]
抽风烧结时,多个烧结风箱7通过风机同时抽风,烧结料层6上方的空气能够以均匀风量自透气缝向下穿过整个烧结料层6,并且在通过透气缝的同时,通过大颗粒烧结料8之间的间隙向周围的烧结料层6中渗透。从而增加烧结料层6高度方向以及整体的加热均匀性,从而保证烧结过程均匀、快速地进行,有利于烧结生产实现高产、优质及低耗的目标。
[0049]
通过增设导流栅3,可以防止烧结混合料对竖直刀片42的直接冲击,延长烧结料断面成型装置4的使用寿命;同时可以进一步加强大颗粒烧结料8在竖直刀片42两侧分布效果。
[0050]
通过增设微波加热装置,能够通过竖直刀片42对烧结混合料进行间接加热,提高烧结料层6的温度,同时又可以防止烧结混合料粘附在竖直刀片42上;
[0051]
通过增设雾化装置,可以起到对烧结混合料增湿的作用,促进烧结混合料在布料过程中运动成球,从而加强立缝式布料效果;同时雾化装置还能够强化微波加热装置的加热效果。
[0052]
本实用新型所述微波加热装置、雾化装置均采用常规市售成品,其为现有技术,具体结构及工作原理在此不加赘述。
[0053]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips