
 商标分类
商标分类  商标转让
商标转让 
一种断丝锥或者断螺钉的清除方法及加注装置与流程
 2021-01-30 03:01:08|
2021-01-30 03:01:08| 270|
270| 起点商标网
起点商标网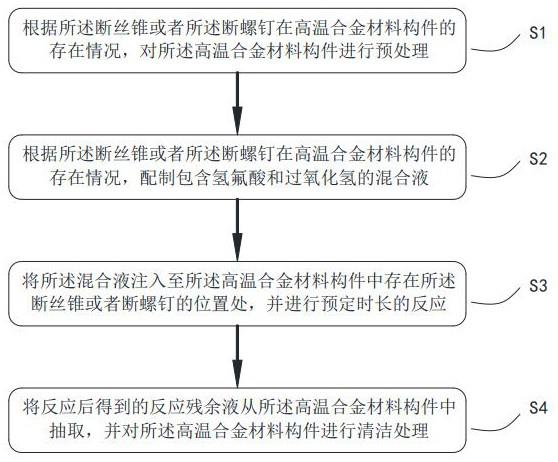
[0001]
本发明涉及机械加工的技术领域,尤其涉及一种断丝锥或者断螺钉的清除方法及加注装置。
背景技术:
[0002]
在航天发动机、燃气轮机和石油钻井设备中,会大量使用高温耐热合金,该高温耐热合金能够在高温环境下保持良好的强度和机械性能,但同时高温耐热合金也存在加工困难和造价高昂的情况。在该高温耐热合金制成的零件中通常需要加工形成螺纹孔,而该螺纹孔的加工是依靠丝锥或者螺钉攻丝实现的,这一攻丝过程一般存在较大的难度并容易出现攻断丝锥或者螺钉的情况。目前是通过电火花机床来去除高温耐热合金零件中的断丝锥或者断螺钉的,但是这种方式成本高和效率低下,并且并不适用于从细长零件中取出断丝锥或者断螺钉的场景,若采用钳工敲碎的方式则可能对高温耐热合金零件产生不可逆的损坏,从而导致高温耐热合金零件直接报废。可见,现有技术的断丝锥或者断螺钉取出方式并不适用于高温耐热合金零件的场景中。
技术实现要素:
[0003]
针对上述现有技术存在的缺陷,本发明提供了一种断丝锥或者断螺钉的清除方法及加注装置。
[0004]
该断丝锥或者断螺钉的清除方法包括:高温合金材料构件预处理工序、配制包含氢氟酸和过氧化氢的混合液工序、混合液注入与反应工序、反应残余液抽取和高温合金材料构件清洁工序,其通过由氢氟酸和过氧化氢组成的混合液与高温合金材料构件的开口或者孔位置处的断丝锥或者断螺钉进行反应,以此溶解该断丝锥或者该断螺钉,从而避免通过电火花处理或者机械钳夹处理的方式来取出断丝锥或者断螺钉,其能够完整、快速溶解断丝锥或者断螺钉,操作方便快捷,成本低,对高温合金材料构件损伤小。
[0005]
本发明提供一种断丝锥或者断螺钉的清除方法,所述断丝锥或者断螺钉的清除方法包括以下步骤:步骤s1,根据所述断丝锥或者所述断螺钉在高温合金材料构件的存在情况,对所述高温合金材料构件进行预处理;步骤s2,根据所述断丝锥或者所述断螺钉在高温合金材料构件的存在情况,配制包含氢氟酸和过氧化氢的混合液;步骤s3,将所述混合液注入至所述高温合金材料构件中存在所述断丝锥或者所述断螺钉的位置处,并进行预定时长的反应;步骤s4,将反应后得到的反应残余液从所述高温合金材料构件中抽取,并对所述高温合金材料构件进行清洁处理。
[0006]
在本申请公开的一个可选实施例中,在所述步骤s1中,根据所述断丝锥或者所述断螺钉在高温合金材料构件的存在情况,对所述高温合金材料构件进行预处理具体包括,
步骤s101,获取所述断丝锥或者所述断螺钉在所述高温合金材料构件中的存在位置、存在量、和所述断丝锥或者所述断螺钉相对于所述高温合金材料构件的位姿信息中的至少一者,以此作为所述存在情况;步骤s102,根据所述存在情况,对所述高温合金材料构件中存在有所述断丝锥或者所述断螺钉的目标位置处及其附近区域处采用中性液体进行清洗;步骤s103,对经过所述中性液体清洗后的所述目标位置处及其附近区域进行干燥处理。
[0007]
在本申请公开的一个可选实施例中,在所述步骤s101中,获取所述断丝锥或者所述断螺钉在所述高温合金材料构件中的存在位置、存在量、和所述断丝锥或者所述断螺钉相对于所述高温合金材料构件的位姿信息中的至少一者,以此作为所述存在情况具体包括步骤s1011,获取所述断丝锥或者所述断螺钉于所述高温合金材料构件中的至少一个双目图像或红外图像;步骤s1012,对所述至少一个双目图像或红外图像进行图像分析处理,以此获取所述存在位置、所述存在量、和所述断丝锥或者所述断螺钉相对于所述高温合金材料构件的位姿信息中的至少一者;在所述步骤s102中,根据所述存在情况,对所述高温合金材料构件中存在有所述断丝锥或者所述断螺钉的目标位置处及其附近区域处采用中性液体进行清洗具体包括,步骤s1021,根据所述存在情况,确定所述目标位置及其附近区域对应的覆盖范围;步骤s1022,采用去离子水,对所述目标位置及其附近区域对应的覆盖范围进行清洗;在所述步骤s103中,对经过所述中性液体清洗后的所述目标位置处及其附近区域进行干燥处理具体包括,对经过所述中性液体清洗后的所述目标位置处及其附近区域进行热风干燥处理或者微波辐射干燥处理。
[0008]
在本申请公开的一个可选实施例中,在所述步骤s2中,根据所述断丝锥或者所述断螺钉在高温合金材料构件的存在情况,配制包含氢氟酸和过氧化氢的混合液具体包括,步骤s201,获取所述断丝锥或者所述断螺钉在所述高温合金材料构件中存在量,以此作为所述存在情况;步骤s202,根据所述存在情况,确定所述混合液中所述氢氟酸和所述过氧化氢的体积比和各自的配制体积;步骤s203,根据所述氢氟酸和所述过氧化氢的体积比和各自的配制体积,配制形成所述混合液。
[0009]
在本申请公开的一个可选实施例中,在所述步骤s201中,获取所述断丝锥或者所述断螺钉在所述高温合金材料构件中存在量,以此作为所述存在情况具体包括,步骤s2011,获取所述断丝锥或者所述断螺钉于所述高温合金材料构件中的至少一个双目图像或红外图像;步骤s2012,对所述至少一个双目图像或红外图像进行图像分析处理,以此获取所述存在量;在所述步骤s202中,根据所述存在情况,确定所述混合液中所述氢氟酸和所述过氧化氢的体积比和各自的配制体积具体包括,
根据所述存在情况以及氢氟酸原液的浓度和过氧化氢原液的浓度,以此确定所述混合液中所述氢氟酸和所述过氧化氢的体积比和各自的配制体积;在所述步骤s203中,根据所述氢氟酸和所述过氧化氢的体积比和各自的配制体积,配制形成所述混合液具体包括,根据所述氢氟酸和所述过氧化氢的体积比和各自的配制体积,将具有预定浓度的氢氟酸原液和过氧化氢原液在常温常压条件下进行搅拌混合,以此配制形成所述混合液。
[0010]
在本申请公开的一个可选实施例中,在所述步骤s3中,将所述混合液注入至所述高温合金材料构件中存在所述断丝锥或者所述断螺钉的位置处,并进行预定时长的反应具体包括,步骤s301,将容置有混合液的加注装置的注射机构对准所述高温合金材料构件中存在所述断丝锥或者所述断螺钉的位置处;步骤s302,控制所述加注装置关于所述混合液的注入速度和/或注入总量,以将所述混合液注入至所述高温合金材料构件中存在所述断丝锥或者所述断螺钉的位置处;步骤s303,当所述加注装置完成所述混合液的注入后,在常温常压条件下使所述断丝锥或者所述断螺钉与所述混合液进行所述预定时长的反应。
[0011]
在本申请公开的一个可选实施例中,将容置有混合液的加注装置的注射机构对准所述高温合金材料构件中存在所述断丝锥或者所述断螺钉的位置处具体包括,步骤s3011,所述混合液位于加注装置中,对所述混合液进行去空气泡处理;步骤s3012,根据所述存在情况中所述断丝锥或者所述断螺钉相对于所述高温合金材料构件的位姿信息,将所述注射机构对准所述高温合金材料构件中存在所述断丝锥或者所述断螺钉的位置处;步骤s3013,调整所述注射机构的注射角度和/或注射机构的开口尺寸;或者,在所述步骤s303中,所述预定时长为0.2h-0.6h。
[0012]
基于同样的发明构思,本申请还提供了一种加注装置,该加注装置适用于以上所述的断丝锥或者断螺钉的清除方法,用于将混合液注入到断丝锥或者断螺钉处。
[0013]
该加注装置包括:氢氟酸容器,用于存储氢氟酸;过氧化氢容器,用于存储过氧化氢;混合加注容器,经第一管路与氢氟酸容器连接,经第二管路与过氧化氢容器连接,经第三管路与注射机构连接,所述第一管路、第二管路和第三管路上均安装有微型流量泵和电磁阀;控制器,与所述微型流量泵和电磁阀相连接。
[0014]
在本申请公开的一个可选实施例中,还包括废液容器,所述废液容器经第四管路与抽取嘴连接,所述第四管路上安装有微型抽吸泵和流量计,所述微型抽吸泵和流量计与所述控制器相连接。
[0015]
在本申请公开的一个可选实施例中,所述混合加注容器中还设有搅拌桨,所述搅拌桨与搅拌电机相连接,所述搅拌电机与所述控制器相连接。
[0016]
1、相比于现有技术,本发明的断丝锥或者断螺钉的清除方法,该断丝锥或者断螺
钉的清除方法包括高温合金材料构件预处理工序、配制包含氢氟酸和过氧化氢的混合液工序、混合液注入与反应工序、反应残余液抽取和高温合金材料构件清洁工序,其通过由氢氟酸和过氧化氢组成的混合液与高温合金材料构件的开口或者孔位置处的断丝锥或者断螺钉进行反应,以此溶解该断丝锥或者该断螺钉,从而避免通过电火花处理或者机械钳夹处理的方式来取出断丝锥或者断螺钉,其能够完整、快速溶解断丝锥或者断螺钉,操作方便快捷,成本低,对高温合金材料构件损伤小。
[0017]
2、本发明的加注装置,其氢氟酸和过氧化氢分别储存,待需要进行断丝锥或者断螺钉的溶解处理时,根据断丝锥或者断螺钉在高温合金材料构件的存在情况进行混合液的配置,然后注入到高温合金材料构件中存在断丝锥或者断螺钉的位置处,进行溶解反应。该加注装置自动进行混合液的配置及加注,使用更加方便、快捷;无需人工手动量取,安全性高;且可有效节约原料,避免浪费。此外,该加注装置还设有废液容器和微型抽吸泵,可自动将反应后的残余液回收储存,避免残余液外排造成污染。
附图说明
[0018]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0019]
图1为本发明提供的一种断丝锥或者断螺钉的清除方法的流程示意图。
[0020]
图2为本发明提供的一种加注装置的结构示意图。
[0021]
图3为本发明提供的另一种加注装置的结构示意图。
[0022]
图4为本发明提供的一种注射机构的结构示意图。
[0023]
图5为本发明提供的一种微调组件和滴液组件的结构示意图。
[0024]
图6为本发明提供的一种滴液组件的立体结构示意图。
[0025]
附图标记:1、氢氟酸容器;11、第一管路;2、过氧化氢容器;21、第二管路;3、混合加注容器;31、第三管路;32、搅拌桨;321、搅拌电机;4、控制器;5、废液容器;51、第四管路;511、抽取嘴;512、微型抽吸泵;513、流量计;6、微型流量泵;61、电磁阀;7、注射机构;711、载物台;712、第一x方向驱动件;713、第一y方向驱动件;714、第一z方向驱动件;721、第二y方向驱动件;722、第二z方向驱动件;723、第二x方向驱动件;731、旋转连接件;732、直线驱动件;733、滴液头;734、安装基块。
具体实施方式
[0026]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0027]
参阅图1,为本发明提供的一种断丝锥或者断螺钉的清除方法的流程示意图。该断丝锥或者断螺钉的清除方法包括如下步骤:
步骤s1,根据该断丝锥或者该断螺钉在高温合金材料构件的存在情况,对该高温合金材料构件进行预处理;步骤s2,根据该断丝锥或者该断螺钉在高温合金材料构件的存在情况,配制包含氢氟酸和过氧化氢的混合液;步骤s3,将该混合液注入至该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处,并进行预定时长的反应;步骤s4,将反应后得到的反应残余液从该高温合金材料构件中抽取,并对该高温合金材料构件进行清洁处理。
[0028]
该断丝锥或者断螺钉的清除方法主要是通过化学反应的方式将包含氢氟酸和过氧化氢的混合液溶解该断丝锥或者断螺钉,其能够在不对高温合金材料构件造成任何损坏的情况下,能够彻底地和快速地将断丝锥或者断螺钉清除,从而降低断丝锥或者断螺钉的清除难度和成本。
[0029]
优选地,在该步骤s1中,根据该断丝锥或者该断螺钉在高温合金材料构件的存在情况,对该高温合金材料构件进行预处理具体包括,步骤s101,获取该断丝锥或者该断螺钉在该高温合金材料构件中的存在位置、存在量、和该断丝锥或者该断螺钉相对于该高温合金材料构件的位姿信息中的至少一者,以此作为该存在情况;步骤s102,根据该存在情况,对该高温合金材料构件中存在有该断丝锥或者该断螺钉的目标位置处及其附近区域处采用中性液体进行清洗;步骤s103,对经过该中性液体清洗后的该目标位置处及其附近区域进行干燥处理。
[0030]
通过确定关于该断丝锥或者该断螺钉的存在情况,并以此进行相应的清洗和干燥处理,这样能够有效地清除该高温合金材料构件中存在的其他不能进行化学反应溶解的杂质,从而提高后续化学溶解反应的彻底性。
[0031]
优选地,在该步骤s101中,获取该断丝锥或者该断螺钉在该高温合金材料构件中的存在位置、存在量、和该断丝锥或者该断螺钉相对于该高温合金材料构件的位姿信息中的至少一者,以此作为该存在情况具体包括步骤s1011,获取该断丝锥或者该断螺钉于该高温合金材料构件中的至少一个双目图像或红外图像;步骤s1012,对该至少一个双目图像或红外图像进行图像分析处理,以此获取该存在位置、该存在量、和该断丝锥或者该断螺钉相对于该高温合金材料构件的位姿信息中的至少一者。
[0032]
通过获取双目图像的方式来分析确定该断丝锥或者该断螺钉的存在情况,能够有效地和准确地确定该断丝锥或者该断螺钉于该高温合金材料构件的实时状态。
[0033]
优选地,在该步骤s102中,根据该存在情况,对该高温合金材料构件中存在有该断丝锥或者该断螺钉的目标位置处及其附近区域处采用中性液体进行清洗具体包括,步骤s1021,根据该存在情况,确定该目标位置及其附近区域对应的覆盖范围;步骤s1022,采用去离子水,对该目标位置及其附近区域对应的覆盖范围进行清洗。
[0034]
通过去离子水对该目标位置及其附近区域对应的覆盖范围进行清洗能够提高清洗的洁净度和避免对高温合金材料构件造成损坏。
[0035]
优选地,在该步骤s103中,对经过该中性液体清洗后的该目标位置处及其附近区域进行干燥处理具体包括,对经过该中性液体清洗后的该目标位置处及其附近区域进行热风干燥处理或者微波辐射干燥处理。
[0036]
通过热风干燥处理或者微波辐射干燥处理的方式能够提高对该中性液体的干燥速度。
[0037]
优选地,在该步骤s2中,根据该断丝锥或者该断螺钉在高温合金材料构件的存在情况,配制包含氢氟酸和过氧化氢的混合液具体包括,步骤s201,获取该断丝锥或者该断螺钉在该高温合金材料构件中存在量,以此作为该存在情况;步骤s202,根据该存在情况,确定该混合液中该氢氟酸和该过氧化氢的体积比和各自的配制体积;步骤s203,根据该氢氟酸和该过氧化氢的体积比和各自的配制体积,配制形成该混合液。
[0038]
由于该混合液中该氢氟酸和该过氧化氢的体积比和各自的配制体积会影响该混合液与该断丝锥或者该断螺钉的反应效率和反应彻底性,通过根据该存在情况确定上述混合液的配制参数能够实现化学溶解反应的效率最优化。
[0039]
优选地,在该步骤s201中,获取该断丝锥或者该断螺钉在该高温合金材料构件中存在量,以此作为该存在情况具体包括,步骤s2011,获取该断丝锥或者该断螺钉于该高温合金材料构件中的至少一个双目图像或红外图像;步骤s2012,对该至少一个双目图像或红外图像进行图像分析处理,以此获取该存在量。
[0040]
通过获取关于该断丝锥或者该断螺钉的至少一个双目图像或红外图像,能够准确地确定该断丝锥或者该断螺钉的存在量。
[0041]
优选地,在该步骤s202中,根据该存在情况,确定该混合液中该氢氟酸和该过氧化氢的体积比和各自的配制体积具体包括,根据该存在情况以及氢氟酸原液的浓度和过氧化氢原液的浓度,以此确定该混合液中该氢氟酸和该过氧化氢的体积比和各自的配制体积。
[0042]
优选地,在该步骤s203中,根据该氢氟酸和该过氧化氢的体积比和各自的配制体积,配制形成该混合液具体包括,根据该氢氟酸和该过氧化氢的体积比和各自的配制体积,将具有预定浓度的氢氟酸原液和过氧化氢原液在常温常压条件下进行搅拌混合,以此配制形成该混合液。
[0043]
优选地,在步骤s3中,将该混合液注入至高温合金材料构件中存在断丝锥或者断螺钉的位置处,并进行预定时长的反应具体包括,步骤s301,该混合液位于加注装置中,将该加注装置对应的注射机构对准高温合金材料构件中存在断丝锥或者断螺钉的位置处;步骤s302,控制该加注装置关于该混合液的注入速度和/或注入总量,以将该混合液注入至该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处;
步骤s303,当该加注装置完成该混合液的注入后,在常温常压条件下使该断丝锥或者该断螺钉与该混合液进行该预定时长的反应。
[0044]
通过控制该加注装置中注射机构的对准位置、混合液的注入速度和/或注入总量,能够实现对混合液与断丝锥或者断螺钉反应速度或者反应效率的可控调节,从而改善对断丝锥或者断螺钉进行清除的可控性。
[0045]
优选地,在该步骤s301中,该混合液位于加注装置中,将该加注装置对应的注射机构对准该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处具体包括,步骤s3011,该混合液位于加注装置中,对该混合液进行去空气泡处理;步骤s3012,根据该存在情况中该断丝锥或者该断螺钉相对于该高温合金材料构件的位姿信息,将该注射机构对准该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处;步骤s3013,调整该注射机构的注射角度和/或注射机构的开口尺寸。
[0046]
其中,去空气泡处理具体可采用抽真空(负压)、搅拌、超声、加消泡剂等方法中的一种或几种,均可实现去除混合液中空气泡的目的。
[0047]
优选地,在该步骤s303中,该预定时长为0.2h-0.6h。
[0048]
优选地,在该步骤s4中,将反应后得到的反应残余液从该高温合金材料构件中抽取,并对该高温合金材料构件进行清洁处理具体包括,步骤s401,将加注装置对应的抽取嘴对准该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处;步骤s402,调整该加注装置的抽取马力和/或抽取时长进行抽取工作,以将该反应残余液从该高温合金材料构件中抽离;步骤s403,当完成该抽取动作后,对该高温合金材料构件相应的位置区域进行清洁处理和干燥处理。
[0049]
通过对反应残余液进行抽取能够避免该反应残余液遗留在该高温合金材料构件中以对该高温合金材料构件产生不良影响;同时避免该反应残余液洒出,对物品和环境造成污染;避免清洁时该反应残余液大量进入清洁水中,对水体造成污染。
[0050]
优选地,在该步骤s401中,将加注装置对应的抽取嘴对准该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处具体包括,根据该存在情况中该断丝锥或者该断螺钉相对于该高温合金材料构件的位姿信息,将该抽取嘴对准该高温合金材料构件中存在该断丝锥或者该断螺钉的位置处。
[0051]
优选地,在该步骤s403中,当完成该抽取动作后,对该高温合金材料构件相应的位置区域进行清洁处理和干燥处理具体包括,步骤s4031,采用去离子水对该高温合金材料构件相应的位置区域进行该清洁处理;步骤s4032,采用热风干燥方式或者微波辐射干燥方式来对该高温合金材料构件相应的位置区域进行该干燥处理。
[0052]
从上述实施例的内容可知,该断丝锥或者断螺钉的清除方法包括高温合金材料构件预处理工序、配制包含氢氟酸和过氧化氢的混合液工序、混合液注入与反应工序、反应残余液抽取和高温合金材料构件清洁工序,其通过由氢氟酸和过氧化氢组成的混合液与高温合金材料构件的开口或者孔位置处的断丝锥或者断螺钉进行反应,以此溶解该断丝锥或者
该断螺钉,从而避免通过电火花处理或者机械钳夹处理的方式来取出断丝锥或者断螺钉,其能够完整、快速溶解断丝锥或者断螺钉,方法步骤简单、操作方便快捷,成本低,对高温合金材料构件损伤小。
[0053]
参阅图2,为本发明提供的一种加注装置的结构示意图。该加注装置适用于上述的断丝锥或者断螺钉的清除方法,包括:氢氟酸容器1、过氧化氢容器2、混合加注容器3、注射机构7和控制器4等。
[0054]
其中,氢氟酸容器1用于储存氢氟酸原溶液;过氧化氢容器2用于储存过氧化氢原溶液。混合加注容器3上并联设有第一管路11、第二管路21和第三管路31。第一管路11与氢氟酸容器1相连通,并伸入氢氟酸容器1中;第二管路21与过氧化氢容器2相连通,并伸入过氧化氢容器2中;第三管路31一端伸入混合加注容器3中,另一端与注射机构7相连接;第一管路11、第二管路21和第三管路31上均设有微型流量泵6和电磁阀61。控制器4与微型流量泵6和电磁阀61相连接,由控制器4控制微型流量泵6和电磁阀61的开启或关闭,并控制微型流量泵6的运行工况,或控制电磁阀61的开度,实现流量调节。微型流量泵6的运行与电磁阀61的开闭相关联;控制器4可接收数据、分析处理数据、接收和发送指令等。
[0055]
第一管路11和第二管路21上的微型流量泵6及电磁阀61开启运行,可将氢氟酸容器1和过氧化氢容器2中的溶液泵入混合加注容器3中进行混合配置;由控制器4控制各微型流量泵6和电磁阀61的运行工况及运行时长,可实现两种溶液按设定比例进行混合。
[0056]
第三管路31上的微型流量泵6及电磁阀61开启运行,可将配置的混合溶液泵往注射机构7,注入至高温合金材料构件中存在断丝锥或者断螺钉的位置处;控制器4可控制该微型流量泵6、电磁阀61的运行工况及运行时长,实现泵出混合溶液流速及总量的控制。
[0057]
如图4所示,为方便调节,使注射机构7的位置与高温合金材料构件中存在断丝锥或者断螺钉的位置相对应;注射机构7包括粗调组件、微调组件和滴液组件,滴液组件安装于微调组件上,微调组件安装于粗调组件上,通过调节粗调组件和微调组件,可使滴液组件与高温合金材料构件中存在断丝锥或者断螺钉的位置准确对应,将混合液滴加至相应区域内。
[0058]
如图4所示,粗调组件包括载物台711、第一x方向驱动件712、第一y方向驱动件713和第一z方向驱动件714。该载物台711滑动安装于第一x方向驱动件712上,由第一x方向驱动件712驱动其在x方向上移动;第一x方向驱动件712垂直安装于第一y方向驱动件713上,第一y方向驱动件713垂直安装于第一z方向驱动件714上;第一z方向驱动件714驱动第一y方向驱动件713、第一x方向驱动件712及载物台711在z方向上移动;第一y方向驱动件713驱动第一x方向驱动件712及载物台711在y方向上移动。其中,第一x方向驱动件712、第一y方向驱动件713和第一z方向驱动件714均可为丝杠直线模组,由步进电机控制移动。
[0059]
微调组件及滴液组件安装于载物台711上,粗调组件可在较大空间范围内调节微调组件及滴液组件的位置。
[0060]
如图5所示,微调组件包括相互垂直设置的第二y方向驱动件721、第二z方向驱动件722和第二x方向驱动件723。其中,图4和图5中坐标系的x、y、z方向相对应。第二y方向驱动件721固定安装于粗调组件中的载物台711上;第二z方向驱动件722垂直滑动安装于第二y方向驱动件721上,由第二y方向驱动件721驱动其在y方向上移动;第二x方向驱动件723垂直滑动安装于第二z方向驱动件722上,由第二z方向驱动件722驱动其在z方向上移动;滴液
组件安装于第二x方向驱动件723上,由第二x方向驱动件723驱动其在x方向上移动。其中,第二y方向驱动件721、第二z方向驱动件722和第二x方向驱动件723均可为直线微调模组,可手动或自动进行调节控制。当粗调组件将微调组件和滴液组件移动至靠近滴液位置时,通过调节微调组件使滴液组件与高温合金材料构件中存在断丝锥或者断螺钉的位置对应更加准确。
[0061]
如图5和图6所示,滴液组件包括依次连接的旋转连接件731、直线驱动件732和滴液头733。其中,旋转连接件731与第二x方向驱动件723转动连接,由第二x方向驱动件723驱动沿x方向移动,且可相对连接部位进行旋转,转动角度在0~90
°
范围内。直线驱动件732安装于旋转连接件731上,其输出轴端部设置有安装基块734;滴液头733安装于该安装基块734上。即调节旋转连接件731时,滴液头733可在一定范围内进行旋转,以更好的适应高温合金材料构件中存在断丝锥或者断螺钉的位置;直线驱动件732运行,将滴液头733推近或拉离高温合金材料构件中存在断丝锥或者断螺钉的位置,使滴液头733的位置调节更加灵活精准,能更好的进行混合溶液的滴加。其中,滴液头733与第三管路31连接,由第三管路31将混合加注容器3中的混合溶液源源不断的供应给滴液头733。
[0062]
参阅图3,该加注装置还包括废液容器5,该废液容器5与第四管路51的一端连接,第四管路51上安装有微型抽吸泵512和流量计513,第四管路51的另一端连接有抽取嘴511。微型抽吸泵512和流量计513均与控制器4相连接,由控制器4控制微型抽吸泵512的运行工况和时长,控制器4接收流量计513的检测数据,流量计513与微型抽吸泵512的运行相关联。
[0063]
微型流量泵6和微型抽吸泵512的流量范围优选为5ml/min~200ml/min。
[0064]
混合加注容器3中设有搅拌桨32,搅拌桨32的转轴密封穿过混合加注容器3的顶部与外侧的搅拌电机321相连接,由搅拌电机321驱动搅拌桨32的转动。搅拌电机321与控制器4相连接,由控制器4控制搅拌电机321及搅拌桨32的运行,实现对混合溶液的搅拌。
[0065]
该加注装置的氢氟酸容器1、过氧化氢容器2、混合加注容器3、第一管路11、第二管路21、第三管路31、第四管路51及注射机构7、抽取嘴511等均由塑料材料制成,避免被腐蚀。其中,氢氟酸容器1为密封塑料容器,其上设有可密封关闭的加液口。过氧化氢容器2为塑料容器,其开口处设有通气的微孔和补液的加液口。混合加注容器3上部也设有通气的微孔,混合溶液中的空气泡在搅拌过程中溢出液面,可经微孔快速排出。第三管路31、第四管路51上连接滴液头733或抽取嘴511的一端管道外设有柔性套管,使得该段管路可任意弯转,适应滴液头733或抽取嘴511的位置和角度调整,使滴液头733或抽取嘴511适应高温合金材料构件中存在的断丝锥或者断螺钉的位置。
[0066]
从上述实施例的内容可知,该加注装置,其氢氟酸和过氧化氢分别储存,待需要进行断丝锥或者断螺钉的溶解处理时,根据断丝锥或者断螺钉在高温合金材料构件的存在情况,进行混合液的配置,及注射机构方位的调整,使滴液头733对准断丝锥或者断螺钉所处的位置,然后将混合液注入到高温合金材料构件中存在断丝锥或者断螺钉的位置处,进行溶解反应。该加注装置自动进行混合液的配置及加注,并可灵活调节滴液头733方位,使其准确对应断丝锥或者断螺钉所处的位置,使用更加方便、快捷;无需人工手动量取,安全性高;且可有效节约原料,避免浪费。此外,该加注装置还设有废液容器和微型抽吸泵,可自动将反应后的残余液回收储存,避免残余液外排造成污染。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips