
 商标分类
商标分类  商标转让
商标转让 
一种高强度合金材料制备投影仪壳体的热流道工艺的制作方法
 2021-01-30 03:01:54|
2021-01-30 03:01:54| 246|
246| 起点商标网
起点商标网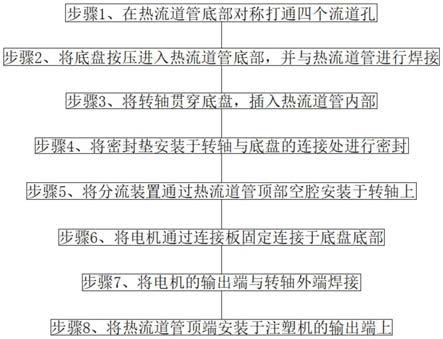
[0001]
本发明属于热流道技术领域,尤其涉及一种高强度合金材料制备投影仪壳体的热流道工艺。
背景技术:
[0002]
热流道是指从注射机喷嘴送往浇口的塑料原料始终保持熔融状态,在每次开模时不需要固化作为废料取出,滞留在浇注系统中的熔料可在再一次注射时被注入型腔。
[0003]
热流道管上一般开设有多个通孔排出熔融状态的原料,多个通孔之间的夹角处成为死角,排出原料时该部位的原料会长时间堆积无法排出,导致原料产生变色或板结,影响生产产品的质量。
技术实现要素:
[0004]
本发明提供一种高强度合金材料制备投影仪壳体的热流道工艺,旨在解决热流道管上一般开设有多个通孔排出熔融状态的原料,多个通孔之间的夹角处成为死角,排出原料时该部位的原料会长时间堆积无法排出,导致原料产生变色或板结,影响生产产品的质量的问题。
[0005]
本发明是这样实现的,一种高强度合金材料制备投影仪壳体的热流道工艺,包括以下步骤:
[0006]
步骤1、在热流道管底部对称打通四个流道孔;
[0007]
步骤2、将底盘按压进入热流道管底部,并与热流道管进行焊接;
[0008]
步骤3、将转轴贯穿底盘,插入热流道管内部;
[0009]
步骤4、将密封垫安装于转轴与底盘的连接处进行密封;
[0010]
步骤5、将分流装置通过热流道管顶部空腔安装于转轴上;
[0011]
步骤6、将电机通过连接板固定连接于底盘底部;
[0012]
步骤7、将电机的输出端与转轴外端焊接;
[0013]
步骤8、将热流道管顶端安装于注塑机的输出端上。
[0014]
优选的,所述步骤1中的所述流道孔为圆形通孔,四个所述流道孔的孔径不大于所述热流道管外径的一半。
[0015]
优选的,所述步骤2中所述底盘呈圆盘状,所述底盘外径等于所述热流道管的内径,所述底盘的中间开设有圆形通孔。
[0016]
优选的,所述热流道管上固定连接有固定夹,固定夹内部设有用于对热流道管内部材料进行加热和保温的电热丝。
[0017]
优选的,所述步骤5中所述的分流装置包括转轴、固定板、连接杆和套管,所述固定板固定连接于所述转轴的外表面上,所述连接杆位于两个固定板之间,并与两个连接板固定连接,所述套管套设于连接杆的外表面,并与连接杆转动连接。
[0018]
优选的,所述转轴、固定板、连接杆和套管的熔点均高于投影仪壳体的熔点,且所
述套管的外表面与所述热流道管的内壁滑动接触。
[0019]
优选的,所述步骤6中连接板的数量为两个,两个连接板的其中一端与底盘焊接,另一端与电机的外表面固定连接。
[0020]
优选的,所述热流道管的顶部内腔中开设有内螺纹,所述内螺纹与注塑机输出端上的外螺纹相适配。
[0021]
与现有技术相比,本发明的有益效果是:本发明的一种高强度合金材料制备投影仪壳体的热流道工艺,通过设置转轴、分流装置、连接板、底盘和电机,热流道管底部焊接有底盘,转轴的其中一端贯穿底盘插入热流道管内部,并与底盘转动连接,分流装置安装于转轴位于热流道管内部的一端,电机的输出端与转轴位于热流通道外侧的一端固定连接,使用时,将电机与外部电源电性连接,通过电机转动带动转轴转动,从而带动与转轴外表面固定连接的分流装置转动,通过分流装置转动带动位于热流道管内部死角处的原料水平移动至流道孔处,并通过流道孔排出,避免了原料容易积留在热流道管内部,长时间加热后容易产生变色或板结,严重影响产品的质量的问题。
附图说明
[0022]
图1为本发明的结构步骤流程图;
[0023]
图2为本发明中的整体结构示意图;
[0024]
图3为本发明中的分流装置结构示意图。
[0025]
图中:11、热流道管;12、流道孔;13、固定夹;14、电热丝;15、底盘;16、密封垫;17、转轴;18、连接板;19、电机;20、固定板;21、连接杆;22、套管。
具体实施方式
[0026]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0027]
请参阅图1-3,本发明提供一种技术方案:一种高强度合金材料制备投影仪壳体的热流道工艺,包括以下步骤:
[0028]
步骤1、在热流道管11底部对称打通四个流道孔12;
[0029]
步骤2、将底盘15按压进入热流道管11底部,并与热流道管11进行焊接;
[0030]
步骤3、将转轴17贯穿底盘15,插入热流道管11内部;
[0031]
步骤4、将密封垫16安装于转轴17与底盘15的连接处进行密封;
[0032]
步骤5、将分流装置通过热流道管11顶部空腔安装于转轴17上;
[0033]
步骤6、将电机19通过连接板18固定连接于底盘15底部;
[0034]
步骤7、将电机19的输出端与转轴17外端焊接;
[0035]
步骤8、将热流道管11顶端安装于注塑机的输出端上。
[0036]
在本实施方式中,固定板20的数量有两个,两个固定板20分别套设于位于热流道管11内部的转轴17的顶部和底部,连接杆21位于两个固定板20之间,其两端与固定板20固定连接,套管22套设于连接杆21的外表面,并与连接杆21转动连接,使用时,将电机19与外部电源电性连接,使电机19通电转动带动转轴17转动,转轴17在转动过程中带动固定板20
和连接杆21转动,由于套设于连接杆21外表面的套管22外表面与热流道管11内壁滑动接触,当连接杆21在转动过程中带动套管22沿热流道管11的内壁循环滚动剐蹭,将四个流道孔12之间的死角处的原材料搅动至流道孔12处,并通过流道孔12排出。
[0037]
在本实施方式中,热流道管11的顶部内腔中开设有内螺纹,热流道管11的底部开设有流道孔12,流道孔12的数量为四个,四个流道孔12环绕热流道管11的外表面等距对称分布,热流道管11的外表面上固定连接有固定夹13,固定夹13的内部设有电热丝14,底盘15位于热流道管11的底部,并与热流道管11的底部焊接,底盘15的中间开设有圆形通孔,该圆形通孔的大小与转轴17的大小相适配,转轴17通过该圆形通孔贯穿底盘15,插入热流道管11的内部,并与底盘15转动连接,底盘15与转轴17的连接处设有密封垫16,用于密封底盘15与转轴17之间的缝隙,电机19位于底盘15底部,电机19的外表面上固定连接有连接板18,连接板18远离电机19的一端与底盘15的外表面焊接,且电机19的输出端与转轴17位于热流道管11外侧的一端固定连接,固定板20的数量有两个,两个固定板20分别套设于位于热流道管11内部的转轴17的顶部和底部,连接杆21位于两个固定板20之间,其两端与固定板20固定连接,套管22套设于连接杆21的外表面,并与连接杆21转动连接,使用时,将电机19与外部电源电性连接,使电机19通电转动带动转轴17转动,转轴17在转动过程中带动固定板20和连接杆21转动,由于套设于连接杆21外表面的套管22外表面与热流道管11内壁滑动接触,当连接杆21在转动过程中带动套管22沿热流道管11的内壁循环滚动剐蹭,将四个流道孔12之间的死角处的原材料搅动至流道孔12处,并通过流道孔12排出,从而避免了在使用过程中,部分原料容易积留在热流道管11内部的死角处,长时间加热后容易产生变色或板结,严重影响产品的质量的问题。
[0038]
进一步的,步骤1中的流道孔12为圆形通孔,四个流道孔12的孔径不大于所述热流道管外径的一半。
[0039]
在本实施方式中,在热流道管11的底部开设四个流道孔12,用于将内部处于熔融状态的原材料流出,进行投影仪壳体制备,四个流道孔12的孔径大小可以调节用于制作不同型号和大小的投影仪壳体。
[0040]
进一步的,步骤2中底盘15呈圆盘状,底盘15外径等于热流道管11的内径,底盘15的中间开设有圆形通孔。
[0041]
在本实施方式中,设置底盘15用于托住热流道管11内部的原材料,底盘15的外径等于热流道管11的内径,使底盘15与热流道管11之间能够完全契合,在底盘15的中间开设圆形通孔,使转轴17能够通过该圆形通孔贯穿底盘15插入热流道管11内部。
[0042]
进一步的,热流道管11的外表面上固定连接有固定夹13,固定夹13内部设有用于对热流道管11内部材料进行加热和保温的电热丝14。
[0043]
在本实施方式中,在热流道管11的外表面上固定连接有固定夹13,并在固定夹13内部设置电热丝14,用于对热流道管11内部材料进行加热和保温,避免热流道管11内部的原料板结。
[0044]
进一步的,步骤5中的分流装置包括转轴17、固定板20、连接杆21和套管22,固定板20固定连接于转轴17的外表面上,连接杆21位于两个固定板20之间,并与两个连接板18固定连接,套管22套设于连接杆21的外表面,并与连接杆21转动连接。
[0045]
在本实施方式中,设置转轴17,并将固定板20固定连接于转轴17的外表面上,连接
杆21位于两个固定板20之间,并与两个连接板18固定连接,套管22套设于连接杆21的外表面,并与连接杆21转动连接,使转轴17在转动过程中能够带动连接杆21和套管22转动,使位于热流道管11内部死角处的原料水平移动,从而将死角处的原料移动至流道孔12处排出,避免原料长时间处于死角处无法排除导致原材料变色或板结的问题。
[0046]
进一步的,转轴17、固定板20、连接杆21和套管22的熔点均高于投影仪壳体的熔点,且套管22的外表面与热流道管11的内壁滑动接触。
[0047]
在本实施方式中,转轴17、固定板20、连接杆21和套管22的熔点均高于投影仪壳体的熔点,避免了在电热丝14进行加热时转轴17、固定板20、连接杆21和套管22熔化,套管22的外表面与热流道管11的内壁滑动接触,使转轴17转动时能够带动套管22沿热流道管11内壁滚动,避免熔融状态的原材料附着在套管22上。
[0048]
进一步的,步骤6中连接板18的数量为两个,两个连接板18的其中一端与底盘15焊接,另一端与电机19的外表面固定连接。
[0049]
在本实施方式中,设置两个连接板18,且两个连接板18的其中一端与底盘15焊接,另一端与电机19的外表面固定连接,用于将电机19进行固定。
[0050]
进一步的,热流道管11的顶部内腔中开设有内螺纹,内螺纹与注塑机输出端上的外螺纹相适配。
[0051]
在本实施方式中,在热流道管11的顶部内腔中开设有内螺纹,内螺纹与注塑机输出端上的外螺纹相适配,用于将热流道管11螺接在注塑机的输出端上。
[0052]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips